Automatizacija je tehnologija koja omoguuje izvoenje nekog procesa bez uplitanja ljudskog
faktora. Ona smanjuje trokove.
To je tehnologija koja se bavi primjenom mehatronike i raunarstva u proizvodnji roba i usluga.
Automatizacija se moe iroko razvrstati u automatizaciju proizvodnjei automatizacije usluga
(service automation).
INDUSTRIJSKA AUTOMATIZACIJA
-sastoji se od: skladinih sustava, sustava za rukovanje materijalom/alatom, montanih linija(elije za
montau i strojevi-aktuatori i senzori), proizvodne linije(proizvodne elije i strojevi-aktuatori i senzori)
-sustav za upravljanje:raunala,kontoleri(aktuatori, senzori), softveri
-SEKCIJE: 1.proizvodni sistemi,automatizacija u proizvodnim sistemima, runi rad u proizvodnim
sistemima, principi i strategije automatizacije, organizacija tijeka proizvodnje
-trendovi moderne proizvodnje:
-Globalizacija- prijanje nerazvijene zemlje se pretvaraju u glavne proizvodne zemlje
-Meunarodni izvori- dijelovi i prozvodi izraeni lokalno sada se proizvode u prije navedenim
zemljama ili u istonoj Europi
-Lokalni izvori- koritenje dobavljaa na lokalnoj razini kako bi se osigurali dijelovi i usluge
-Ugovorna proizvodnja
-trend prema uslinom sektoru
-kvaliteta oekivanja- potroai i tvrtke zahtijevaju proizvode najvie kvalitete
-potreba za operativnom uinkovitou- zbog manjeg troka rada kod meunarodne konkurencije
-pristupi prizvodnji: automatizacije, fleksibilna prozvodnja, kvalitetni programi, integracija, lean
production(ouvanje vrijednosti uz manje rada)
Proizvodni sistem je skup ljudi, opreme i postupaka organiziranih kako bi se ostvarile proizvodne
operacije tvrtke. INE GA proizvodni potporni sistem i postrojenja.
-postrojenja: tvornica, proizvodnja strojeva i alata, oprema za rukovanje materijalom, oprema za
dijagnostiku i raunalni sustavi koji nadziru proizvodne operacije
-proizvodni potporni sistemi: poslovne funkcije, dizajn proizvoda, planiranje proizvodnje, kontrola
proizvodnje
-primjeri automat. Sitema: automat. Strojni alati, linije za prijenos, automatski montani sistemi,
industrijski roboti, automatsko rukovanje materijalima i sistemi skladitenja, automatski dijagnostiki
sistemi za kontrolu kvalitete
Fiksna automatizacija namijenjeno visokim koliinama, visoka poetna ulaganja u opremu, visoke
cijene proizvodnje, relativno nefleksibilna
Programirana automat.- visoka ulaganja u opremu za programiranje, nie cijene proiz. nego kod
fiksne automat., fleksibilnost da prihvaa varijacije i promjene u konfiguraciji proizvoda, pogodna za
serijsku prozvodnju, fiziko postavljanje, dio programa se mora mijenjati izmeu proizvondnih serija
Fleksibilna automatizacija- visoka investicija za projektni sistem po narudbi, kontinuirana
proizvodnja mijeanja razliitih prizvoda, srednje proizvodne cijene, fleksibilnost.
Razlozi za automat.: poveanje produktivnosti rada, smanjenje trokova rada, ublaavanje posljedica
nedostatka radne snage, kako bi smanjili ili uklonili rutinske manualne i slubenike poslove ,
poboljanje sigurnosti radnika, poboljanje kvalitete proizvoda, smanjnje vremena proizvodnje,
ostvarenje onoga to se ne moe obaviti runo,izbjegavanje visokih cijena sustava koji nisu automat.
Principi automat.: 1. Razumijevanje postojeih procesa( Ulazne/izlazne analize, Vrijednost lanane
analize, Metode izrade dijagrama i matematikog modeliranja), 2. Pojednostavljenje procesa
(Smanjenje nepotrebnih koraka i pokreta), 3. Automatizacija procesa( Deset strategija za
automatizaciju i proizvodne sisteme, Automatizacija strategije migracije)
Strategije automat: 1. Specijalizacija operacija 2. Kombiniranje operacija 3. Istovremene operacije
4. Integracija operacija 5. Poveana fleksibilnost 6. Poboljano rukovanje materijalom i skladitenje
7. Dijagnostika putem interneta 8. Proces kontrole i optimizacije 9. Kontrola operacija unutar
tvornice 10.Raunalom integrirana proizvodnja
PROIZVODNE OPERACIJE Sadraj: 1. Tipovi industrije i proizvodi, 2. Proizvodne operacije,
3. Proizvodni sustavi, 4. Odnos proizvoda/proizvodnja, 5. Lean Production, 6. Proizvodne mjerne
jedinice(Vrijeme potrebno za proizvodnju FCO paritet,Stopa proizvodnje,Proizvodni kapacitet,
Proizvodnja u tijeku, Vrijeme potrebno za dizajn proizvoda,Dostupnost/Iskoristivost sustava)
Proizvodna industrija: -primarna(iskoritavanje prirodnih resursa), sekundarna(pretvaranje izlaza
primarne u proizvod), tercijarna(uslini sektor
-prehrambena i duhanska, tekstilna, kona i prerada krzna, drvna i izrada namjetaja, prerada papira i
usluge tiska, kemijska, prerada nafte i drugih proizvoda od stakla, metalopreraivaka, proizvodnja
sloenih dijelova (autoindustrija), ostale proizvodnje
- 1. Procesna industrija, npr: kemikalije, nafta, metala, hrane i pia, generiranje energije
2 .Diskretna industrija,npr: automobili, zrakoplovi, aparati, strojevi i njihovi sastavni dijelovi
-sastoji se od: operacije transformiranja(obradni proces, montaa), dodatna vrijednost, druge
operacije( upravljanje materijalom, mjerenje i testiranje, koordinacija i kontrola)
Procesne operacije: Operacije oblikovanja(Proces ovrivanja, Procesi taloenja,Oblikovanje
deformiranjem, Skidanje strugotine), Poboljavanje vrstoe toplinskom obradom, Zavrna
povrinska obrada(ienje i zavrna obrada povrina,Bojanje ili nanoenje nekog drugog zatitnog
Premaza)
Operacije spajanja: Operacije spajanja materijala(Zavarivanje,Lemljenje (meko ili tvrdo),Lijepljenje,),
Mehanike operacije spajanja(Spajanje navojnim sustavima, Zakivanje ,Spajanje pomou prirubnica..)
Manipulacija materijalima i resursima: Transport materijala( Radnim strojevima, Transportne trake,
Dizalice), Skladini sustavi, Oprema za standardizirano pakiranje, Automatska obrada podataka( BAR
kodovi, RFID, Ostale tehnologije)
Zavrna kontrola i testiranje: Kontrola -usklaenosti s traenim konstrukcijskim znaajkama(Provjera
mjera, zavrne obrade itd., Provjera umjerenosti umjeravanje po potrebi), Testiranje provjera
gotovog komada u radnim uvjetima
Koordinacija i kontrola: Regulacija pojedinih procesa i operacija sastavljanja( Kontrola procesa,
Kontrola kvalitete), Upravljanje proizvodnim razinama( Planiranje proizvodnje i nadzor nad
proizvodnjom, Kontrola kvalitete)
Proizvodna hala: Hala treba biti organizirana tako da to vie olakava izvoenje poslovnih procesa
te e ovisiti o: Vrsti proizvoda, Koliini proizvodnje, Raznolikosti proizvodnog programa
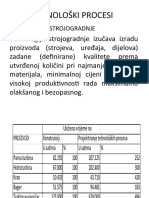
Koliina obim proizvodnje Q: Broj proizvoda koji se proizvodi na godinjoj razini
Koliinski razredi:
1. Maloserijska proizvodnja 1 do 100 komada
- Na ovaj nain uglavnom se proizvode vrlo sloeni finalni proizvodi ili protutipovi, Proizvodna oprema
je uglavnom ope namjene,
- Raspored proizvodne opreme: rasporeena fiksno i prema prema slinim grupama tehnolokog
procesa
2. Srednjeserijska proizvodnja 100 do 10,000 komada
- Grupna proizvodnja Grupa nekog proizvoda se proizvodi u odreenom perijodu, nakon to je
traena grupa proizvoda napravljena, postavke pogona se mjenjaju za sljedeu grupu proizvoda
- Promjena postavki iziskuje vrijeme Setup, Tipiziran raspored proizvodne hale, Mogua je velika
raznolikost proizvodnje
- Proizvodnja unutar elija Raznoliki proizvodi se proizvode bez znaajnih promjena unutar postavki
sustava - Tipiziran raspored ili elijski raspored opreme, Mala raznolikost proizvodnje
3. Visokoserijska proizvodnja 10,000 do miliun komada
- Proizvodnja velikih koliina oprema je predviena za proizvodnju samo jednog proizvoda
-Standardni strojevi su opremljeni alatima optimiziranim za veliku produktivnost, Tipiziran raspored
proizvodne hale
-Proizvodna linija Vie radnih stanica je posloeno po sekvencama- Proizvod zahtjeva vie operacija
ili sastavljanja, Zajedniki raspored strojeva
Odnos veliine serije i raznolikosti proizvodnog programa: Qj = godinja koliina od raznolikosti
j, P = raznolikos proizvoda od 1 do j Ukupan broj proizvedenih komada
Sloenost proizvoda: - Sloenost proizvoda np = broj sastavnih dijelova proizvoda (komponente)
Sloenost komponente no = broj operacija po komponenti
Proizvodni model:- Pojednostavljeni prikaz : Ukupni broj finalnog proizvoda Qf = PQ
Ukupan broj komponenti nPF= PQnP
Ukupan broj operacija nof = Pqnp nO
Proizvodni kapacitet: Kapacitet tehnolokog procesa raspoloivi kapaciteti grupa proizvodnih
procesa, Fizika veliina i teina proizvoda, Proizvodni kapacitet (plant capacity) koliina koja se
moe proizvesti u traenom vremenu
Lean production: Proizvodnja koja se oslanja na najmanju moguu uporabu resursa a daje najbolju
iskoristivost balans uloeno-dobiveno
-Iskoristivost kapaciteta(ljudi, strojevi, alati, materijali..), Skraivanje potrebnog vremena,
Poveavanje kvalitete, Smanjivanje trokova,
Cilj: proizvest vie i kvalitetnije uz smanjenje troka proizvodnje
- Programi u sklopu- Just-in-time dobava, Ukljuivanje radnika u poslovne procese, Stalno
poboljavanje, Smanjivanje vremena priprave proizvodnje, Pravovremeno zaustavljanje procesa u
sluaju greke, Prevencija greaka, Poboljano odravanje
Vrijeme proizvodnje: MLT=nm(QTo+Tno+Tsu) ; To-vrij. Operacije po stroju, Tno-vremena izmeu
operacija po stroju, nm- broj strojeva, Tsu-vrijeme postavljanja , Q- broj komada,
To = Tm + Th + Tth, Tm-stvarno vrijeme stroja, Th-vrijeme manipuliranja obratka
Stopa proizvodnje: Rp = 1/Tp
Prosjeno proizvodno vrijeme proizvodnje po proizvodu: Tp = (Tsu + Qto)/Q
Ukupno vrijeme serije po stroju: Tsu + Qto
Proizvodni kapacitet: Pc = WSwHRp; W = broj radnih centara, Sw = broj smjena po tjednu, H = Broj
sati po smjeni, Rp = Stopa proizvodnje (jedinica po satu)
Ukoliko plan procesa zahtijeva Nm strojeva: Pc = WSwHRp / Nm
Tjedna stopa potranje: Dw = WSwHRp / Nm
Tri naina podeavanja kapaciteta: W (broj radnih centra), Sw (broj smjena po tjednu), H (broj sati po
smjeni prekovremeni)
Rad u tijeku: WIP : Koliina proizvoda trenutno lociranih u tvornici koja se ili procesuira ili se nalazi
izmenu operacija; WIP = PC U (MLT) / Sw H
WIP odnos=WIP/broj strojeva koji se nalaze u procesu
WIP odnos=((PC*U/SW*H)*MLT)/(W*U*(Q*TO/Tsu+Qto)); idealni odnos: 1:1
Model dizajna
-Proces dizajna openito ukljuuje est cjelina: Prepoznavanje potreba, Definicija problema, Sinteza
Analiza i optimizacija, Evaluacija, Prezentacija
Ukupno vrijeme potroeno na dizajn proizvoda tijekom ivota proizvoda: TTLC = BQT1 + BT2 + T3
Ukupno vrijeme potroeno na svakom proizvodu: TLC = T1 + T2 /Q + T3/BQ
T1 = Vrijeme potroeno na proizvodnju jednog proizvoda, T2 = Vrijeme potroeno na planiranje i
postavljanje proizvodnje, T3 = Vrijeme potroeno na dizajn, B = Ukupan broj proizvedenih serija
Q = Ukupna veliina serije
Iskoristivost, U = izlaz/sposobnost
Iskoristivost: U =Q/PC gdje je: Q = kvaliteta stvarno proizvedenog, PC = sposobnost tvornice
Dostupnost: A=(MTBF-MTTR)/MTBF; gdje je MTBF = srednje vrijeme izmeu greaka, i MTTR =
srednje vrijeme popravka
Troak proizvodnih operacija: Fiksni troak (konstantan za bilo koju izlaznu razinu), Varijabilni troak
(varira u proporciji naspram razine izlazne proizvodnje)
Dodavanje fiksnih i varijabilnih trokova: TC = FC + VC(Q); TC = ukupni troak, FC = fiksni troak (npr.,
zgrada, oprema, porezi), VC = varijabilni troak (npr. rad, materijal), Q = izlazna razina
Alternativna klasifikacija proizvodnih trokova: Direktni rad(plae i beneficije plaene radnicima,
2. Materijali,, 3.Opi trokovi (svi ostali trokovi povezani sa voenjem tvrtke)- Opi trokovi tvornice(
FOHR=FOHC/DLC) i Opi trokovi korporacije(COHR=COHC/DLC) DLC-direktni trokovi rada
Trokovi upotrebe opreme: Troak po satu sistema radnik-stroj: Co = CL(1 + FOHRL) + Cm(1 +
FOHRm), gdje je: Co = stopa po satu, /sat, CL= troak rada, /sat, FOHRL = stopa opeg troka
tvornice, Cm = stopa troka stroja, /sat, FOHRm = stopa opeg troka stroja u tvornici
SUSTAVI UPRAVLJANJA U INDUSTRIJI:
Podjela:Osnovni element sustava automatizacije,Razine automatizacije,Procesna industrija vs.
Diskretni proizvodni sustav,Kontinuirano upravljanje,Diskretno upravljanje,Raunalom voeni
procesi,Nadzor upravljakog sustava,Upravljanje poslovnim sustavom
Program s instrukcijama: Skup naredbi koje definiraju redosljed koraka u proizvdnom ciklusu, te
poblie definiraju svaki korak (CNC program, Robot program, AS/RS program, itd.)
Radni program: Broj koraka u radnom ciklusu, Ljudsko radno vrijeme (Npr. Postavljanje obradka na
stroj), Tehnoloki parametri koliko kontrole trai pojedina obrada, Sudjelovanje operatera Da li
operater unosi podatke, Razliitost obradka ili proizvodnih tehnologija
Napredne funkcije automatizacije: 1. Nadzor sigurnosti, 2. Dijagnostika odravanja i popravaka
3. Prepoznavanje i otklanjanje greke
Nadzor sigurnosti: Koritenje osjetnika u svrhu raspoznavanja opasnih radnji
- Namjena: Zatita opreme i operatera
-Djelovanje u sluaju opasnosti: Zaustavljanje sustava, Zvuno upozorenje, Usporavanje procesa,
Izvoenje korektivnih radnji u svrhu normalizacije sustava
Dijagnostika odravanja i popravaka: Nadzor radnih parametara(Prikupljanje parametara sa
osjetnika te njihovo arhiviranje),Nadzor greaka(Pokree se u trenu pojave kvara, spremanje greke
u svrhu odreivanja vrste greke, trajanja i drugih znaajkih greke)Preporuka procedure popravka
(Predlae proceduru popravka servisnoj grupi)
Prepoznavanje i otklanjanje greke: 1. Prepoznavanje greke(Sustavom senzora otkrivaju se
odstupanja u sustavu ili pojava kvara, Pravovaljana intrepretacija osjetnikog signala,Klasifikacija
greke), 2. Otklanjanje greke (strategije: Podeavanje sustava na kraju ciklusa, Podeavanje sustava
za vrijeme ciklusa, Zaustavljanje sustava u svrhu podeavanja, Zaustavljanje sustava te traenje
vanjske pomoi)
Industrijski sustavi upravljanja: Automatska regulacija pojedinih operacija i povezane opreme, kao i
integracije i koordinacije pojedinih operacija u veem sustavu proizvodnje.
Procesna industrija: Proizvodni poslovi obavljaju se na velikim koliinama materijala, (Tekuine,
plinovi, itd.)
Diskretna industrija: Proizvodne operacije obavljaju se na pojedinim komadima, Proizvodnja dijelova
ili sklopova
Varijable izlazi iz procesa, Parametri ulazi u proces, Neprekidne varijable i parametri traju isto
koliko i proces, Diskretne varijable i parametri mogu poprimiti vrijednost samo u zadanom opsegu
Vrste upravljanja: Kontinuirano upravljanje(varijable i parametri su neprekidni i obino su analogni)
Diskretno upravljanje (varijable i parametri su diskretni, uveini sluajeva govorimo o binarnim
vrjednostima)
Vrijednosti izlaznih varijabli moraju biti unutar traenih vrijednosti: Parametri i varijable su
uglavnom neprekidne, Slino sustavu s povratnom vezom, Veina sustava ima viestruke povratne
veze
Vrste nadzora nepekidnog procesa: Upravljanje regulacijom, Upravljanje korakom unaprijed,
Steady-State optimizacija, Adaptivno upravljanje, On-line strategija pretraivanja, Specijalizirane
metode(Specijalizirani sustav, Neuralne mree)
Upravljanje regulacijom
-Cilj odravati proces unutar zadanih tolerancija i parametara (Primjenjiv u sluaju kada se proces
moe ocijenjivati preko kontrole kvalitete
-Uinkovitost regulacije nazivamo indeksom performansi (IP) i ponekad se izraunava na temelju
nekoliko izlaznih varijabli
- Problem s nadzorom regulacije je da pogreke prvo moraju pojaviti kako bi se mogle otkloniti
Upravljanje korakom unaprijed
Cilj predvidjeti greku prije nego to se pojavi te otkloniti potencijalni uzrok greke
- Matematiki model predvia greku te se ista ispravlja prije nego to se dogodi, Otklanjanje greke
nije u potpunosti mogue greke u matematikom modelu (Koristi se u kombinaciji sa standardnim
upravljanjem), Upravljanje regulacijom upravljanje korakom unaprije su povezani s procesnim
industrijama
Steady-State optimizacija
Skup tehnika optimizacije kod kojih se sustav opisuje sljedeim znaajkama: 1. Index of performansi
(IP), 2. Poznavanjem odnosa izmeu izlaznih varijabli i IP-a, 3. Parametri sustava koji optimiziraju IP
mogu se odrediti matematiki...(-Sustav otvorene petlje;- Tehnike optimizacije ukljuuju razliite
matematikemodele i jednadbe)
Adaptivno upravljanje
- Kako je steady-state optimizacija bazirana na otvorenoj petlji ona nemoe kompenzirati odstupanja
kada ih nije predvidjela
-Adaptivno upravljanje je samoispravljajue upravljanje te sadri povratnu vezu( Prate se izlazne
varijable preko povratne veze;Koriste se kontrolni algoritmi koji optimiziraju IP
-u promjenjivoj okolini- Okolina se mjenja tokom vremena i utjee na sustav, Primjer : Nadzvuni
zrakoplov razliito se ponaa kodnadzvunog leta u odnosu na podzvuni let)
-Ako su upravljaki algoritmi fiksni sustav se moe vrlo razliito ponaati u razliitom okruenju
-Adaptivno upravljanje optimizira parametre sustava u svrhu prilagodbe promjeni u okolini
-Funkcije: 1. Funkcija indentifikacije trenutna vrijednost dobiva se mjerenjem varijabli procesa,
2. Funkcija odluivanja odreuje koje prilagodbe treba napraviti( Promjena jednog ili vie ulaznih
parametara, Mjenja neke funkcije kontrolera), 3. Funkcija prilagodbe implementira funkciju
odluivanja (Povezana je sa fizikim promjenama u sustavu)
On-line strategija pretraivanja- Posebna vrsta adaptivnog upravljanja kod kojeg funkcija odluke se
nemoe ispravno provesti- Odnos izmeu ulaznih parametara i IP nije poznat ili je nepouzdan
-Umjesto funkcije odluke rade se pokusi na sustavu(Male promjene na ulazima te se prati reakcija na
Izlazu)i Bazirano na promatranju, vee promjene na ulazu mogu se raditi takoer ali pod uvijetom da
znamo u kom smjeru e nam proces otii
Procesna industrija:-Proizvodni poslovi obavljaju se na velikim koliinama materijala,-Tekuine,
plinovi, itd.Diskretna industrija:-Proizvodne operacije obavljaju se na pojedinim komadima,-
Proizvodnja dijelova ili sklopova Diskretni sustavi upravljanja:Parametri i varijable procesa su
diskretne vrjednosti,Varijable i parametri procesa se mjenjaju tokom vremena,Promjene su
definirane unaprijed preko skupa upravljajuih parametara,Kombinirana logika upravljanja(
Dogaajem voene promjene), Sekvencionalno upravljanje(Vremenom voene promjene)
Dogaajem voene promjene-Upravljaki sklop pokree sustav u trenu kada neki dogaaj promjeni
stanje sustavaPrimjer:-Robot postavlja obradak u steznu napravu, osjetnik registrira da je obradak
postavljen, te upravljaka jedinica pokree obradu na obradkom Vremenom voene promjene-
Upravljaka jedinica zapoinje neki proces u tono odreenom vremenu ili nakon isteka nekog
vremenskog ciklusaPrimjeri:-Zvono koje najavljuje stanku u proizvodnji spojeno je na fiksni sat,-
Operacija toplinske obrade traje tono odreeno vrijeme,-Program perilice vea Upravljaka
jedinica- kontroler zahtijevi:Prepoznavanje operacija postupaka,Praenje i prepoznavanje
vremena,Upravljanje izvrnim elementima,Sustav program moe inicirati dogaaj,Operater moe
inicirati dogaaj Polling (Data Sampling):Periodiko uzorkovanje podataka,Frekvencija uzorkovanja
reciprona vremenskom intervalu izmeu dva uzorka,Raspored uzorkovanja sekvence u kojima
sevri uzorkovanje,Nain uzorkovanja alternativni postupci uzorkovanja(Svi osjetnici predaju
podatke svaki ciklus,Auriraju se samo promjenjeni podatci,High-level i low-level skeniranje)
Interlocks Sigurnosne sklopke sklopovlje:Sprjeavaju interferenciju izmeu ureaja,-
Ulazne(Omoguavaju nastavak ciklusa,Prekidaju ciklus),-Izlazne Sustavi zaustavljanja:Zaustavljaju
program, te poinju sa izvoenjem drugog programa tj. Programa vee vanosti,Unutarnje prekidanje
Nastaje unutar same upravljake jedinice Primjer: vrijeme ciklusa je isteklo sustav se
iskljuuje,Vanjsko prekidanje nastaje izvan upravljake jedinice Primjer: operater ukljuuje
sigurnosnu sklopku Sustavi zaustavljanja:Single-Level Interrupt,Multi Level Interrupt Prepoznavanje i
baratanje iznimkama:Dogaaj van tolerancija ili zadanih parametara Primjeri:(Problem u kvaliteti
proizvoda,Variable procesa izvan oekivanih vrijednosti, Prekratak ulazni materijal,Poar,Greka u
upravljakoj jedinici),Oblik otkrivanja i ispravljanja pogreke Oblici diskretnog upravljanja:Proces
nadziran raunalom,Izravno digitalno upravljanje (DDC),Numeriko upravljanje i robotika,Logiko
upravljanje,Supervizijsko nadziranje upravljanje,Distribuirani sustavi upravljanja Nadzor procesa
raunalom-Raunalo nadzire proces i opremu povezanu s njim te skuplja i arhivira podatke,Raunalo
direktno ne vodi proces,Vrste prikupljenih podataka :(Procesni podatci ulazni parametri i izlazne
varijable,Podatci o opremi iskoristivos strojeva, izmjene alata,vremena u kvaru itd.,Podatci o
proizvodu zadovoljavanje regulative) Izravno digitalno upravljanje (DDC)-Components in a
conventional analog control system are replaced by the digital computer Numeriko upravljanje i
robotika:-Computer numerical control (CNC) raunalo usmjerava stroj alat u odnosu na obradak,
te podeava sve tehnoloke parametre. Npr.Brzina,posmak, koji alat itd.-Industrijska robotika
upravljanje manipulatorima u proizvodnom procesu Programmable Logic Controller (PLC)-Provode
logiku procesa, raunajui potrebne parametre za izvoenje neke operacije ovisno programiranim
vrijednostima.Omoguavaju kontinuirani nadzor funkcionalnost Supervizijsko nadziranje
upravljanje:Upravljanje sa vie jedinica koje ine neki kompleksan sustav ili eliju(Obradni
strojevi,Roboti i manipulatori,Transportne trake) Raunalom podrana proizvodnja CIM:Poslovne
funkcije prodaja, marketing,raunovodstvo, itd.,Razvoj proizvoda razvoj i unaprjeivanje,
izradaprotutipova, itd.,Planiranje proizvodnje tehnoloka razradaproizvodnih postupaka, kapaciteti
itd.,Upravljanje proizvodnjomUpravljanje i nadzor proizvodnje,kontrola kvalitete itd.
Você também pode gostar
- Nusret Imširović TPDocumento10 páginasNusret Imširović TPNusret ImširovićAinda não há avaliações
- Projektovanje Tehnoloških Procesa Za FPSDocumento68 páginasProjektovanje Tehnoloških Procesa Za FPSMelisa Hatkić-JašarevićAinda não há avaliações
- Modeliranje Klipnjace Belmin MerdanDocumento47 páginasModeliranje Klipnjace Belmin MerdanBelminMerdanAinda não há avaliações
- QFD Metoda Luca 1Documento17 páginasQFD Metoda Luca 1Znatizelja2013Ainda não há avaliações
- Osnovi Tehnike - Ud Benik PDFDocumento117 páginasOsnovi Tehnike - Ud Benik PDFSlobodan LjubojevicAinda não há avaliações
- Projektni Zadatak Automatizacija PakiranjaDocumento16 páginasProjektni Zadatak Automatizacija Pakiranja1983_matijaAinda não há avaliações
- 04 Uvod U Simulink FERDocumento38 páginas04 Uvod U Simulink FERMateo MlikotaAinda não há avaliações
- ASIMO - Seminarski RadDocumento24 páginasASIMO - Seminarski RadJosip LjubićAinda não há avaliações
- Završni Rad Hidraulički Proračun EpanetDocumento4 páginasZavršni Rad Hidraulički Proračun EpanetMateo0% (1)
- Optimizacija Brodskog PogonaDocumento97 páginasOptimizacija Brodskog PogonaJakov SalečićAinda não há avaliações
- Robotska Kosilica SEMINARDocumento25 páginasRobotska Kosilica SEMINARMarko RadošAinda não há avaliações
- Posude Pod PritiskomDocumento16 páginasPosude Pod PritiskomNermin MujicAinda não há avaliações
- Metrologija UkratkoDocumento34 páginasMetrologija UkratkomaroAinda não há avaliações
- Matlab Knjiga ZagrebDocumento238 páginasMatlab Knjiga ZagrebflasnicugAinda não há avaliações
- RitehDocumento51 páginasRitehmilekekinAinda não há avaliações
- OPR SolidWorksDocumento10 páginasOPR SolidWorksnitzeebbAinda não há avaliações
- 07 02 2013 Marko Klinec - Diplomski RadDocumento128 páginas07 02 2013 Marko Klinec - Diplomski RadAmina SuljicAinda não há avaliações
- LiV MATLAB - Podrska Za Vjezbe Rev2Documento154 páginasLiV MATLAB - Podrska Za Vjezbe Rev2Bono Boni100% (1)
- 1329 PDFDocumento158 páginas1329 PDFnerminAinda não há avaliações
- Odrzavanje-Pitanja I OdgovoriDocumento18 páginasOdrzavanje-Pitanja I Odgovoristrong88Ainda não há avaliações
- FEN NovoDocumento15 páginasFEN NovoIvan KraljevićAinda não há avaliações
- GrafickiDocumento5 páginasGrafickiSemir KolarevićAinda não há avaliações
- Magistarski v7.1Documento77 páginasMagistarski v7.1Sara TokicAinda não há avaliações
- Procjena Tehnoloških Potreba Za Ublažavanje Klimatskih Promjena I Prilagođavanje Za Crnu Goru PDFDocumento332 páginasProcjena Tehnoloških Potreba Za Ublažavanje Klimatskih Promjena I Prilagođavanje Za Crnu Goru PDFBojan MarkovicAinda não há avaliações
- Modeliranje I SimulacijeDocumento106 páginasModeliranje I SimulacijeMateja BenjakAinda não há avaliações
- Tehnološki Postupci IIDocumento26 páginasTehnološki Postupci IIselmircAinda não há avaliações
- Computer Integrated Manufacturing CIM: Sveučilište U Rijeci Tehnički Fakultet RijekaDocumento151 páginasComputer Integrated Manufacturing CIM: Sveučilište U Rijeci Tehnički Fakultet Rijekafilip100Ainda não há avaliações
- CNC Alatne MasineDocumento26 páginasCNC Alatne MasineNikola NesicAinda não há avaliações
- Skripta PiPEDocumento152 páginasSkripta PiPEAlen VarzicAinda não há avaliações
- Pločasti - Člankasti TransporterDocumento27 páginasPločasti - Člankasti TransporterRaymond ShepardAinda não há avaliações
- Modeliranje I Simulacija ProizvodaDocumento9 páginasModeliranje I Simulacija ProizvodaLuka MarusicAinda não há avaliações
- Predavanje 1 PDFDocumento98 páginasPredavanje 1 PDFTomislav MilatAinda não há avaliações
- Pitanja ModeliranjeDocumento98 páginasPitanja ModeliranjeSelvedin HalilagicAinda não há avaliações
- Program Priprema Za Polaganje Strucnog Ispita-Energetska ZvanjaDocumento38 páginasProgram Priprema Za Polaganje Strucnog Ispita-Energetska ZvanjaRadomir ZirojevicAinda não há avaliações
- Integrirani Razvoj Proizvoda 2Documento28 páginasIntegrirani Razvoj Proizvoda 2siljeg.petarAinda não há avaliações
- Prezentacija 4Documento46 páginasPrezentacija 4armina987Ainda não há avaliações
- 15 07 2009 Zavrsni Rad - Bruno BengerDocumento64 páginas15 07 2009 Zavrsni Rad - Bruno Bengersime13Ainda não há avaliações
- Pitanja I Odgovori - Modeliranje (Ispit)Documento86 páginasPitanja I Odgovori - Modeliranje (Ispit)Anita HadžićAinda não há avaliações
- Tehnoloski Postupci Dobijanja CelulozeDocumento18 páginasTehnoloski Postupci Dobijanja CelulozeAzraMukicAinda não há avaliações
- PiUP Dio UP Predavanja PDFDocumento289 páginasPiUP Dio UP Predavanja PDFNikolaCroGamerAinda não há avaliações
- Automatizacija Parkinga Primjernom PLC UređajaDocumento52 páginasAutomatizacija Parkinga Primjernom PLC UređajaDanijel DragicevicAinda não há avaliações
- Materijali Bitan PDFDocumento122 páginasMaterijali Bitan PDFZulfo DizdarevicAinda não há avaliações
- Seminarski Nove Tehnologije U VentilacijiDocumento53 páginasSeminarski Nove Tehnologije U VentilacijiArmin HatibovicAinda não há avaliações
- Fleksibilni Proizvodni SistemiDocumento18 páginasFleksibilni Proizvodni SistemiAdna EljšaniAinda não há avaliações
- Tehnološki Procesi-UvodDocumento21 páginasTehnološki Procesi-UvodAnnaAinda não há avaliações
- ISP SkriptaDocumento9 páginasISP SkriptaJa MarkoAinda não há avaliações
- Parcijala 1 - Test 2Documento5 páginasParcijala 1 - Test 2Salko RizvanovicAinda não há avaliações
- 05 SuštinaDocumento98 páginas05 Suštinamarinc987Ainda não há avaliações
- PROIZVODNJA PODRŽANA RAČUNALOM - CAM - SkriptaDocumento34 páginasPROIZVODNJA PODRŽANA RAČUNALOM - CAM - SkriptaSpilaaAinda não há avaliações
- Seminar - FleksibilniDocumento15 páginasSeminar - FleksibilniKlara VAinda não há avaliações
- Proizvodnja Podržana računalom-CAMDocumento23 páginasProizvodnja Podržana računalom-CAMAnnaAinda não há avaliações
- Alati I NapraveDocumento7 páginasAlati I NapraveBorna CiglarićAinda não há avaliações
- Proizvodnja 2Documento24 páginasProizvodnja 2Sabiha Hajdarbegović-HafizovićAinda não há avaliações
- Fleksibilni Obradni Sustavi - SkriptaDocumento12 páginasFleksibilni Obradni Sustavi - SkriptaIvanaBuljanAinda não há avaliações
- Druga ParcijalaDocumento6 páginasDruga ParcijalaSamirAinda não há avaliações
- Sustavi Transporta Automatizirane ProizvodnjeDocumento32 páginasSustavi Transporta Automatizirane ProizvodnjeRobert PavićAinda não há avaliações
- 03 - PPIU Vrste Procesa I Balansiranje Proizvodne Linije Predavanja 2019Documento31 páginas03 - PPIU Vrste Procesa I Balansiranje Proizvodne Linije Predavanja 2019Lucija KrklecAinda não há avaliações
- Odgovori CNCDocumento19 páginasOdgovori CNCDario SlatkiAinda não há avaliações
- PiUP Skripta K1 1Documento19 páginasPiUP Skripta K1 1Ivan MarintzlAinda não há avaliações
- TESPR Vijčani SpojeviDocumento8 páginasTESPR Vijčani SpojeviTom WhybotherAinda não há avaliações
- NezDocumento75 páginasNezTom WhybotherAinda não há avaliações
- Mehaničari - Spajanje Sa Zaticima I Svornjacima - 1 RazredDocumento8 páginasMehaničari - Spajanje Sa Zaticima I Svornjacima - 1 RazredTom WhybotherAinda não há avaliações
- Specijalist 3d TehnologijaDocumento5 páginasSpecijalist 3d TehnologijaTom WhybotherAinda não há avaliações
- Srednja Škola Nije ForaDocumento68 páginasSrednja Škola Nije ForaTom WhybotherAinda não há avaliações
- Ovim Putem Iskazujem Interes Za Prijavu Na Radno MjestoDocumento1 páginaOvim Putem Iskazujem Interes Za Prijavu Na Radno MjestoTom WhybotherAinda não há avaliações
- Tehnološki Procesi - Riteh - VježbeDocumento101 páginasTehnološki Procesi - Riteh - VježbeTom Whybother100% (1)
- MEHATRONikaDocumento173 páginasMEHATRONikaTom Whybother100% (3)
- Termodinamicke TabliceDocumento110 páginasTermodinamicke TabliceMauro BarešićAinda não há avaliações
- Asasassasa 333211111111111111111111Documento4 páginasAsasassasa 333211111111111111111111Tom WhybotherAinda não há avaliações
- 665498.MATERIJALI 1 Skripta Listopad 2013Documento149 páginas665498.MATERIJALI 1 Skripta Listopad 2013Tom WhybotherAinda não há avaliações
- OBRAZAC Zamolba Za Dodjelu DemonstraturaDocumento1 páginaOBRAZAC Zamolba Za Dodjelu DemonstraturaTom WhybotherAinda não há avaliações
- Trenje Klin Klizni Lezaj UzeDocumento9 páginasTrenje Klin Klizni Lezaj UzeTom WhybotherAinda não há avaliações