Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Maximum Rivet Pitch Study 20111115Documento18 páginasMaximum Rivet Pitch Study 20111115Jatin KhuranaAinda não há avaliações
- SD.20 Structural Concrete Standards Anchor Bolt DetailsDocumento1 páginaSD.20 Structural Concrete Standards Anchor Bolt DetailsajmainAinda não há avaliações
- Lift Slab SystemDocumento36 páginasLift Slab SystemChristian Villena100% (1)
- Electrode SelectionDocumento1 páginaElectrode SelectionRachel ThompsonAinda não há avaliações
- Dunlop Technical Manual V2.6Documento39 páginasDunlop Technical Manual V2.6raja020Ainda não há avaliações
- Astm D2000-12Documento53 páginasAstm D2000-12LISOAinda não há avaliações
- Building ComponentsDocumento41 páginasBuilding ComponentsKainaz ChothiaAinda não há avaliações
- En3a 070M20Documento1 páginaEn3a 070M20Debrup Banerjee100% (2)
- Matlab and Simulink Based Simulation of Wideband Code Division Multiple Access (WCDMA)Documento6 páginasMatlab and Simulink Based Simulation of Wideband Code Division Multiple Access (WCDMA)erpublicationAinda não há avaliações
- Recognition of Heterogeneous Faces Using Kernel Principal Component AnalysisDocumento4 páginasRecognition of Heterogeneous Faces Using Kernel Principal Component AnalysiserpublicationAinda não há avaliações
- IJETR033079Documento4 páginasIJETR033079erpublicationAinda não há avaliações
- Thermal Analysis of Motor Controller For Electric Vehicle: Jian-Ping Wen, Chao XuDocumento3 páginasThermal Analysis of Motor Controller For Electric Vehicle: Jian-Ping Wen, Chao XuerpublicationAinda não há avaliações
- The Effect of Focus On Spectral Emphasis For Disyllabic Words in ChineseDocumento4 páginasThe Effect of Focus On Spectral Emphasis For Disyllabic Words in ChineseerpublicationAinda não há avaliações
- Text Mining of English Materials For Business Management: Hiromi Ban, Haruhiko Kimura, Takashi OyabuDocumento6 páginasText Mining of English Materials For Business Management: Hiromi Ban, Haruhiko Kimura, Takashi OyabuerpublicationAinda não há avaliações
- ADRC Speed Control of IPMSM With Current Regulator: Wen Jianping, Zhang XuhuiDocumento3 páginasADRC Speed Control of IPMSM With Current Regulator: Wen Jianping, Zhang XuhuierpublicationAinda não há avaliações
- IJETR032903Documento4 páginasIJETR032903erpublicationAinda não há avaliações
- IJETR032919Documento3 páginasIJETR032919erpublicationAinda não há avaliações
- Sixty Pulse AC-DC Controlled Multipulse Converter For Total Harmonic ReductionDocumento4 páginasSixty Pulse AC-DC Controlled Multipulse Converter For Total Harmonic ReductionerpublicationAinda não há avaliações
- IJETR032901Documento5 páginasIJETR032901erpublicationAinda não há avaliações
- Deriving Secure Extended WSDL For Composition of Web ServicesDocumento5 páginasDeriving Secure Extended WSDL For Composition of Web ServiceserpublicationAinda não há avaliações
- Development of Manipuri Phonetic Engine and Its Application in Language IdentificationDocumento4 páginasDevelopment of Manipuri Phonetic Engine and Its Application in Language IdentificationerpublicationAinda não há avaliações
- Sink Resolution and Analysis in Wireless Sensor Network Using Matlab SimulationDocumento5 páginasSink Resolution and Analysis in Wireless Sensor Network Using Matlab SimulationerpublicationAinda não há avaliações
- A Novel Approach For Load Balancing in Cloud Computing by HARA AlgorithmDocumento3 páginasA Novel Approach For Load Balancing in Cloud Computing by HARA AlgorithmerpublicationAinda não há avaliações
- IJETR032899Documento4 páginasIJETR032899erpublicationAinda não há avaliações
- Underwater Optical Image Dehazing Using Fast Guided Trigonometric Bilateral FilteringDocumento4 páginasUnderwater Optical Image Dehazing Using Fast Guided Trigonometric Bilateral FilteringerpublicationAinda não há avaliações
- IJETR032890Documento4 páginasIJETR032890erpublicationAinda não há avaliações
- GreenViet - Gioi Thieu LEED V4 (Vnese)Documento27 páginasGreenViet - Gioi Thieu LEED V4 (Vnese)Duong LaiAinda não há avaliações
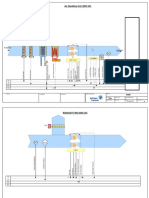
- Air Handling Unit (DDC 02)Documento8 páginasAir Handling Unit (DDC 02)Anonymous qOBFvIAinda não há avaliações
- Phase Diagrams For Metallic SystemsDocumento5 páginasPhase Diagrams For Metallic SystemsZesi Villamor Delos SantosAinda não há avaliações
- Products Range.Documento20 páginasProducts Range.sandraatef71Ainda não há avaliações
- Top of Roof Beam Ceiling Line LineDocumento1 páginaTop of Roof Beam Ceiling Line Linedominguez margieAinda não há avaliações
- Cmats - Exp 8Documento6 páginasCmats - Exp 8Angelique EsquillaAinda não há avaliações
- Experimental Study On Hybrid Fiber Reinforced Concrete - A ReviewDocumento12 páginasExperimental Study On Hybrid Fiber Reinforced Concrete - A ReviewJames AugustineAinda não há avaliações
- Schindler Elevator Interiors CatalogDocumento23 páginasSchindler Elevator Interiors CatalogAhmed KhattabAinda não há avaliações
- Effect of Temperature of Water Injection On Humidification ProcessDocumento5 páginasEffect of Temperature of Water Injection On Humidification ProcessSayed ElSheikhAinda não há avaliações
- Analysis of Intze Water Tank With Different Frame Staging SystemDocumento5 páginasAnalysis of Intze Water Tank With Different Frame Staging SystemThe UnboxaholicAinda não há avaliações
- WaterDocumento9 páginasWaterRakshit GhanghasAinda não há avaliações
- Flash Inspection Report 29.02.2020 F-HSSJV-V-395Documento2 páginasFlash Inspection Report 29.02.2020 F-HSSJV-V-395syed jafarAinda não há avaliações
- Rvs Procedure of Fema 154Documento12 páginasRvs Procedure of Fema 154Maksudur RahmanAinda não há avaliações
- RSB - 8th FloorDocumento1 páginaRSB - 8th FloorCyrilleAinda não há avaliações
- Basic Design Approach For Geogrid Base ReinforcementDocumento3 páginasBasic Design Approach For Geogrid Base ReinforcementTrader RedAinda não há avaliações
- Rascoflex - Flexible Hose SprinklerDocumento4 páginasRascoflex - Flexible Hose SprinklerPaulina CabreraAinda não há avaliações
- C-CVD Pyrosil Coatings: Sura Instruments GMBHDocumento22 páginasC-CVD Pyrosil Coatings: Sura Instruments GMBHThắm PhạmAinda não há avaliações
- Sample Heat Exchanger U-TUBE ReportDocumento66 páginasSample Heat Exchanger U-TUBE Report9913489806Ainda não há avaliações
- Construction Materials and TestingDocumento26 páginasConstruction Materials and TestingFrancis Ko Badongen-Cawi Tabaniag Jr.Ainda não há avaliações
- Bat-Dwg-Dd-Me-00-Eg-6101 - R0 - Grounding, Earthing and Lightning Protection System Shematic DiagramDocumento1 páginaBat-Dwg-Dd-Me-00-Eg-6101 - R0 - Grounding, Earthing and Lightning Protection System Shematic DiagramCosphiiiAinda não há avaliações
- Designing For Pods: ManualDocumento20 páginasDesigning For Pods: ManualPOD ExpertAinda não há avaliações
- Steel Report1Documento5 páginasSteel Report1ျမတ္ သူ ေအာင္Ainda não há avaliações