Você também pode gostar
- Lect 6.3 PDFDocumento8 páginasLect 6.3 PDFHorlar YeankahAinda não há avaliações
- 4 FATIGUE - BDocumento3 páginas4 FATIGUE - BkandeabigaelAinda não há avaliações
- A Software For Evaluating Creep-Fatigue Failure of Class 1 Nuclear Components Based On Asme - 5 HBB-TDocumento6 páginasA Software For Evaluating Creep-Fatigue Failure of Class 1 Nuclear Components Based On Asme - 5 HBB-TliAinda não há avaliações
- Fatigue and Fracture MechanicsDocumento77 páginasFatigue and Fracture MechanicsrunondiveshAinda não há avaliações
- Yorulma 1 PDFDocumento36 páginasYorulma 1 PDFAnonymous KzJcjGCJb100% (1)
- Fluctuating Stresses: Machine DesignDocumento23 páginasFluctuating Stresses: Machine DesignAmanMauryaAinda não há avaliações
- Strength of Material and Machine DesigneDocumento668 páginasStrength of Material and Machine DesigneMunir AlaqiliAinda não há avaliações
- Fatigue Failure MaterialsDocumento13 páginasFatigue Failure MaterialsZulfiqar AhmedAinda não há avaliações
- Harish M R-Fatigue of MetalsDocumento11 páginasHarish M R-Fatigue of MetalsHarish M RAinda não há avaliações
- Fatigue of MetalsDocumento54 páginasFatigue of MetalsMuhammad UreedAinda não há avaliações
- Fatigue analysis and design using S-N curvesDocumento12 páginasFatigue analysis and design using S-N curvesਸੁਨ੍ਮੀਤ ਸਿੰਘ ਭਸੀਨAinda não há avaliações
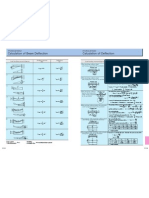
- Calculation of Beam DeflectionDocumento1 páginaCalculation of Beam Deflectionapi-3848892100% (2)
- Representing AC Current and Voltage Using PhasorsDocumento94 páginasRepresenting AC Current and Voltage Using PhasorsParas puruAinda não há avaliações
- 10 Low and High Cycle FatigueDocumento14 páginas10 Low and High Cycle FatiguePRASAD326100% (1)
- Fatigue PropertiesDocumento55 páginasFatigue PropertiesMostafa AdilAinda não há avaliações
- An-Najah University Electrical Circuits Lab Properties of AC SignalsDocumento7 páginasAn-Najah University Electrical Circuits Lab Properties of AC SignalsAdel AtawiAinda não há avaliações
- Fatigue QuestionsDocumento4 páginasFatigue Questionsraghu.entrepreneurAinda não há avaliações
- EN380 Naval Materials Science and Engineering Course Notes, U.S. Naval AcademyDocumento13 páginasEN380 Naval Materials Science and Engineering Course Notes, U.S. Naval AcademyMahmoudAinda não há avaliações
- Designing for Fluctuating StressesDocumento28 páginasDesigning for Fluctuating StressesMadduri HemantAinda não há avaliações
- HW 10 (1st Term) - P3 CH 4.4Documento4 páginasHW 10 (1st Term) - P3 CH 4.4Janice ChoiAinda não há avaliações
- 2021 MSF2021 PM MG Precon3dDocumento4 páginas2021 MSF2021 PM MG Precon3dPavao MarovicAinda não há avaliações
- Jadual Rumus Fenomena LogikDocumento1 páginaJadual Rumus Fenomena LogikME.AtiqahAinda não há avaliações
- SELECTED AC CIRCUIT EXAMPLESDocumento7 páginasSELECTED AC CIRCUIT EXAMPLESAchyuthAinda não há avaliações
- Homework 3Documento3 páginasHomework 3Parvesh kambojAinda não há avaliações
- Lecture 4 - Stress-Life ApproachDocumento97 páginasLecture 4 - Stress-Life Approache pAinda não há avaliações
- FATIGUE Analysis NotesDocumento52 páginasFATIGUE Analysis NotesNITESH BORKARAinda não há avaliações
- 11 RECTIFIER 3phDocumento12 páginas11 RECTIFIER 3phKrisna SandyAinda não há avaliações
- Electricity and Magnetism 8Documento1 páginaElectricity and Magnetism 8Julia KarakiAinda não há avaliações
- Quiz 4Documento13 páginasQuiz 4Hân BảoAinda não há avaliações
- Massachusetts Institute of Technology Department of Mechanical Engineering Cambridge, MA 02139Documento19 páginasMassachusetts Institute of Technology Department of Mechanical Engineering Cambridge, MA 02139Jaime GuamanAinda não há avaliações
- Examples That Required For Clutch TopicDocumento6 páginasExamples That Required For Clutch TopicDrhaider Khazal100% (1)
- Composite Reinforcement of Cylindrical Pressure Vessels: MAE 661 Laminated Composite Materials Spring 2008Documento17 páginasComposite Reinforcement of Cylindrical Pressure Vessels: MAE 661 Laminated Composite Materials Spring 2008Duong DoanAinda não há avaliações
- Fatigue: Fatigue of Materials (Cambridge Solid State Science Series)Documento11 páginasFatigue: Fatigue of Materials (Cambridge Solid State Science Series)Yash ShuklaAinda não há avaliações
- International Society For Soil Mechanics and Geotechnical EngineeringDocumento7 páginasInternational Society For Soil Mechanics and Geotechnical EngineeringNhân NguyễnAinda não há avaliações
- Lesson 2 (Size of Reactants)Documento4 páginasLesson 2 (Size of Reactants)Tan Jun hanAinda não há avaliações
- Soil Type Evaluation and Seismic Design for BandungDocumento7 páginasSoil Type Evaluation and Seismic Design for BandungDanielAinda não há avaliações
- Fatigue Life Calculations of Structural Elements by Means of Equivalent Load Spectrum and Material Properties For LCF and HCFDocumento7 páginasFatigue Life Calculations of Structural Elements by Means of Equivalent Load Spectrum and Material Properties For LCF and HCFGanesh RAinda não há avaliações
- Fatigue Life Calculations of Structural Elements by Means of Equivalent Load Spectrum and Material Properties For LCF and HCFDocumento7 páginasFatigue Life Calculations of Structural Elements by Means of Equivalent Load Spectrum and Material Properties For LCF and HCFchirag guptaAinda não há avaliações
- PDF Solo ImprimirDocumento1 páginaPDF Solo ImprimirKevinn Galarza VegaAinda não há avaliações
- Stress States at a PointDocumento6 páginasStress States at a PointMAWELL. .MAWELLAinda não há avaliações
- COURS AstroDocumento23 páginasCOURS Astro7b98gyyzf8Ainda não há avaliações
- Practica Calificada de AntisismicaDocumento4 páginasPractica Calificada de AntisismicaJosue CTAinda não há avaliações
- 1P2 Circuit Analysis II Notes MooreDocumento162 páginas1P2 Circuit Analysis II Notes MooreskateBAinda não há avaliações
- Fatigue PDFDocumento8 páginasFatigue PDFflorinelvvAinda não há avaliações
- Electricity and Magnetism 9Documento1 páginaElectricity and Magnetism 9Julia KarakiAinda não há avaliações
- AC-Circuits Live Class-3 Teacher Notes PDFDocumento21 páginasAC-Circuits Live Class-3 Teacher Notes PDFAbhigyan Mohan AgarwalAinda não há avaliações
- Ejercicios Física 2.Documento9 páginasEjercicios Física 2.heliosnunezmendezAinda não há avaliações
- Simple Torsion in Beams at Circle Cross-Section and PipesDocumento7 páginasSimple Torsion in Beams at Circle Cross-Section and Pipeshamza2085Ainda não há avaliações
- 12 - Fatigue of MetalsDocumento55 páginas12 - Fatigue of Metalsvoldemorts100% (1)
- Ion Beams for Materials AnalysisNo EverandIon Beams for Materials AnalysisR. Curtis BirdAinda não há avaliações
- ZC - 55 Ds e 2 2 csm58713-10328Documento8 páginasZC - 55 Ds e 2 2 csm58713-10328Can Kutay TuçAinda não há avaliações
- Ze ZV zv2 Xe XV xv2 Ds e 2 2 csm59013-96820Documento10 páginasZe ZV zv2 Xe XV xv2 Ds e 2 2 csm59013-96820Can Kutay TuçAinda não há avaliações
- d4mc Ds e 2 2 csm58813-96630Documento6 páginasd4mc Ds e 2 2 csm58813-96630Can Kutay TuçAinda não há avaliações
- d5c Ds e 4 2 csm59413-96637Documento8 páginasd5c Ds e 4 2 csm59413-96637Can Kutay TuçAinda não há avaliações
- Beam Design Formulas With Shear and MomentDocumento20 páginasBeam Design Formulas With Shear and MomentMuhammad Saqib Abrar100% (8)
- VB Ds csm217513-10291Documento5 páginasVB Ds csm217513-10291Can Kutay TuçAinda não há avaliações
- Catalogo ENSAT ING 2 DefinitivoDocumento11 páginasCatalogo ENSAT ING 2 DefinitivoCan Kutay TuçAinda não há avaliações
- d5b Ds e 3 2 csm59313-96636Documento5 páginasd5b Ds e 3 2 csm59313-96636Can Kutay TuçAinda não há avaliações
- Linear Elastic Fracture MechanicsDocumento19 páginasLinear Elastic Fracture MechanicsCan Kutay TuçAinda não há avaliações
- ServoDrives (Info)Documento66 páginasServoDrives (Info)Can Kutay TuçAinda não há avaliações
- Limitswitch Connector Ds e 4 2 Csm57813-10201Documento5 páginasLimitswitch Connector Ds e 4 2 Csm57813-10201Can Kutay TuçAinda não há avaliações
- Maintenance-Free Times!: Rexnord REXDocumento3 páginasMaintenance-Free Times!: Rexnord REXCan Kutay TuçAinda não há avaliações
- Ipd Pds Sikaflex221 UsDocumento4 páginasIpd Pds Sikaflex221 UsCan Kutay TuçAinda não há avaliações
- A Sacca EngDocumento43 páginasA Sacca EngCan Kutay TuçAinda não há avaliações
- Standard Stock Springs Catalogue 13 - English Id1107Documento226 páginasStandard Stock Springs Catalogue 13 - English Id1107aleaubrAinda não há avaliações
- Homework 1 543Documento1 páginaHomework 1 543Can Kutay TuçAinda não há avaliações
- Bladder Accumulators HYDACDocumento19 páginasBladder Accumulators HYDACPopescu Ioana CorinaAinda não há avaliações
- Gripping Effects in Composite Fatigue TestingDocumento1 páginaGripping Effects in Composite Fatigue TestingCan Kutay TuçAinda não há avaliações
- Homework 1 543Documento1 páginaHomework 1 543Can Kutay TuçAinda não há avaliações
- 2007 WRX & STI Owners ManualDocumento381 páginas2007 WRX & STI Owners ManualCan Kutay TuçAinda não há avaliações
- Teknik Bombe Technical Drawing Eliptical Heads 2Documento1 páginaTeknik Bombe Technical Drawing Eliptical Heads 2Can Kutay TuçAinda não há avaliações
- Nord Drives Ys Food IndustryDocumento4 páginasNord Drives Ys Food IndustryCan Kutay TuçAinda não há avaliações
- Timing Belt TheoryDocumento18 páginasTiming Belt TheoryCan Kutay TuçAinda não há avaliações
- Charles Rennie MackintoshDocumento14 páginasCharles Rennie MackintoshRadu Stefan100% (1)
- Top Plate - Qad-28 Sample Inspection ReportDocumento3 páginasTop Plate - Qad-28 Sample Inspection ReportazadAinda não há avaliações
- Din Rail Mounted FBM Subsystem Users GuideDocumento292 páginasDin Rail Mounted FBM Subsystem Users GuideLockon Kum100% (2)
- Cummins QuickServe Online2Documento1 páginaCummins QuickServe Online2Anugerah PradanaAinda não há avaliações
- T 2 ReviewDocumento5 páginasT 2 ReviewAYA707Ainda não há avaliações
- Chapter 4 Kaedah Penunjuk Bentuk Permukaan Ukuran Had Terima Fit Simbol Bentuk PermukaanDocumento21 páginasChapter 4 Kaedah Penunjuk Bentuk Permukaan Ukuran Had Terima Fit Simbol Bentuk PermukaanhaziqismailAinda não há avaliações
- Vertical VTP Pump enDocumento8 páginasVertical VTP Pump enJorgeAinda não há avaliações
- Train Backyard ToyDocumento12 páginasTrain Backyard ToyJim100% (17)
- Technical Assessment - Sample Questions: Correct Answer: 1Documento5 páginasTechnical Assessment - Sample Questions: Correct Answer: 1Shruti PAinda não há avaliações
- Breathing Air System Performance QualificationDocumento11 páginasBreathing Air System Performance QualificationCHALLA ANITHA100% (1)
- Math4220 PDFDocumento10 páginasMath4220 PDFjhonmt7Ainda não há avaliações
- Itu-T G.664Documento20 páginasItu-T G.664moneyminderAinda não há avaliações
- Microsoft Word - Dangerous Goods Declaration PDFDocumento1 páginaMicrosoft Word - Dangerous Goods Declaration PDFAlfian AnasAinda não há avaliações
- ARM Cortex M3 RegistersDocumento22 páginasARM Cortex M3 RegistersRaveendra Moodithaya100% (2)
- Root Mean Square ValueDocumento2 páginasRoot Mean Square ValueProximo DvAinda não há avaliações
- It 504 A Artificial Intelligence Dec 2020Documento4 páginasIt 504 A Artificial Intelligence Dec 2020ABHIMAT PANDEYAinda não há avaliações
- Victor Canete PDFDocumento2 páginasVictor Canete PDFMelvi PeñasAinda não há avaliações
- Karcher Operation ManualDocumento60 páginasKarcher Operation ManualDadi SucahyonoAinda não há avaliações
- Lcra Drought Contingency Plan For Firm Water Customers Update Pres 2024-02-21Documento10 páginasLcra Drought Contingency Plan For Firm Water Customers Update Pres 2024-02-21Anonymous Pb39klJAinda não há avaliações
- Steam Sterilization PrinciplesDocumento8 páginasSteam Sterilization PrinciplesBhavik Thakar100% (1)
- WS A25 Connecting Rod Types Guidelines For Assessment at Bottom End TB00-3301-16Documento4 páginasWS A25 Connecting Rod Types Guidelines For Assessment at Bottom End TB00-3301-16DPAinda não há avaliações
- Homework 5Documento3 páginasHomework 5Engr Ghulam MustafaAinda não há avaliações
- Amman Master PlanDocumento205 páginasAmman Master Planomaroyoun100% (9)
- PDF Table ExtractorDocumento17 páginasPDF Table ExtractorJaneAinda não há avaliações
- CN398 - Dual ESSP Interface To Both Smart Payout and HopperDocumento1 páginaCN398 - Dual ESSP Interface To Both Smart Payout and HopperAymen CheffiAinda não há avaliações
- ColumnShearCapacity 1Documento4 páginasColumnShearCapacity 1Azhar PLAinda não há avaliações
- Buok Chapter 2Documento15 páginasBuok Chapter 2Edmil Jhon AriquezAinda não há avaliações
- Removing and Installing Underground Storage TanksDocumento7 páginasRemoving and Installing Underground Storage TanksM Waqas Habib100% (1)
- Price ListDocumento141 páginasPrice ListAriane Llantero0% (1)
- Trantech BrochureDocumento4 páginasTrantech BrochureOmar Reinoso TigreAinda não há avaliações