Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Stellar Evolution SimulationDocumento2 páginasStellar Evolution Simulationncl12142Ainda não há avaliações
- Systems - of - EquationsDocumento39 páginasSystems - of - EquationsAnonymous 5aPb088W100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- 9Y011-02704 KubotaDocumento143 páginas9Y011-02704 KubotaZaqi SatchAinda não há avaliações
- Angular AccuracyDocumento4 páginasAngular AccuracySwatilekha ChowdhuryAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Engine Performance Data at 1500 RPM: QSK 1 Cummins IncDocumento4 páginasEngine Performance Data at 1500 RPM: QSK 1 Cummins IncBalariniRetífica100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- 3PAR DISK MatrixDocumento6 páginas3PAR DISK MatrixShaun PhelpsAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Thermocouple: Seeback EffectDocumento8 páginasThermocouple: Seeback EffectMuhammadHadiAinda não há avaliações
- 5ROS Underslung BSaverTROUGHS25Documento1 página5ROS Underslung BSaverTROUGHS25jonodo89Ainda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Microporous and Mesoporous Materials: SciencedirectDocumento8 páginasMicroporous and Mesoporous Materials: SciencedirectAssyakurAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Bloom QuestionsDocumento270 páginasBloom QuestionsrameshsmeAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Math 10 Q2 Week 5Documento3 páginasMath 10 Q2 Week 5Ken FerrolinoAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Tribology Module 01 NotesDocumento19 páginasTribology Module 01 NotesVinayaka G P89% (9)
- Attention Gated Encoder-Decoder For Ultrasonic Signal DenoisingDocumento9 páginasAttention Gated Encoder-Decoder For Ultrasonic Signal DenoisingIAES IJAIAinda não há avaliações
- Ex450-5 Technical DrawingDocumento12 páginasEx450-5 Technical DrawingTuan Pham AnhAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- User's Manual HEIDENHAIN Conversational Format ITNC 530Documento747 páginasUser's Manual HEIDENHAIN Conversational Format ITNC 530Mohamed Essam Mohamed100% (2)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Biztalk and Oracle IntegrationDocumento2 páginasBiztalk and Oracle IntegrationkaushiksinAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- DC Power Supply and Voltage RegulatorsDocumento73 páginasDC Power Supply and Voltage RegulatorsRalph Justine NevadoAinda não há avaliações
- Teleprotection Over IP MPLS Network White PaperDocumento23 páginasTeleprotection Over IP MPLS Network White PaperLakshmi Kiran100% (1)
- MOVIDRIVE-B Lab7Documento6 páginasMOVIDRIVE-B Lab7GrungeokêAinda não há avaliações
- Solenoid ValveDocumento76 páginasSolenoid ValveazlanAinda não há avaliações
- GTG - TFA Belt DrivenDocumento2 páginasGTG - TFA Belt Drivensuan170Ainda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- DA Savitz - Interpreting Epidemiologic Evidence - Strategies For Study Design and Analysis 2003 PDFDocumento329 páginasDA Savitz - Interpreting Epidemiologic Evidence - Strategies For Study Design and Analysis 2003 PDFrindy_bilhaniAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- University of Cambridge International Examinations General Certificate of Education Advanced LevelDocumento4 páginasUniversity of Cambridge International Examinations General Certificate of Education Advanced LevelHubbak KhanAinda não há avaliações
- Unit Exam 5Documento3 páginasUnit Exam 5Rose AstoAinda não há avaliações
- Nihonto Part IDocumento38 páginasNihonto Part IGergő VidaAinda não há avaliações
- Syllabus EMSE6760 DDLDocumento4 páginasSyllabus EMSE6760 DDLlphiekickmydogAinda não há avaliações
- College of Technology & Engineering: Practical Training at Hindustan Zinc Limited Zinc Smelter, Debari UdaipurDocumento24 páginasCollege of Technology & Engineering: Practical Training at Hindustan Zinc Limited Zinc Smelter, Debari UdaipurPooja SahuAinda não há avaliações
- Chord Tone Improvisation Part IDocumento38 páginasChord Tone Improvisation Part I2018 01097Ainda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Tutoriales Mastercam V8 6-11Documento128 páginasTutoriales Mastercam V8 6-11Eduardo Felix Ramirez PalaciosAinda não há avaliações
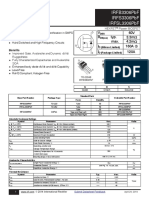
- Irfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADocumento12 páginasIrfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADirson Volmir WilligAinda não há avaliações