Você também pode gostar
- Matlab and Simulink Based Simulation of Wideband Code Division Multiple Access (WCDMA)Documento6 páginasMatlab and Simulink Based Simulation of Wideband Code Division Multiple Access (WCDMA)erpublicationAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Thermal Analysis of Motor Controller For Electric Vehicle: Jian-Ping Wen, Chao XuDocumento3 páginasThermal Analysis of Motor Controller For Electric Vehicle: Jian-Ping Wen, Chao XuerpublicationAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- IJETR033079Documento4 páginasIJETR033079erpublicationAinda não há avaliações
- ADRC Speed Control of IPMSM With Current Regulator: Wen Jianping, Zhang XuhuiDocumento3 páginasADRC Speed Control of IPMSM With Current Regulator: Wen Jianping, Zhang XuhuierpublicationAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Text Mining of English Materials For Business Management: Hiromi Ban, Haruhiko Kimura, Takashi OyabuDocumento6 páginasText Mining of English Materials For Business Management: Hiromi Ban, Haruhiko Kimura, Takashi OyabuerpublicationAinda não há avaliações
- Recognition of Heterogeneous Faces Using Kernel Principal Component AnalysisDocumento4 páginasRecognition of Heterogeneous Faces Using Kernel Principal Component AnalysiserpublicationAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Effect of Focus On Spectral Emphasis For Disyllabic Words in ChineseDocumento4 páginasThe Effect of Focus On Spectral Emphasis For Disyllabic Words in ChineseerpublicationAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Deriving Secure Extended WSDL For Composition of Web ServicesDocumento5 páginasDeriving Secure Extended WSDL For Composition of Web ServiceserpublicationAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- IJETR032919Documento3 páginasIJETR032919erpublicationAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- IJETR032901Documento5 páginasIJETR032901erpublicationAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Development of Manipuri Phonetic Engine and Its Application in Language IdentificationDocumento4 páginasDevelopment of Manipuri Phonetic Engine and Its Application in Language IdentificationerpublicationAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Sixty Pulse AC-DC Controlled Multipulse Converter For Total Harmonic ReductionDocumento4 páginasSixty Pulse AC-DC Controlled Multipulse Converter For Total Harmonic ReductionerpublicationAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- IJETR032903Documento4 páginasIJETR032903erpublicationAinda não há avaliações
- Sink Resolution and Analysis in Wireless Sensor Network Using Matlab SimulationDocumento5 páginasSink Resolution and Analysis in Wireless Sensor Network Using Matlab SimulationerpublicationAinda não há avaliações
- Underwater Optical Image Dehazing Using Fast Guided Trigonometric Bilateral FilteringDocumento4 páginasUnderwater Optical Image Dehazing Using Fast Guided Trigonometric Bilateral FilteringerpublicationAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- IJETR032899Documento4 páginasIJETR032899erpublicationAinda não há avaliações
- A Novel Approach For Load Balancing in Cloud Computing by HARA AlgorithmDocumento3 páginasA Novel Approach For Load Balancing in Cloud Computing by HARA AlgorithmerpublicationAinda não há avaliações
- IJETR032890Documento4 páginasIJETR032890erpublicationAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Transportation ChecklistDocumento1 páginaTransportation ChecklistHolly Smith100% (1)
- 90203-1104DEC E Cont Operations PDFDocumento414 páginas90203-1104DEC E Cont Operations PDFelmacuarro5Ainda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Pneumatic Report GuidelineDocumento2 páginasPneumatic Report GuidelineAhmad FaidhiAinda não há avaliações
- CDMA APPLICATION FOR Child Name Inclusion-Before 1 Year PDFDocumento2 páginasCDMA APPLICATION FOR Child Name Inclusion-Before 1 Year PDFAnonymous C0pl6hAinda não há avaliações
- Valve PagesDocumento5 páginasValve PagesJoyal ThomasAinda não há avaliações
- Plastic Roads: Presented By-Akash Chakole (First Year MBBS, GMC Nagpur)Documento27 páginasPlastic Roads: Presented By-Akash Chakole (First Year MBBS, GMC Nagpur)Chandu CKAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- DST FingerprintDocumento10 páginasDST FingerprintAli DMAinda não há avaliações
- PC W130B 09 EUDocumento272 páginasPC W130B 09 EUОблачноAinda não há avaliações
- Catalogo Escavadeira CAT 336Documento833 páginasCatalogo Escavadeira CAT 336Gledison MartinsAinda não há avaliações
- This Worksheet Is Due by The Deadline Posted On Blackboard. This Is An Individual SubmissionDocumento2 páginasThis Worksheet Is Due by The Deadline Posted On Blackboard. This Is An Individual SubmissionAhsan AliAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Minimum Load For Empty Minimum Load For OperatingDocumento6 páginasMinimum Load For Empty Minimum Load For OperatingjitendraAinda não há avaliações
- Statistical Process Control & Cost of QualityDocumento114 páginasStatistical Process Control & Cost of QualityAshraf S. Youssef100% (2)
- Potable Water Tank Calculation PDFDocumento37 páginasPotable Water Tank Calculation PDFboysitumeangAinda não há avaliações
- CU-2RE PBE Service ManualDocumento110 páginasCU-2RE PBE Service ManualcoronaqcAinda não há avaliações
- Aqueous EquilibriumDocumento7 páginasAqueous EquilibriumWONG TSAinda não há avaliações
- Gen00036-04 Wa600-6 Wheel LoaderDocumento98 páginasGen00036-04 Wa600-6 Wheel LoaderJuan Araya BarrazaAinda não há avaliações
- Heydar Aliyev Cultural Centre: StructureDocumento3 páginasHeydar Aliyev Cultural Centre: Structurenusha rakheAinda não há avaliações
- Assign Chap 8Documento3 páginasAssign Chap 8nishedhAinda não há avaliações
- Gold Alloy Spinnerets For The Production of Viscose RayonDocumento8 páginasGold Alloy Spinnerets For The Production of Viscose RayonPhan MHanhAinda não há avaliações
- Remote Log-In, Electronic Mail and File Transfer: Solutions To Odd-Numbered Review Questions and ExercisesDocumento2 páginasRemote Log-In, Electronic Mail and File Transfer: Solutions To Odd-Numbered Review Questions and ExercisesAnurag UpadhyayAinda não há avaliações
- Glass & Glazing WorkDocumento34 páginasGlass & Glazing WorkPratik ThakkarAinda não há avaliações
- CS-ME-13 R0 SFFECO - Fire Extinguisher Dry Chemical Powder & Co2 - TSDDocumento1 páginaCS-ME-13 R0 SFFECO - Fire Extinguisher Dry Chemical Powder & Co2 - TSDAamer Abdul MajeedAinda não há avaliações
- Wireman, Terry - Training Programs For Maintenance Organizations - Maintenance Strategy Series (2013, Reliabilityweb Com)Documento221 páginasWireman, Terry - Training Programs For Maintenance Organizations - Maintenance Strategy Series (2013, Reliabilityweb Com)Faiza TariqAinda não há avaliações
- DTCNDocumento232 páginasDTCNCMM INFRAPROJECTS LTDAinda não há avaliações
- Issue 1 MMNR Short DumpDocumento6 páginasIssue 1 MMNR Short DumppookusmasAinda não há avaliações
- Case Adhesives BrochureDocumento6 páginasCase Adhesives BrochureChanakyaAinda não há avaliações
- Mov BiffiDocumento177 páginasMov BiffiSKAinda não há avaliações
- Sagana Kutus 132kv Transmission Line and SubstationDocumento324 páginasSagana Kutus 132kv Transmission Line and Substationshivvaram-1100% (1)
- Architectural Drawing and Design PHS Syllabus 0910Documento4 páginasArchitectural Drawing and Design PHS Syllabus 0910nourhanAinda não há avaliações
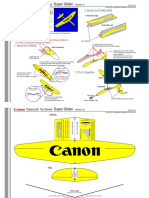
- Planeur Tres Simple PDFDocumento3 páginasPlaneur Tres Simple PDFAhmedAinda não há avaliações
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tNo EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tNota: 4.5 de 5 estrelas4.5/5 (27)
- Digital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosNo EverandDigital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosNota: 5 de 5 estrelas5/5 (1)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionNo EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionNota: 4.5 de 5 estrelas4.5/5 (543)