Você também pode gostar
- Aws 001Documento1 páginaAws 001akshay sarfareAinda não há avaliações
- Manual Joints (QW - 402) : Page 1 of 12Documento12 páginasManual Joints (QW - 402) : Page 1 of 12miteshpatel191Ainda não há avaliações
- WPS - 024Documento4 páginasWPS - 024MAT-LIONAinda não há avaliações
- WPSDocumento6 páginasWPSYASH BARDHAN SinghAinda não há avaliações
- List of WPS (Jerp) PDFDocumento2 páginasList of WPS (Jerp) PDFAlam MD SazidAinda não há avaliações
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocumento3 páginasWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaAinda não há avaliações
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDocumento1 páginaWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavAinda não há avaliações
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Documento3 páginasWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- PQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpDocumento1 páginaPQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpSatish KeskarAinda não há avaliações
- MTC Review ChecklistDocumento5 páginasMTC Review ChecklistShaheen Andre ChikkuAinda não há avaliações
- WPS Format For AWS D1.1 - WPS - FCAWDocumento1 páginaWPS Format For AWS D1.1 - WPS - FCAWThe Welding Inspections CommunityAinda não há avaliações
- PQR WPQ Witness Report LatestDocumento1 páginaPQR WPQ Witness Report LatestSatish KeskarAinda não há avaliações
- QW-484A (WPQ) GTAW 4MM FilletDocumento2 páginasQW-484A (WPQ) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- According To ASME IX: Welding Procedure Specification (W.P.S)Documento4 páginasAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehAinda não há avaliações
- WPS PQR CompressedDocumento5 páginasWPS PQR CompressedBalaje MantravadiAinda não há avaliações
- Welding Procedure SpecificationDocumento3 páginasWelding Procedure SpecificationAhmed saber100% (2)
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Documento3 páginasWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaAinda não há avaliações
- Hardness Test Report: Test Details Machine DetailsDocumento1 páginaHardness Test Report: Test Details Machine DetailsESHWAR CHARYAinda não há avaliações
- WPS PQR 12Documento9 páginasWPS PQR 12Ranjan KumarAinda não há avaliações
- Welding Proposed Pwps For Our Jubail WorkDocumento2 páginasWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Piping WpsDocumento37 páginasPiping WpsZulfokar FahdawiAinda não há avaliações
- PQR-04 - AWS D1.6D1.6M-2007 Structural Welding Code - Stainless Steel PDFDocumento1 páginaPQR-04 - AWS D1.6D1.6M-2007 Structural Welding Code - Stainless Steel PDFchandraAinda não há avaliações
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Documento2 páginas(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- Qw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Documento1 páginaQw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)ventas ventasAinda não há avaliações
- 004 Gtaw P5aDocumento16 páginas004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- Welding Procedure Specifications (Wps - 6G) : 2mm (Max)Documento2 páginasWelding Procedure Specifications (Wps - 6G) : 2mm (Max)Gbenga Mobolade100% (1)
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Documento2 páginasWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabAinda não há avaliações
- WPS 19Documento15 páginasWPS 19Avishek Gupta100% (1)
- Val Caraig WPQTDocumento1 páginaVal Caraig WPQTMark Jason M. BrualAinda não há avaliações
- PWPS WPS CAP 039 PQR 035Documento15 páginasPWPS WPS CAP 039 PQR 035GOPINATH KRISHNAN NAIRAinda não há avaliações
- Super Duplex Stainless SteelDocumento1 páginaSuper Duplex Stainless SteelUma Shankar100% (2)
- Flange 10 & 12 InchDocumento2 páginasFlange 10 & 12 InchreniAinda não há avaliações
- Material GradesDocumento1 páginaMaterial GradesshisAinda não há avaliações
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Documento3 páginasWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad DanielAinda não há avaliações
- WPS ISO 15614-1 WeldNote MetricDocumento1 páginaWPS ISO 15614-1 WeldNote MetricVirgil SorcaruAinda não há avaliações
- Welder Performance Qualifications (WPQ) : (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Documento18 páginasWelder Performance Qualifications (WPQ) : (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)mahendraAinda não há avaliações
- PQRDocumento2 páginasPQRHoangAinda não há avaliações
- Wps Aws d1.1 NEWDocumento2 páginasWps Aws d1.1 NEWIkhy Tohepaly100% (1)
- 163 Gmaw Zug Asme (Sri Supatmi 3g) WPQDocumento4 páginas163 Gmaw Zug Asme (Sri Supatmi 3g) WPQMuhammad Fitransyah Syamsuar PutraAinda não há avaliações
- PQR With-PwhtDocumento2 páginasPQR With-PwhtKarthikAinda não há avaliações
- WPS-PQR Gmaw LtiDocumento2 páginasWPS-PQR Gmaw Ltibgonzalez198150% (2)
- Fcaw 16 THKDocumento5 páginasFcaw 16 THKparesh2387Ainda não há avaliações
- Format WPQDocumento2 páginasFormat WPQAkash Singh TomarAinda não há avaliações
- Guidance To Prepare Wps PQR For WeldingDocumento1 páginaGuidance To Prepare Wps PQR For WeldingHamid MansouriAinda não há avaliações
- Wps Mma PipeDocumento2 páginasWps Mma PipeDimitris NikouAinda não há avaliações
- QW 483 - PQR (Gtaw+smaw) 04.01.17Documento8 páginasQW 483 - PQR (Gtaw+smaw) 04.01.17Srikant GanjiAinda não há avaliações
- WPS Format For ASME IX - PQR-AllDocumento3 páginasWPS Format For ASME IX - PQR-AllThe Welding Inspections Community100% (1)
- Proposed WPSDocumento2 páginasProposed WPSChisom Ikengwu100% (2)
- WPS 316 L PDFDocumento4 páginasWPS 316 L PDFIrinaAinda não há avaliações
- PQR - 152Documento3 páginasPQR - 152MAT-LIONAinda não há avaliações
- Wps Is 2062 GR B Butt-OkDocumento2 páginasWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Weld Inspection Report (Weld Traceability Report)Documento3 páginasWeld Inspection Report (Weld Traceability Report)Senthil Kumaran100% (1)
- P-WPS 135 - MAG (GR 316)Documento9 páginasP-WPS 135 - MAG (GR 316)Tarun PatelAinda não há avaliações
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocumento3 páginasWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaAinda não há avaliações
- TableQW-461.9 Performance Qualification-Position and Diameter LimitationsDocumento1 páginaTableQW-461.9 Performance Qualification-Position and Diameter LimitationsMadidj_2014Ainda não há avaliações
- WPS-PQR (Aws D.1.1 - 2015)Documento3 páginasWPS-PQR (Aws D.1.1 - 2015)Ivan Garzon100% (1)
- M 1 GTAW SMAW D1.1 2015 FormDocumento2 páginasM 1 GTAW SMAW D1.1 2015 FormChris McNairAinda não há avaliações
- Sample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Documento2 páginasSample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Luis Carlos Clericci LimonAinda não há avaliações
- M 1 GMAW FCAW D1.1 2015 Form PDFDocumento2 páginasM 1 GMAW FCAW D1.1 2015 Form PDFEdilberto Acuña VargasAinda não há avaliações
- BGR Energy Systems Limited: Oil & Gas Equipment Division Procedure Qualification Record (PQR) - Aws D1.1Documento2 páginasBGR Energy Systems Limited: Oil & Gas Equipment Division Procedure Qualification Record (PQR) - Aws D1.1Eswar Enterprises QcAinda não há avaliações
- What Is Underwater Welding and How It Works?: 6. CraterDocumento2 páginasWhat Is Underwater Welding and How It Works?: 6. CraterWeld Bro SandeepAinda não há avaliações
- Record of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Documento1 páginaRecord of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Weld Bro SandeepAinda não há avaliações
- When The Weld Face Extends Beyond The Weld Toe PDFDocumento1 páginaWhen The Weld Face Extends Beyond The Weld Toe PDFWeld Bro SandeepAinda não há avaliações
- UndercutDocumento1 páginaUndercutWeld Bro SandeepAinda não há avaliações
- Welding DefectsDocumento1 páginaWelding DefectsWeld Bro SandeepAinda não há avaliações
- Kid ActivitiesDocumento10 páginasKid ActivitiesWeld Bro SandeepAinda não há avaliações
- CV FabricatorDocumento2 páginasCV FabricatorWeld Bro SandeepAinda não há avaliações
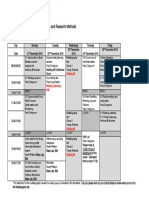
- Welding Systems and Research Methods 2016-17 v2Documento1 páginaWelding Systems and Research Methods 2016-17 v2Weld Bro SandeepAinda não há avaliações
- Lasposities Final Rev3 A3 Formaat PDFDocumento1 páginaLasposities Final Rev3 A3 Formaat PDFWeld Bro SandeepAinda não há avaliações
- Spot Weld Mech PropDocumento57 páginasSpot Weld Mech PropWeld Bro SandeepAinda não há avaliações
- Pressure TestingDocumento14 páginasPressure TestingWeld Bro Sandeep100% (2)
- Liquid Penetrant Testing Module 1Documento6 páginasLiquid Penetrant Testing Module 1Weld Bro SandeepAinda não há avaliações
- NDT Methods NotesDocumento1 páginaNDT Methods NotesWeld Bro SandeepAinda não há avaliações
- General Familiarity With Other NDT Methods Module 4Documento4 páginasGeneral Familiarity With Other NDT Methods Module 4Weld Bro SandeepAinda não há avaliações
- Level I AnswersDocumento3 páginasLevel I AnswersWeld Bro SandeepAinda não há avaliações
- Sandeep Kumar CV - Welding Engineer-Welding InspectorDocumento4 páginasSandeep Kumar CV - Welding Engineer-Welding InspectorWeld Bro Sandeep100% (1)
- Astm Reference Block For MetalDocumento10 páginasAstm Reference Block For MetalrupamAinda não há avaliações
- Welding and Joining of Shape Memory AlloysDocumento22 páginasWelding and Joining of Shape Memory AlloysLetíciaAinda não há avaliações
- CONSOLBOND-PVAc-1 (Brosur)Documento2 páginasCONSOLBOND-PVAc-1 (Brosur)abdillah mursyidAinda não há avaliações
- Pferd Katalog 201 150dpi en ZaDocumento60 páginasPferd Katalog 201 150dpi en ZaNeil BotesAinda não há avaliações
- D1 3scopeDocumento4 páginasD1 3scopeayub82Ainda não há avaliações
- Chemaflex 276 HDocumento4 páginasChemaflex 276 HghazanfarAinda não há avaliações
- Electronic Catalogue EnglishDocumento13 páginasElectronic Catalogue EnglishNilesh NarkhedeAinda não há avaliações
- How To Make A Portable Piercing Cradle With Slip CaseDocumento2 páginasHow To Make A Portable Piercing Cradle With Slip CaseJerushia GrahamAinda não há avaliações
- No. Description Oper Date: Production Routing ChartDocumento2 páginasNo. Description Oper Date: Production Routing Chartpubg loversAinda não há avaliações
- Fabrication of G-Clamp Lab ReportDocumento6 páginasFabrication of G-Clamp Lab ReportPei Shan Choong100% (2)
- RLST GI Sheet CatalogDocumento3 páginasRLST GI Sheet CatalogRavish JayasekaraAinda não há avaliações
- Design and Testing of Belt Grinding DevelopmentDocumento6 páginasDesign and Testing of Belt Grinding Developmentmjeremic88Ainda não há avaliações
- PDFDocumento3 páginasPDFRajkumar AAinda não há avaliações
- Ritschard Case Study Combustion EngineeringDocumento6 páginasRitschard Case Study Combustion Engineeringvikubhardwaj9224Ainda não há avaliações
- Mould Theory Questions & Answer 2021 FDocumento19 páginasMould Theory Questions & Answer 2021 FShikha ChoudharyAinda não há avaliações
- Construction of Thermal Barrier CoatingsDocumento5 páginasConstruction of Thermal Barrier CoatingsManoj ,Ainda não há avaliações
- Royale Play StuccoDocumento2 páginasRoyale Play Stuccosaran100% (1)
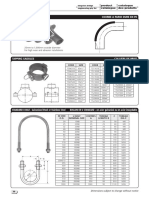
- U-Bolt 2Documento1 páginaU-Bolt 2Nanang RisdiantoAinda não há avaliações
- Gas Nitriding: Tool & Die MakingDocumento4 páginasGas Nitriding: Tool & Die MakingKevin ThomasAinda não há avaliações
- WN SA-105 B16 5 TT Rev0Documento2 páginasWN SA-105 B16 5 TT Rev0Aço SalgueiroAinda não há avaliações
- FMEA by ProcessDocumento5 páginasFMEA by ProcessLow SnAinda não há avaliações
- FINAL EXAMINATION WoodworkingDocumento2 páginasFINAL EXAMINATION WoodworkingROSELYN N. YDQUILAAinda não há avaliações
- Hammer Peening s00170-021-07993-5Documento19 páginasHammer Peening s00170-021-07993-5Md MehtabAinda não há avaliações
- Coatings Non Electrolytically Applied Zinc Flake Coating: Material Standard 0204Y81074-AEDocumento8 páginasCoatings Non Electrolytically Applied Zinc Flake Coating: Material Standard 0204Y81074-AERonald AraujoAinda não há avaliações
- Victa 2 Engine BlockDocumento4 páginasVicta 2 Engine BlockJair Parreira50% (2)
- GB3077-1999 English VersionDocumento20 páginasGB3077-1999 English VersionHermanto SupuAinda não há avaliações
- VCS Product Brochure PDFDocumento4 páginasVCS Product Brochure PDFAngelique DeanAinda não há avaliações
- Welding Report For Tank 1Documento1 páginaWelding Report For Tank 1Rifki HasyaAinda não há avaliações
- CompAir Filter Brochure Updates EN WorkDocumento8 páginasCompAir Filter Brochure Updates EN WorkSanthosh KAinda não há avaliações
- Numerical Control Module UTeMDocumento10 páginasNumerical Control Module UTeMradhiostrokes100% (1)