Escolar Documentos
Profissional Documentos
Cultura Documentos
Analysis of Fouling Characteristics and Flux Decline During Humic Aciids Batch Ultrafiltration
Enviado por
AstriMeidaErlanggaDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Analysis of Fouling Characteristics and Flux Decline During Humic Aciids Batch Ultrafiltration
Enviado por
AstriMeidaErlanggaDireitos autorais:
Formatos disponíveis
neering
ngi
Chemical Engineering &
&
lE
Saha and Das, J Chem Eng Process Technol 2015, 6:5
Pr
a
l of Chemic
oc
ess Techno
http://dx.doi.org/10.4172/2157-7048.1000252
Process Technology
na
ISSN: 2157-7048
ur
og l
Jo y
Research Article
Research Article Open
OpenAccess
Access
Analysis of Fouling Characteristics and Flux Decline during Humic Acids
Batch Ultrafiltration
Suman Saha and Chandan Das*
Department of Chemical Engineering, Indian Institute of Technology Guwahati, Assam, India
Abstract
This work focuses on the membrane ultrafiltration technique to separate humic acids from aqueous solution. An
unstirred dead end ultrafiltration of synthetic aqueous humic acids solutions of 50, 150 and 250 mg L-1 was performed
with Polyethersulfone membrane. To observe the effects of applied transmembrane pressure (TMP) drops during
separation, the experiments were carried out at 207, 276, 345 and 414 kPa with 50 kDa molecular weight cutoff
(MWCO) membrane. The performance of this process is expressed in terms of volume reduction factor (VRF). To
analyze flux decline and pore blocking behavior, Hermias fouling mechanism models, namely, complete, standard,
intermediate and cake filtration models have been studied in search of best fittings in flux decline system. After
completion of the experiment with 50 mg L-1 feed solution, the concentration of Humic acids in permeate was 2.9 mg
L-1, revealing 94% rejection during the membrane ultrafiltration.
Keywords: Humic acids; Unstirred batch cell; Volume reduction during early diagenesis of bio matters and occur in soils, peats,
factor (VRF); Hermia model; Cake filtration model (CFM) sediments, natural water, ocean, sewages, waste effluents of different
industries like, food, textile, paper and pulp industries [1]. Literatures
List of symbols reveal that it is not possible to write a molecular structure that can
J w Water flux (m3m-2min-1) describe the connectivity within molecules of humic substances. The
compositions of naturally occurring humic acids are dominated by
w Viscosity of pure water (Pa s) benzene rings, amino acids, aliphatic moieties, and carboxyl, hydroxyl,
J HAs Permeate flux (m3m-2min-1) amine groups and also linkages like ester, amide, ether, etc. [2]. This
highly polydisperse material has large number of molecular weight
J f Water flux after experiment (m3m-2min-1) distribution from 2 kDa up to over 500 kDa [3]. The secondary
LP Hydraulic permeability (mPa-1 s-1) effluents from pulp and paper industry contain huge number of humic
compounds [4]. Humic acids can be used as an efficient fertilizer.
P Trans Membrane pressure (TMP) drop (kPa) According to survey, sludge extracted Humic acids contain more
V0 Initial feed volume (mL) number of organic compounds, higher H/C molar ratio, greater surface
activity, more lipids, more nitrogen content, higher N/C ratio than
VPHAs Collected permeate (mL) commercial Humic acids. Few studies have been showed to estimate
the separation and purification of sludge humic acids for use as fruitful
VRHAs Volume of retentate sample (mL) fertilizer in our environment [5]. Ultrasonication followed by acid
Am Membrane active area (m2) alkali extraction [6] and super critical fluid extraction [1] were already
Viscosity of permeate sample (Pa s) performed to extract humic substances from different sources. Acid
alkali extraction process was evaluated to extract humic acids from
Rt Total membrane resistance (m-1) vegetable residues [7]. In recent times, nitric acid oxidation process
using coal sample [8], Coacervate extraction using polyethoxylated
Rc Cake layer resistance (m-1)
alcohols and alkyl phenol polyethoxylate [9], electro coagulation
Rf Fouling resistance (m-1) process [10] were already performed during extraction of Humic acids
form different sources.
Rm Membrane hydraulic resistance (m-1)
The requirement of many reactive chemical reagents, high
kA Membrane surface blocked per unit of total volume permeated (m-1)
temperature and high operating cost are important demerits during
k s CPBM Constant (s-1)
k s SPBM Constant (m-1/2s-1/2)
*Corresponding author: Chandan Das, Department of Chemical Engineering,
ki IPBM Constant (m-1) Indian Institute of Technology Guwahati-781 039, Assam, India, Tel: 91 361
2582268; E-mail: cdas@iitg.ac.in
k B Decrease of membrane pore cross section wise with permeation (m-1)
Received September 21, 2015; Accepted October 04, 2015; Published October
k glHAs CFM Constant (m-2s) 15, 2015
k D Cake layer area per unit of permeation (m-1) Citation: Saha S, Das C (2015) Analysis of Fouling Characteristics and Flux
Decline during Humic Acids Batch Ultrafiltration. J Chem Eng Process Technol 6:
252. doi:10.4172/2157-7048.1000252
Introduction
Copyright: 2015 Saha S, et al. This is an open-access article distributed under
Humic acids (HAs) are highly heterogeneous amorphous mixture the terms of the Creative Commons Attribution License, which permits unrestricted
of organic compounds. These poly functional polymers are formed use, distribution, and reproduction in any medium, provided the original author and
source are credited.
J Chem Eng Process Technol
ISSN: 2157-7048 JCEPT, an open access journal Volume 6 Issue 5 1000252
Citation: Saha S, Das C (2015) Analysis of Fouling Characteristics and Flux Decline during Humic Acids Batch Ultrafiltration. J Chem Eng Process
Technol 6: 252. doi:10.4172/2157-7048.1000252
Page 2 of 7
extraction processes. Oxidation process can limit the reuse of humic Experimental procedure
acids as fertilizer in agriculture due to the reduction of H/C ratio or
In this study, ultrafiltration experiments were conducted using
nitrogen content. In recent years, membrane technology has become
unstirred batch cell membrane module with 33.4 10-4 m2 membrane
a novel separation technology to purify and clarify effluent water.
area. Batch cell was pressurized with deionized water for 2 hr at 414
Several chemical and mechanical treatment processes, such as,
kPa applied TMP drop to overcome compaction effect of the fresh
chemical coagulation, high speed mechanical stirring and mixing,
membrane. The water flux was measured as a function of time until a
flocculation, activated sludge treatment electrolysis have been used to
steady value was obtained.
treat natural organic matters [11]. The membrane separation processes
can offer large number of advantages as compared these conventional Preparation of synthetic feed sample
methods [12]. This novel separation process is becoming a vital tool for
separation of variety of materials ranging from natural organic matter Synthetic feed solution was made by dissolving HAs powder
separation to sludge purification. Membrane processes are potentially sample in Millipore water. Continuous stirring was performed for 1 hr
better for the environmental science since the membrane approach to dissolve the polyfunctional powder sample into the water properly.
require the use of relatively simple and non-harmful materials. Humic Operating conditions
acids substances can be recovered using membrane technology [13].
There are few literatures about the recovery and purification of valuable TMP drop and feed concentration were important parameters
components like humic acids from paper, food or textile industry waste during humic acids ultrafiltration. To observe the effects of applied
effluents using membrane ultrafiltration [5]. TMP drops, the experiments were carried out by varying operating
pressures at 207, 276, 345 and 414 kPa. Feed concentrations were taken
The aim of this paper is to identify flux decline behavior during as 50, 150 and 250 mg L-1. Operating pressure was adjusted with the
humic acids ultrafiltration. The transient flux decline behavior was help air compressor.
analyzed at various operating conditions, such as, applied TMP drops
and initial feed concentration. The Hermia model was applied to evaluate Sample analysis
and confirm the fouling mechanism during dead end ultrafiltration of Solution concentrations were measured using UV-vis spectroscopy
humic substances. The impact of solute particles and membrane pores (Thermofisher Scientific, India) with max at 254 nm. The ionic
to the transient flux decline and permeate quality were studied. The conductivities (Sm-1) and total dissolved solids (TDS, mg L-1) of all the
mechanisms of various fouling models were shown using Hermias streams like, feed as well as collected permeates were analyzed by an
model, and the predictions have been matched with experimental auto ranging conductivity meter provided by VSI Electronics Pvt. Ltd.,
values. The fouling behavior of batch cell was also analyzed in terms of Punjab, India. Viscosity was measured using a rheometer at a constant
variation of total membrane resistance (Rt) during operation. Filtration water bath at 28 1C (HAAKE RheoStress, Thermo Scientific,
stability and membrane performance were analyzed with respect to Germany). pH of the sample was measured by a pH meter provided
volume reduction factor (VRF). by Jenway, Bibby Scientific UK. COD was measured on the basis of
oxygen consumed during the oxidation of the organic matter in water
Materials and Methods by a strong oxidizing agent [14].
Materials Theoretical consideration
Commercial Humic acids powder (HAs), oxidizing agent: Performance of U.S.B.C.M.M. during ultrafiltration of Humic
potassium dichromate (K2Cr2O7), sulphuric acid (H2SO4), mercuric acids at two operating conditions, such as, TMP drop and initial feed
sulphate (HgSO4), silver sulphate (Ag2SO4), ferrous ammonium concentration were analyzed in terms of permeate flux declination,
sulphate [(NH4)2 Fe(SO4)2 6H2O], cleaning agents: sodium dodecyl volume reduction factor (VRF), total membrane resistance (Rt).
sulphate (SDS) and sodium hydroxide (NaOH) were obtained from
Loba Chemie, India. All the chemicals were analytical grade and used Permeate flux and membrane hydraulic permeability (Lp, mPa-1s-1) for
without further treatment. UF membrane module with time were analyzed using Darcys law [15]
dV P
Membrane J HAs = LP P = = (1)
Am dt Rt
The separation process was done using commercial flat sheet
asymmetric hydrophilic polyethersulfone membrane, obtained from Where Am the effective membrane area (m2) was, dV was the
Permionics Membranes Pvt. Ltd., Vadodara, and Gujarat, India. collected permeate volume (mL). P was TMP drop (kPa). Was
Molecular weight cutoff was 50 kDa. Membrane characteristics are the viscosity (Pa s) of permeate sample. Rt Was the total membrane
given in Table 1. resistance (m-1). Total Rt was defined as the combination of three
different resistances [15] as:
Experimental setup
Membrane Unstirred batch cell membrane module
Unstirred batch cell membrane module (U.S.B.C.M.M):
Membrane material Polyethersulfone (PES)
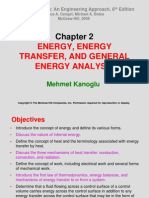
The schematic diagram of unstirred batch cell membrane module
Molecular weight cutoff (kDa) 50
(U.S.B.C.M.M) is shown in Figure 1. Air compressor was used to create
Water permeability at 28C (mPa-1s-1) 3.974 10-11
transmembrane pressure drop during separation through batch cell.
A circular polyethersulfone membrane was placed over a metallic Membrane resistance ( Rm, m-1) 1.250 1013
support. Rubber gasket was used on the membrane to prevent the pH acceptance 2-14
leakage. Permeate was collected from the bottom of the batch cell into Maximum temperature tolerance (C) 90
the measuring cylinder, made by Borosil Glass Works Ltd., Kolkata, Membrane working area (m2) 33.4 10-4
India. Table 1: Membrane characteristics.
J Chem Eng Process Technol
ISSN: 2157-7048 JCEPT, an open access journal Volume 6 Issue 5 1000252
Citation: Saha S, Das C (2015) Analysis of Fouling Characteristics and Flux Decline during Humic Acids Batch Ultrafiltration. J Chem Eng Process
Technol 6: 252. doi:10.4172/2157-7048.1000252
Page 3 of 7
Analysis of fouling characteristics using hermia model:
Pressure gauge Feed entrance
Membrane fouling occurs due to the deposition of retained
particles on the membrane surface, pore mouth or pore wall causing
transient flux. In the present study, to describe the fouling mechanism,
Hermia blocking law model has been used. This law consists of four
different fouling models to predict the mode of membrane fouling
Air Compressor characteristics, like, complete pore blocking model (CPBM), standard
pore blocking model (SPBM), intermediate pore blocking model
(IPBM) and cake filtration model (CFM) [17,18]. Figure S1 in the
Feed Chamber
supplementary material illustrates the graphical representation of all
types of membrane fouling mechanisms. Equation (8) describes the
Hermia blocking model for dead end filtration mode.
Membrane n
d 2t dt
=K (8)
dV 2 dV
Metal support
To analyze each type of fouling module, the parameter n takes
different values like,
CPBM n = 2 , SPBM n=3/2, IPBM n = 1 , CFM n = 0 .
Figure 1: Schematic diagram of an unstirred batch cell membrane module Based on the various development of the filtration model, all these
(U.B.C.M.M.).
four models are linearized in terms of permeate flux with filtration time
and are summarized in Table 2.
R t = R c + R f + R m (2)
Results and Discussion
Rc Was the cake layer resistance (m ) Rf was the fouling resistance
-1
(m-1) on membrane surface. Rm, fresh membrane resistance before Transient flux decline for unstirred batch cell membrane
separation was calculated from pure hydraulic flux (Jw, m3/m2/min) module (U.S.B.M.M.)
using following equation:
Figure 2 shows the variation of permeate flux with time for four
P TMP drops, such as, 207, 276, 345 and 414 kPa in a dead end unstirred
Rm = (3)
w Jw filtration model. As shown in figure, the permeate flux declines sharply
with process time for the first 10 mins. Due to the enhancement of
w was viscosity (Pa s) of pure water. Fouled membrane resistance driving force, the flux decline increases with increasing TMP drops.
( R f (m-1)) was evaluated using following equation:
For example, it can be observed from Figure 2 that variation of flux
P decline is maximum at 414 kPa pressure. As the TMP drop increases,
=
Rf Rm (4)
w J f the growth of concentration boundary layer on the membrane surface
is increased faster due to the faster deposition of rejected solutes [14] This
where Jf (m3/m2/min) was the calculated water flux after experiment. behavior leads to decline the permeate flux at higher pressure drop and
gives faster steady flux value. For this reason, the resistance to the water
Finally, the cake layer resistance can be evaluated using Equation flux decreases with increasing TMP drop producing higher permeates flux.
(5) The steady state permeate flux values at different TMP drops of 207, 276,
Rc =[Rt (R f + Rm )] (5) 345 and 414 kPa are 1.82, 2.07, 3.09 and 3.21 10-4 m min-1, respectively.
Variation of observed rejection (Robs) defined as under steady state Effect of feed concentration on permeate flux
condition Initial feed concentration of pure HAs solution was varied as 50,
Cp 150 and 250 mg L-1 at constant operating pressure condition (207
Robs = 1 HAs (6)
C0HAs kPa). It is clearly seen from Figure 3(a) and 3(b) that, with increasing
initial HAs concentration, permeates flux decreases. One interesting
Where CPHAs is solute concentration in the permeate side (mg L-1)
behavior has been observed in Figure 3(a) that, with increasing feed
CHAs is solute concentration in the bulk solution (mg L-1) concentration from 50 to 150 mg/L, the permeate flux decline is almost
same for first 50 mins. At low TMP drop (207 kPa), rejected solute
The VRF value was calculated using Equation (7):
deposition near the membrane surface is slower initially. Due to the
V0 V0 dead end filtration, the concentration nearby the membrane surface
VRF = = (7)
VRHAs (t ) V0 VPHAs (t ) increases gradually, which gives lower permeate flux at 150 mg L-1 than
50 mg L-1 after 50 mins of separation. When the feed concentration is
where V (mL) was the initial feed volume (mL). VRHAS (mL) was 250 mg L-1, the permeate flux is lower than other conditions. The high
the retentate final volume at particular time (t) period. VPHAS (mL) was feed concentration can form a gel or cake layer very fast due to the high
the collected permeate with respect to time for both modules. VRF rejection of solute particles. The gel layer becomes thicker with time
values vary from 1 to . At the beginning of operation VRHAs (t ) = V0 , which gives lower permeate flux than other initial feed concentrations.
means VRF = 1. When the entire feed passes through the membrane, When the constant TMP drop is 414 kPa (Refer Figure 3(b)), the
VRHAs (t ) = 0 , VRF = [15,16]. permeate flux decreases quickly for each concentration in first 25 mins.
J Chem Eng Process Technol
ISSN: 2157-7048 JCEPT, an open access journal Volume 6 Issue 5 1000252
Citation: Saha S, Das C (2015) Analysis of Fouling Characteristics and Flux Decline during Humic Acids Batch Ultrafiltration. J Chem Eng Process
Technol 6: 252. doi:10.4172/2157-7048.1000252
Page 4 of 7
Different blocking mechanism Linearized form [18] Physical significance Model Constants (k) [18]
CPBM ln J=
HAs ln J 0 kc t Membrane pore entrance clogging kc = k A J 0 , (s -1
)
1 1 Deposition of retentate particles over the k
SPBM =
1/2
+ kst ks = 2 B AJ 01/2
J HAs J 01/2 pore walls A0 , (m-1/2s-1/2)
1 1 Pore clogging with membrane surface
IPBM = + ki t ki = k A , (m-1)
J HAs J 0 deposition
1 1 Membrane surface deposition of the 2 Rc k D
CFM = + k glHAs t k glHAs =
J 0 Rm
2
J HAs J 02 retentate particles
, (m-2s-2)
Table 2: Linearized forms and significances of different blocking mechanisms.
10
Feed Conc.(mg L-1):50
9 pH: 6.4
TMP drop(kPa)
8 207
Permeate flux x 104 (m min-1)
274
7 345
414
6
1
0 50 100 150 200 250 300 350
Time(min)
Figure 2: Comparison of permeate flux with respect to time at different operating pressures condition during batch cell operation.
6.5 10.5
(a) 10.0 (b) TMP Drop(kPa): 414
6.0 TMP Drop(kPa): 207
9.5
Permeate flux 104 (m min-1)
Permeate flux 104 (m min-1)
5.5 9.0
Flux at 50 mgL-1 8.5 Flux at 50 mgL-1
5.0 Flux at 150 mgL-1 8.0 Flux at 150 mgL-1
7.5
4.5 Flux at 250 mgL-1 7.0 Flux at 250 mgL-1
4.0 6.5
6.0
3.5 5.5
3.0 5.0
4.5
2.5 4.0
2.0 3.5
3.0
1.5 2.5
0 50 100 150 200 250 300 350 400 0 25 50 75 100 125 150 175 200 225
Time(min) Time(min)
Figure 3: Variation of HAs permeate flux at different feed concentration with respect to time at (a) 207 kPa and (b) 414 kPa operating pressure.
This behavior may be assigned to the concentration polarization. HAs permeate quality in terms of solute rejection improves for each initial
particles deposit quickly on the membrane surface and block the active feed concentration. For example, at 50 mg/L feed concentration,
pores in a short time. With gradually increasing feed concentration, an increase in TMP drop from 207 to 414 kPa, solute rejection also
membrane fouling assembles into cake formation along with short increases from 92.1 to 94.2%. For 150 and 250 mg L-1, results are 91.5
time. As a result, permeate flux decreases fast with increasing initial to 95% and 91.3 to 96%, respectively. This can be described in terms
feed concentration and reach its steady value faster than lower TPM of generation of cake layer due to concentration polarization. At
drop at 207 kPa. increased TMP drop, rejected solutes form a polarized gel or cake layer
which gives additional mass transfer resistance. This resistance acts like
Variation of observed rejection at different TMP drops during
a secondary membrane in series with the actual membrane [14]. This
U.S.B.C.M ultrafiltration of HAs solution interesting phenomenon gives higher rejection at high TMP drop. At
Variation of permeate quality in terms of rejection of HAs solutes constant pressure of 207 kPa with increasing initial feed concentration
with TMP drop at three different initial feed concentrations is shown rejection decreases. This reverse phenomenon has occurred due to the
in Figure 4. It is clearly observed that with increasing pressure drop, lower compaction of deposited layer which cannot retain the small
J Chem Eng Process Technol
ISSN: 2157-7048 JCEPT, an open access journal Volume 6 Issue 5 1000252
Citation: Saha S, Das C (2015) Analysis of Fouling Characteristics and Flux Decline during Humic Acids Batch Ultrafiltration. J Chem Eng Process
Technol 6: 252. doi:10.4172/2157-7048.1000252
Page 5 of 7
particles at high concentration of 150 and 250 mg L-1 firstly. As the TMP much accurate due to the faster solute deposition on the membrane
drop becomes higher, the formed layer also becomes compacted. Thus surface for all the experimental conditions applied during experiment.
solutes get obstructed due to the thick layer and give more rejection Table 3 reviews the model constants and initial flux values (J0) for all
with increasing initial feed concentration of HAs. pore blocking models. It was obtained that the CFB and IPBM revealed
the best fitting to flux profile for all the parametric conditions.
Variation of VRF with time for U.S.B.C.M operation
Variation of total resistance during U.S.B.C.M ultrafiltration
Variation of VRF with operating time at different TMP drops (207,
276, 345, 414 kPa) for batch cell operation has been shown in Figure Resistance variation with process time is also very important
5. Increase of VRF has a significant impact on membrane permeation. study to check membrane filtration efficiency during separation.
It has an important role over membrane performance as well as During batch cell operation HAs molecules adsorbed on membrane
permeates quality. With increasing driving force, permeate rate is surface resulting in enhanced total resistance. The variation of total
enhanced resulting VRF to increase. In Figure 5 during batch filtration resistance with operating time for batch cell operation has been shown
a sharp change in VRF has been observed. At 207 kPa, VRF value is in Figure 7. As the TMP drop increases, the growth of concentration
approx. 3.5. It increases upto 4.5 when pressure drop is 414 kPa within boundary layer on the membrane surface is increased rapidly due to
operating time 125 min. the faster deposition of rejected solutes. Hence the total resistance with
increasing TMP drop also increases continuously. As shown in Figure
Application of hermia model 7, total resistance increases from 4.87 1013 m-1 to 7.2 1013 m-1 with
In this present work, Hermia model was used to analyze the fouling increase of TMP drop from 207 to 414 kPa after 2 h operation.
characteristics involved in Humic acids dead end ultrafiltration. The
Permeate quality analysis
more detailed study of this model has been provided to explain the
mechanism of pore clogging with different TMP drop conditions. Due Initial HAs concentration in the feed was taken as 50, 150 and 250
to widely distributed molecular weight of the polydispersed materials, mg L-1. The COD, pH, ionic conductivity and TDS values are as follows:
elongated morphology and non-rigid chemical structures, some 165, 450 and 659.2 mg L-1; 6.4, 5.4 and 5.03; 2.74 10-1, 9.4 10-1 and
molecules passed through the membrane pores at high TMP drops and 5.11 10-1 S m-1; 45, 54 and 60 mg L-1, respectively. Table 4 describes the
caused membrane pore clogging. comparison of permeate qualities for different pressure drops in terms
of final concentrations, observed rejection (%), ionic conductivity,
Figure 6(a)-(d) shows the implementation of Hermia model to
TDS, pH and final COD values through U.S.B.C.M. It was observed
understand the fouling mechanisms, occurring in the humic acids
ultrafiltration test. Figure 6(a) shows the fitting of the experimental
results to the CPBM. At high TMP drop of 345 and 414 kPa with 50
96
mg L-1 feed concentration, high deviations were obtained between
Observed Rejection (Robs) %
experimental and predicted flux decline. When the size of the rejected
95
solutes is greater than the membrane surface pores, complete pore
blocking happens. As a result, solute molecules neither enter into the
94
membrane pores nor arrive to the permeate side.
Figure 6(b) shows the fitting of experimental results to the SPBM. 93
When the size of the solute molecules is lower than of membrane Initial feed
pores, internal blocking occurs due to the solute adsorption onto the concentration (mg L-1):
92 50
membrane pore walls. Figure 6(b) reveals that, solute adsorption was 150
happened partially at low pressure drop. With increasing TMP drop, 250
91
more amount of solute particles block the pore walls and caused 200 250 300 350 400 450
standard blocking. TMP drop (kPa)
The theoretical analyses of the experimental permeate flux to IPBM Figure 4: Variation of observed rejection with TMP drops.
for all parametric conditions have been shown in Figure 6(c). When
the membrane pore size is similar to the solute size, membrane pores
5.0
are blocked just to the entrance of the feed side. When the solutes
are not completely retained by the membrane active surface, these 4.5
molecules can deposit on the others, which were previously deposited. 4.0
This hypothetic phenomenon occurs in an ultrafiltration process. As a
3.5
result, IPBM provides a better agreement than SPBM or CPBM to the
experimental data. 3.0
VRF
When the solute sizes are much greater than the membrane pores, 2.5
Concentration (mg L-1): 50
a cake layer of retained particles occurs on the membrane surface. 2.0 TMPdrop (kPa)
207
This type of phenomena is very common for dead end filtration. With 276
1.5
increasing of TMP drop, more solutes are rejected by the membrane 345
414
pores and create a dense cake layer, causes faster decline of permeate 1.0
0 25 50 75 100 125 150 175 200 225 250 275 300
flux. Higher cake compression occurs with higher TMP drops. The
thickness of cake layer also depends on increasing of TMP drop and the Time(min)
back transport of molecules towards feed side. Figure 6(d) shows the Figure 5: Variation of VRF with operating time at different TMP drops
during batch cell operation.
best fitting of the cake layer formation. The predicted R2 values are very
J Chem Eng Process Technol
ISSN: 2157-7048 JCEPT, an open access journal Volume 6 Issue 5 1000252
Citation: Saha S, Das C (2015) Analysis of Fouling Characteristics and Flux Decline during Humic Acids Batch Ultrafiltration. J Chem Eng Process
Technol 6: 252. doi:10.4172/2157-7048.1000252
Page 6 of 7
4.2 0.32
4.0 (a) lnJp at 207 kPa
0.30 (b)
lnJp at 276 kPa
3.8 lnJp at 345 kPa 0.28
lnJp at 414 kPa
3.6 0.26
lnJp(Lm-2h-1)
3.4 0.24
1/JP1/2 (L-1/2mh1/2)
3.2 0.22
3.0 0.20
1/Jp1/2 at 207 kPa
2.8 0.18
1/Jp1/2 at 276 kPa
2.6
0.16 1/Jp1/2 at 345 kPa
2.4 1/Jp1/2 at 414 kPa
0.14
2.2
0 5000 10000 15000 20000 0.12
0 5000 10000 15000 20000
Time (S)
Time (S)
0.10
0.009
0.09 (c) (d)
0.008
0.08
0.007
0.07
0.006
1/Jp2 (L-2m4h2)
0.06
1/Jp (L2m-2h)
0.005
0.05 0.004
0.04 1/Jp2 at 207 kPa
1/Jp at 207 kPa 0.003
1/Jp at 276 kPa 1/Jp2 at 276 kPa
0.03 0.002 1/Jp2 at 345 kPa
1/Jp at 345 kPa
0.02 1/Jp at 414 kPa 0.001 1/Jp2 at 414 kPa
0.01 0.000
0 5000 10000 15000 20000 0 5000 10000 15000 20000
Time (S) Time (S)
Figure 6: Linearized fitness plots for Hermia Pore block models (CPBM (a); SPBM (b); IPBM (c) and CFM (d)) for 50 kDa Membrane cutoff and 50 mgL-1 initial feed
conditions.
CPBM SPBM IPBM CFM
TMP drop 6
(kPa) kc 10 5
J 0 10 6
k s 10 J 0 10 6
ki 10 6
J 0 10 6
k glHAs 107 J 0 106
R2 R2 R2 R2
(s-1) (ms ) -1
(m-1/2s-1/2) (ms-1) (m ) -1 (ms )-1
(m-2s) (ms-1)
207 4.15 7.45 0.83 5.22 6.18 0.90 2.65 6.27 0.99 3.51 7.37 0.99
276 5.70 8.68 0.91 6.54 8.03 0.95 3.04 7.72 0.98 3.96 9.36 0.99
345 6.71 11.03 0.91 6.51 10.02 0.94 2.55 10.29 0.96 4.20 10.84 0.99
414 8.16 12.56 0.90 7.56 11.56 0.90 2.84 11.72 0.97 4.73 20.99 0.99
Table 3: Summary of the model parameters of all pore blocking models for 50 kDa membrane.
8
Total resistance (Rt 10-13, m-1)
3 TMP drop(kPa):
207
2 276
345
1 414
0
0 40 80 120 160 200 240 280
Time (min)
Figure 7: Total resistance variation for U.S.B.C.M operation.
J Chem Eng Process Technol
ISSN: 2157-7048 JCEPT, an open access journal Volume 6 Issue 5 1000252
Citation: Saha S, Das C (2015) Analysis of Fouling Characteristics and Flux Decline during Humic Acids Batch Ultrafiltration. J Chem Eng Process
Technol 6: 252. doi:10.4172/2157-7048.1000252
Page 7 of 7
50 mgL-1 150 mgL-1 250 mgL-1
Properties P (kPa) P (kPa) P (kPa)
207 276 345 414 207 276 345 414 207 276 345 414
Permeate conc. (mgL-1) 3.93 3.56 3.24 2.90 12.5 10.1 8.9 7.5 21.2 17.16 14.8 12.45
Observed rejection (%) 92.1 92.8 93.5 94.20 91.55 93.33 94.25 95 91.38 93.18 94.48 95.23
pH 7.34 7.31 7.24 7.21 7.15 7.18 7.2 7.25 7.12 7.25 7.28 7.28
Ionic conductivity (Sm-1) 10-2 1.15 1.07 1.03 1.03 1.25 1.20 1.14 1.07 1.28 1.23 1.20 1.18
TDS (mgL-1) 10-3 6.67 6.22 6.01 5.97 7.25 6.96 6.61 6.21 7.42 7.13 6.96 6.84
COD (mgL-1) 24.02 24.02 24.02 24.02 25 25 25 25 28 28 28 28
Table 4: Physiochemical properties of permeates at steady state during batch cell filtration.
from Table 4 that maximum TDS was removed at 414 kPa. Due to 7. Adani F, Ricca G (2004) The contribution of alkali soluble (humic acid-like)
and unhydrolyzed-alkali soluble (core-humic acid-like) fractions extracted from
cake layer formation with increased applied pressure, TDS was also
maize plant to the formation of soil humic acid. Chemosphere 56: 13-22.
removed. Ionic conductivity was decreased from 2.74 10-1 to 1.15
10-2 Sm-1. With increasing TMP drop, the change in ionic conductivity 8. Cho KT, Lwin MZ (2012) Study on the Analysis of Nitrohumic Acids from
Two Different Rank Myanmar Coal by Ultraviolet Spectroscopy, International
was marginal for each case. It was found that pH of permeates were Conference On Chemical Processes And Environmental Issues (ICCEEI'2012)
changed to 7.25 which become invariant with pressure drops. Singapore. July 15-16.
Conclusions 9. Ghouas H, Haddou B, Kameche M, Derriche Z, Gourdon C (2012) Extraction of
humic acid by coacervate: Investigation of direct and back processes. J Hazard
Mater 205-206: 171-178.
In this study, humic acids water solution was separated through
unstirred batch cell module. Applied TMP drops and initial feed 10. Kliaugaite D, Yasadi K, Euverink G, Bijmans MFM, Racys V (2013)
concentration were important operating conditions for this system. Electrochemical removal and recovery of humic-like substances from
wastewater. Sep Purif Technol 108: 37-44.
TMP drop was an important parameter to analyze transient flux
declination. Due to high cake layer formation, permeate flux decline 11. Ghaly AE, Ananthashankar R, Alhattab M, Ramakrishnan VV (2014) Production,
Characterization and Treatment of Textile Effluents: A Critical Review. J Chem
was higher at high TMP drop. The nature of the permeate flux was found Eng Process Technol 5: 182.
decreasing with time due to the active pore blocking mechanism during
12. Lone S, Ahmad S A, Kumar V (2015) Modeling and Simulation of a Hybrid
separation. Maximum rejection of 94% was observed at high applied
Process (Pervaporation+Distillation) using MATLAB. J Chem Eng Process
pressure of 414 kPa. With increase in TMP drops, VRF was found to Technol 6: 234.
increase exponentially. Hemia pore blocking model was applied to
13. Li H, Li Y, Zou S (2014) Extracting humic acids from digested sludge by alkaline
analyze the membrane pore blocking mechanisms. According to the treatment and ultrafiltration. J Mater Cycles Waste Manage 16: 93-100.
obtained results, it can be determined that the best fits to experimental
14. Das C, Patel P, De S, Dasgupta S (2006) Treatment of Tanning effluent using
values are for the CFM and IPBM, for all the TMP drop conditions. nanofiltration followed by reverse osmosis. Sep Purif Technol 50: 291-299.
In consequence, the values of the fitted parameter were greater for
the used polyethersulfone membrane, which indicating a more severe 15. Singh V, Das C (2014) Comparison of spiral wound UF membrane performance
between turbulent and laminar flow regimes. Desalination 337: 43-51.
fouling during the Humic acids ultrafiltration process.
16. Singh V, Jain P K, Das C (2013) Performance of spiral wound ultrafiltration
References membrane module for with and without permeate recycle: Experimental and
theoretical consideration. Desalination 322: 94-103.
1. Radwan A, Willey RJ, Davies G, Fataftah A, Ghabbour EA, et al. (1996)
Supercritical fluid CO2 extraction accelerates isolation of humic acid from live 17. Das A, Paul D, Golder AK, Das C (2015) Separation of Rebaudioside-A from
Pilayella littoralis (Phaeophyta). J Applied Phycology 8: 545-551. stevia extract: Membrane selection, assessment of permeate quality and
fouling behavior in laminar flow regime. Sep Purif Technol 144: 8-15.
2. Ghabbour EA, Davies G (2001) Humic Substances, Structures, Models and
Functions. RSC Advances. 18. Vela MCV, Blanco SA, Garcia JL, Rodriguez EB (2008) Analysis of membrane
pore blocking models applied to the ultrafiltration of PEG. Sep Purif Technol
3. Shao J, Hou J, Song H (2011) Comparison of humic acid rejection and flux
62: 789-498.
decline during filtration with negatively charged and uncharged ultrafiltration
membranes. Water Research 45: 473-482.
4. Duarte RMBO, Santos EBH, Duarte AC (2003) Spectroscopic characteristics
of ultrafiltration fractions of fulvic and humic acids isolated from a eucalyptus
bleached Kraft pulp mill effluent. Water Research 37: 4073-4080.
5. Li H, Jin Y, Nie Y (2009) Application of alkaline treatment for sludge decrement
and humic acid recovery. Bioresour Technol 100: 6278-6283. OMICS International: Publication Benefits & Features
Unique features:
6. Ramunni AU, Palmieri F (1985) Use of ultrasonic treatment for extraction of
humic acid with inorganic reagents from soil. Org Geochem 8: 241-246. Increased global visibility of articles through worldwide distribution and indexing
Showcasing recent research output in a timely and updated manner
Special issues on the current trends of scientific research
Special features:
700 Open Access Journals
50,000 editorial team
Rapid review process
Quality and quick editorial, review and publication processing
Indexing at PubMed (partial), Scopus, EBSCO, Index Copernicus and Google Scholar etc
Sharing Option: Social Networking Enabled
Citation: Saha S, Das C (2015) Analysis of Fouling Characteristics and Flux Authors, Reviewers and Editors rewarded with online Scientific Credits
Decline during Humic Acids Batch Ultrafiltration. J Chem Eng Process Technol Better discount for your subsequent articles
6: 252. doi:10.4172/2157-7048.1000252 Submit your manuscript at: http://www.omicsonline.org/submission/
J Chem Eng Process Technol
ISSN: 2157-7048 JCEPT, an open access journal Volume 6 Issue 5 1000252
Você também pode gostar
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Computer Controlled Process Control System With SCADA and PID ControlDocumento12 páginasComputer Controlled Process Control System With SCADA and PID Controldwi meyAinda não há avaliações
- Relative Humidity: CalculationDocumento6 páginasRelative Humidity: CalculationAnto FumiantAinda não há avaliações
- Rigging Plan and Lifting PlanDocumento6 páginasRigging Plan and Lifting PlanAgung PermanaAinda não há avaliações
- Tos Ce-4-IDocumento14 páginasTos Ce-4-Ilucifer.the.morning.star.4141Ainda não há avaliações
- Department of Education: Siagao Integrated SchoolDocumento2 páginasDepartment of Education: Siagao Integrated SchoolLuz Marie CorveraAinda não há avaliações
- Modeling Blue Shift in Moonlit Scenes by Rod Cone InteractionDocumento5 páginasModeling Blue Shift in Moonlit Scenes by Rod Cone InteractionNASAdocumentsAinda não há avaliações
- Rodera GarciaDocumento120 páginasRodera GarciaBathula BujjiAinda não há avaliações
- Multiple-Choice Question 1985 Take G 10 m/s2.: Velocity/msDocumento16 páginasMultiple-Choice Question 1985 Take G 10 m/s2.: Velocity/mssliversniperAinda não há avaliações
- 4th Maths Term-2 Question Paper EMDocumento4 páginas4th Maths Term-2 Question Paper EMSanthoshAinda não há avaliações
- Practice Test 4Documento14 páginasPractice Test 4shreyshreyAinda não há avaliações
- Thermodynamics (TKJ3302) Lecture Notes - 2 Energy, Energy Transfer, and General Energy AnalysisDocumento37 páginasThermodynamics (TKJ3302) Lecture Notes - 2 Energy, Energy Transfer, and General Energy Analysismamat88100% (4)
- Thomas Lang - Creative Coordenation e Advanced Foot Technique PDFDocumento4 páginasThomas Lang - Creative Coordenation e Advanced Foot Technique PDFRodrigo ChavesAinda não há avaliações
- PrefaceDocumento45 páginasPrefaceaddy_callsoutAinda não há avaliações
- Categories: Subscribe To Trade AlertDocumento6 páginasCategories: Subscribe To Trade AlertSaiful ArifAinda não há avaliações
- Gravitation - JEE Main 2024 January Question Bank - MathonGoDocumento4 páginasGravitation - JEE Main 2024 January Question Bank - MathonGoAnil KhandekarAinda não há avaliações
- FluxoslidesDocumento4 páginasFluxoslidesRAVI KIRAN CHALLAGUNDLAAinda não há avaliações
- DOW™ LDPE 4012: The Dow Chemical Company - Low Density Polyethylene ResinDocumento2 páginasDOW™ LDPE 4012: The Dow Chemical Company - Low Density Polyethylene ResinGia Dinh HotrokithuatAinda não há avaliações
- Stroke Width Chart For Fountain Pens (Version 2.0.3, Revised February 5, 2010)Documento1 páginaStroke Width Chart For Fountain Pens (Version 2.0.3, Revised February 5, 2010)kishore13Ainda não há avaliações
- 30 07 2022 JR.C IPL (Incoming) Jee Main WTM 04 Q.paperDocumento12 páginas30 07 2022 JR.C IPL (Incoming) Jee Main WTM 04 Q.paperMurari MarupuAinda não há avaliações
- White Paper On The CheyTac M200 SystemDocumento20 páginasWhite Paper On The CheyTac M200 Systemopksrj100% (1)
- EmftDocumento6 páginasEmftsyamalaAinda não há avaliações
- TSL SystemDocumento4 páginasTSL SystemMann Sales & MarketingAinda não há avaliações
- Lecture6 140114102537 Phpapp01Documento25 páginasLecture6 140114102537 Phpapp01Flávio Augusto SoaresAinda não há avaliações
- Matrix Analysis in Situ - Steven J. CoxDocumento170 páginasMatrix Analysis in Situ - Steven J. CoxMark LevitzAinda não há avaliações
- (Solved) 8.4-3. Effect of Evaporator Pressure On Capacity and Product..Documento3 páginas(Solved) 8.4-3. Effect of Evaporator Pressure On Capacity and Product..CycuAinda não há avaliações
- CHE 118B Lab GDocumento2 páginasCHE 118B Lab GMarcus FungAinda não há avaliações
- Tracker Video DesignDocumento9 páginasTracker Video DesignwalyatAinda não há avaliações
- Quantum Dots - A Variety of New ApplicationsDocumento290 páginasQuantum Dots - A Variety of New ApplicationsJosé RamírezAinda não há avaliações