Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Assignment 4Documento5 páginasAssignment 4Hafiz AhmadAinda não há avaliações
- Roxas City For Revision Research 7 Q1 MELC 23 Week2Documento10 páginasRoxas City For Revision Research 7 Q1 MELC 23 Week2Rachele DolleteAinda não há avaliações
- Modern School For SaxophoneDocumento23 páginasModern School For SaxophoneAllen Demiter65% (23)
- Seabank Statement 20220726Documento4 páginasSeabank Statement 20220726Alesa WahabappAinda não há avaliações
- SyncopeDocumento105 páginasSyncopeJohn DasAinda não há avaliações
- VMP 930 Veterinary Parasitology: Paragonimus KellicottiDocumento63 páginasVMP 930 Veterinary Parasitology: Paragonimus KellicottiRenien Khim BahayaAinda não há avaliações
- Segregation in CastingDocumento17 páginasSegregation in CastingAsmaa Smsm Abdallh78% (9)
- S4 HANALicensing Model External V19Documento28 páginasS4 HANALicensing Model External V19Edir JuniorAinda não há avaliações
- Numerical Modelling and Design of Electrical DevicesDocumento69 páginasNumerical Modelling and Design of Electrical Devicesfabrice mellantAinda não há avaliações
- Module6 Quiz1Documento4 páginasModule6 Quiz1karthik1555Ainda não há avaliações
- Comparative Study Between Online and Offilne Learning With Reference of Tutedude E-LearningDocumento61 páginasComparative Study Between Online and Offilne Learning With Reference of Tutedude E-LearningDeeksha Saxena0% (2)
- 1995 Biology Paper I Marking SchemeDocumento13 páginas1995 Biology Paper I Marking Schemetramysss100% (2)
- Application of Geoelectric Method For GroundwaterDocumento11 páginasApplication of Geoelectric Method For GroundwaterMunther DhahirAinda não há avaliações
- Network Fundamentas ITEC90Documento5 páginasNetwork Fundamentas ITEC90Psychopomp PomppompAinda não há avaliações
- How To Launch Remix OS For PCDocumento2 páginasHow To Launch Remix OS For PCfloapaaAinda não há avaliações
- TFGDocumento46 páginasTFGAlex Gigena50% (2)
- 1Documento3 páginas1Stook01701Ainda não há avaliações
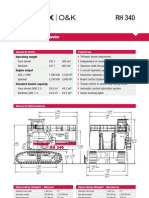
- Hydraulic Mining ExcavatorDocumento8 páginasHydraulic Mining Excavatorasditia_07100% (1)
- Question Answers of Chapter 13 Class 5Documento6 páginasQuestion Answers of Chapter 13 Class 5SuvashreePradhanAinda não há avaliações
- Smart Gas Leakage Detection With Monitoring and Automatic Safety SystemDocumento4 páginasSmart Gas Leakage Detection With Monitoring and Automatic Safety SystemYeasin Arafat FahadAinda não há avaliações
- Feed-Pump Hydraulic Performance and Design Improvement, Phase I: J2esearch Program DesignDocumento201 páginasFeed-Pump Hydraulic Performance and Design Improvement, Phase I: J2esearch Program DesignJonasAinda não há avaliações
- DFo 2 1Documento15 páginasDFo 2 1Donna HernandezAinda não há avaliações
- Guardcam InstructionsDocumento12 páginasGuardcam InstructionsCompuFix RepairsAinda não há avaliações
- A Noble Noose of Methods - ExtendedDocumento388 páginasA Noble Noose of Methods - ExtendedtomasiskoAinda não há avaliações
- Top 100 Chemical CompaniesDocumento11 páginasTop 100 Chemical Companiestawhide_islamicAinda não há avaliações
- Concrete Repair Manual (2017)Documento59 páginasConcrete Repair Manual (2017)Fernando EscriváAinda não há avaliações
- Introduction - Livspace - RenoDocumento12 páginasIntroduction - Livspace - RenoMêghnâ BîswâsAinda não há avaliações
- E-Versuri Ro - Rihana - UmbrelaDocumento2 páginasE-Versuri Ro - Rihana - Umbrelaanon-821253100% (1)
- Artificial Intelligence Techniques For Encrypt Images Based On The Chaotic System Implemented On Field-Programmable Gate ArrayDocumento10 páginasArtificial Intelligence Techniques For Encrypt Images Based On The Chaotic System Implemented On Field-Programmable Gate ArrayIAES IJAIAinda não há avaliações
- Sankranthi PDFDocumento39 páginasSankranthi PDFMaruthiAinda não há avaliações