Você também pode gostar
- Overall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsNo EverandOverall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsAinda não há avaliações
- Thermocouples PDFDocumento63 páginasThermocouples PDFkkumar_717405Ainda não há avaliações
- Non-Destructive Testing (NDT) and Monitoring of Refractory Lining in Operating FurnacesDocumento4 páginasNon-Destructive Testing (NDT) and Monitoring of Refractory Lining in Operating FurnacesHaydee ContrerasAinda não há avaliações
- 3119-600series Rev2 0912 LRes PDFDocumento8 páginas3119-600series Rev2 0912 LRes PDFAlper Emrah SakalsızAinda não há avaliações
- OVENS - CatalogDocumento15 páginasOVENS - Catalogdéborah_rosalesAinda não há avaliações
- Skilled Manpower Training Manual Draft PDFDocumento48 páginasSkilled Manpower Training Manual Draft PDFtroyel99Ainda não há avaliações
- Clearview Stoves Brochure - Firecrest StovesDocumento17 páginasClearview Stoves Brochure - Firecrest StovesFirecrest StovesAinda não há avaliações
- Handbook of ThermoDocumento6.043 páginasHandbook of ThermoBogdan TanasieAinda não há avaliações
- Drying Software ArticleDocumento20 páginasDrying Software ArticleFA AyAinda não há avaliações
- Ceramic and Refractory Anchor Catalog Avtog 5Documento4 páginasCeramic and Refractory Anchor Catalog Avtog 5MaximilianoRodrigoCabestreroAinda não há avaliações
- Kanthal Appliance Heating Alloys Handbook PDFDocumento33 páginasKanthal Appliance Heating Alloys Handbook PDFwillwAinda não há avaliações
- A Simulations Test For The Selection of Coatings and Surface Treatments For Plastics Injection Moulding MachinesDocumento9 páginasA Simulations Test For The Selection of Coatings and Surface Treatments For Plastics Injection Moulding MachinesCassioLopesAinda não há avaliações
- LENTON Furnaces BrochureDocumento20 páginasLENTON Furnaces Brochureantho_lombokAinda não há avaliações
- Materials in Industrial Furnace ConstructionDocumento28 páginasMaterials in Industrial Furnace ConstructionAlexander TabaresAinda não há avaliações
- g26q250 Furnance ManualDocumento52 páginasg26q250 Furnance ManualHaoxian FengAinda não há avaliações
- Globar SD Heating Elements ENGDocumento28 páginasGlobar SD Heating Elements ENGJohn Jairo CelisAinda não há avaliações
- Resistance Furnaces: Main Parts of A Resistance FurnaceDocumento51 páginasResistance Furnaces: Main Parts of A Resistance Furnacehussein hajAinda não há avaliações
- Plastics For Corrosion Inhibition 2005Documento394 páginasPlastics For Corrosion Inhibition 2005sm_carvalhoAinda não há avaliações
- Kanthal Surface Load Data PDFDocumento24 páginasKanthal Surface Load Data PDFRahul KhoslaAinda não há avaliações
- Memmert Heating Ovens English D13646Documento32 páginasMemmert Heating Ovens English D13646Sholeh AlqaffiAinda não há avaliações
- Unit6-Refractories and InsulatorsDocumento6 páginasUnit6-Refractories and Insulatorsengineeringchemistry100% (2)
- Indirect HeatingDocumento4 páginasIndirect HeatingYogesh BadheAinda não há avaliações
- 253MA High Temperature Resistant TubesDocumento2 páginas253MA High Temperature Resistant TubesBerkan FidanAinda não há avaliações
- Revised DraftDocumento45 páginasRevised DraftEva LloydAinda não há avaliações
- Laboratory Furnaces: BOX Furnaces Tube Furnaces Crucible Furnaces Controllers Hot PlatesDocumento36 páginasLaboratory Furnaces: BOX Furnaces Tube Furnaces Crucible Furnaces Controllers Hot PlatesKarim AlyAinda não há avaliações
- High Intensity Slag Resistance Furnace DesignDocumento10 páginasHigh Intensity Slag Resistance Furnace DesignBrian Andres Madariaga MuñozAinda não há avaliações
- J W Coburn Auth DR Randy J PDFDocumento663 páginasJ W Coburn Auth DR Randy J PDFAri GandaraAinda não há avaliações
- Electric Furnace 1971 - 032 PDFDocumento9 páginasElectric Furnace 1971 - 032 PDFsirous41533Ainda não há avaliações
- Handout: Steps For Design of Furnace & Fired HeaterDocumento7 páginasHandout: Steps For Design of Furnace & Fired HeaterReza GhanavatiAinda não há avaliações
- Widos Plastic WeldingDocumento39 páginasWidos Plastic Weldingsealion72100% (1)
- Ch1 - Video 3 - A Quick ProofDocumento24 páginasCh1 - Video 3 - A Quick ProofmissowusuAinda não há avaliações
- Paper PLC and MicrocontrollerDocumento6 páginasPaper PLC and MicrocontrollerEvita Nuriya RAinda não há avaliações
- Structural Use of Adhesives in Glass SheetsDocumento3 páginasStructural Use of Adhesives in Glass SheetsPaloma ValeAinda não há avaliações
- Crucible FurnacesDocumento10 páginasCrucible FurnacesZara Saeed0% (1)
- Furnaces and Furnace ReactorsDocumento33 páginasFurnaces and Furnace ReactorsSamyak JainAinda não há avaliações
- 2012 Lecture BKC Insulations & RefractoryDocumento30 páginas2012 Lecture BKC Insulations & Refractorydeb_bratapalAinda não há avaliações
- Chapter 5Documento31 páginasChapter 5vinayakAinda não há avaliações
- Cones and Buller RingsDocumento6 páginasCones and Buller RingsTravis WoodAinda não há avaliações
- Furnace InstructionsDocumento17 páginasFurnace InstructionsVenkateshwarlu KarlaAinda não há avaliações
- 2.4 Furnaces - Revised (Table Format) PDFDocumento7 páginas2.4 Furnaces - Revised (Table Format) PDFSagar Sanjay SonawaneAinda não há avaliações
- Cooling & Heating: ShellmaxDocumento3 páginasCooling & Heating: Shellmaxvijaysirsat2007Ainda não há avaliações
- Biniyam ShetieDocumento135 páginasBiniyam Shetieasemamaw damtieAinda não há avaliações
- Refractory Ceramic Fiber BlanketDocumento2 páginasRefractory Ceramic Fiber BlankethailmarylugoAinda não há avaliações
- ECT152Documento31 páginasECT152Husnain AssociatesAinda não há avaliações
- HandBookHW PDFDocumento30 páginasHandBookHW PDFjosean_246Ainda não há avaliações
- Glass - Cleaning and Maintenance Guide PDFDocumento7 páginasGlass - Cleaning and Maintenance Guide PDFAlexander BaezAinda não há avaliações
- KantalDocumento4 páginasKantalshahyarzAinda não há avaliações
- Glass Technology LecturesDocumento12 páginasGlass Technology Lecturesمحمد محمود مهديAinda não há avaliações
- Thermocouples and Resistance ThermometersDocumento44 páginasThermocouples and Resistance ThermometersmihailiuhaszAinda não há avaliações
- GlassDocumento61 páginasGlassAhmet KarabulutAinda não há avaliações
- Glass/ceramic/refractory Techniques, Their Development and Introduction Into Dentistry: A Historical Literature ReviewDocumento8 páginasGlass/ceramic/refractory Techniques, Their Development and Introduction Into Dentistry: A Historical Literature ReviewArushi AgarwalAinda não há avaliações
- Basic Motor TechnologyDocumento32 páginasBasic Motor TechnologyChandaKundaAinda não há avaliações
- Furnaces and Refractories: 6. WorksheetsDocumento36 páginasFurnaces and Refractories: 6. WorksheetsDHSanjAinda não há avaliações
- Advanced Coatings PDFDocumento282 páginasAdvanced Coatings PDFrasnowmah2012Ainda não há avaliações
- Numerical Simulation of A Cylindrical Heat Pipe and Performance StudyDocumento7 páginasNumerical Simulation of A Cylindrical Heat Pipe and Performance StudypouriyaAinda não há avaliações
- 148 From Kim ReviewDocumento10 páginas148 From Kim Reviewkasu s reddyAinda não há avaliações
- Raymond Etal2010 TRTcableDocumento11 páginasRaymond Etal2010 TRTcablekhanhnd.hwAinda não há avaliações
- Open-Loop Control of Full-Bridge Resonant Inverter For Induction Metal Surface HeatingDocumento7 páginasOpen-Loop Control of Full-Bridge Resonant Inverter For Induction Metal Surface Heatingu18348794Ainda não há avaliações
- Energy Conversion and Management: Yu-Wei Chang, Chiao-Hung Cheng, Jung-Chang Wang, Sih-Li ChenDocumento7 páginasEnergy Conversion and Management: Yu-Wei Chang, Chiao-Hung Cheng, Jung-Chang Wang, Sih-Li ChenTony K.PAinda não há avaliações
- FBA A Concealed R32 GasDocumento2 páginasFBA A Concealed R32 GasRaniero FalzonAinda não há avaliações
- SAE - Design, Manufacturing, and Verification of A Steel Tube Space FrameDocumento54 páginasSAE - Design, Manufacturing, and Verification of A Steel Tube Space FrameRaniero FalzonAinda não há avaliações
- Chassis Design1Documento5 páginasChassis Design1Ashutosh JadhavAinda não há avaliações
- Notes Wind EnergyDocumento22 páginasNotes Wind EnergyRaniero FalzonAinda não há avaliações
- 012 User Manual - TESY-ANTICALC-D06 27Documento88 páginas012 User Manual - TESY-ANTICALC-D06 27Raniero FalzonAinda não há avaliações
- 81 14 DesignDocumento9 páginas81 14 DesignRaniero FalzonAinda não há avaliações
- Stress Analysis of A Truck Chassis With Riveted JointsDocumento16 páginasStress Analysis of A Truck Chassis With Riveted JointswaqasjeralAinda não há avaliações
- Seakeeping ExercisesDocumento26 páginasSeakeeping ExercisesRaniero FalzonAinda não há avaliações
- Tribological Behaviour of Shot Peened Cu-Ni Austempered Ductile IronDocumento9 páginasTribological Behaviour of Shot Peened Cu-Ni Austempered Ductile IronRaniero FalzonAinda não há avaliações
- What Is The Best Method For Preheating 4130Documento5 páginasWhat Is The Best Method For Preheating 4130Raniero FalzonAinda não há avaliações
- Thin CylinderDocumento16 páginasThin CylinderPranksterz StarzAinda não há avaliações
- Curved BeamDocumento2 páginasCurved BeamRaniero Falzon0% (1)
- Lab Report Bl2Documento25 páginasLab Report Bl2Raniero Falzon0% (1)
- BS EN 00003-3-1996 ScanDocumento16 páginasBS EN 00003-3-1996 ScanRinu RavikumarAinda não há avaliações
- EU Standards For BoatsDocumento11 páginasEU Standards For BoatsRaniero FalzonAinda não há avaliações
- 8 Chemical PresentationDocumento18 páginas8 Chemical PresentationRaniero FalzonAinda não há avaliações
- Mollier Chart WaterDocumento1 páginaMollier Chart Waterchouchou575% (8)
- Producing A Thesis Using WordDocumento59 páginasProducing A Thesis Using WordRaniero FalzonAinda não há avaliações
- Answers To Selected Haomework ProblemsDocumento32 páginasAnswers To Selected Haomework ProblemsAzam RoslanAinda não há avaliações
- RP Lecture6and7Documento41 páginasRP Lecture6and7Tarek MohamedAinda não há avaliações
- Future Ship Powering Options ReportDocumento51 páginasFuture Ship Powering Options ReportRaniero FalzonAinda não há avaliações
- Calculus: Techniques of IntegrationDocumento26 páginasCalculus: Techniques of IntegrationSamuel PascuaAinda não há avaliações
- SPSSDocumento31 páginasSPSSRaniero FalzonAinda não há avaliações
- Producing A Thesis Using WordDocumento59 páginasProducing A Thesis Using WordRaniero FalzonAinda não há avaliações
- LIGA and Its ApplicationsDocumento484 páginasLIGA and Its ApplicationsRaniero FalzonAinda não há avaliações
- FluidsDocumento101 páginasFluidsRaniero FalzonAinda não há avaliações
- FluidsDocumento101 páginasFluidsRaniero FalzonAinda não há avaliações
- Becker ManualDocumento62 páginasBecker ManualyogeshroshanAinda não há avaliações
- Single Composite Beam With Deck Slab Design - ISMBDocumento94 páginasSingle Composite Beam With Deck Slab Design - ISMBHAZIRACFS SURAT100% (1)
- Astm A426Documento5 páginasAstm A426Sỹ HiệpAinda não há avaliações
- Unit 3 Lateral Earth Pressure1Documento19 páginasUnit 3 Lateral Earth Pressure1Julia FlorencioAinda não há avaliações
- PROPPA Promo WebDocumento2 páginasPROPPA Promo WebSamir DamaniAinda não há avaliações
- AV Maintenance Manual - R1Documento15 páginasAV Maintenance Manual - R1Faiz MiserangAinda não há avaliações
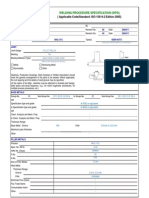
- Welding Procedure Specification (WPS) : (Applicable Code/Standard: ISO 15614-2 Edition 2005)Documento2 páginasWelding Procedure Specification (WPS) : (Applicable Code/Standard: ISO 15614-2 Edition 2005)saioman100% (7)
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Documento18 páginasInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Ramiro Pedro Tarazona Hinostroza100% (1)
- Mixer 4640Documento58 páginasMixer 4640Augusto QuirozAinda não há avaliações
- Supracell Circular Daf: Dissolved Air Flotation ClarifierDocumento2 páginasSupracell Circular Daf: Dissolved Air Flotation ClarifierKevin KeaneAinda não há avaliações
- CNC EbookDocumento1.066 páginasCNC Ebooklibrojames93% (14)
- RT Drive Device User ManualDocumento13 páginasRT Drive Device User ManualJohn SimancaAinda não há avaliações
- Yellow JacketDocumento6 páginasYellow Jacketnod69assAinda não há avaliações
- PVT Experiment IndividualDocumento36 páginasPVT Experiment IndividualnursyakirahrahimAinda não há avaliações
- Oznake Auto ReleaDocumento4 páginasOznake Auto ReleapagapagaAinda não há avaliações
- RTP PipeDocumento15 páginasRTP PipeHellClown1982Ainda não há avaliações
- XR30C - XR30D: Digital Controller With Off Cycle DefrostDocumento4 páginasXR30C - XR30D: Digital Controller With Off Cycle DefrostJennifer Eszter SárközyAinda não há avaliações
- 1-Relative Velocity in Special Relativity: Page898 CollegeDocumento26 páginas1-Relative Velocity in Special Relativity: Page898 CollegeAbdulrhman fAinda não há avaliações
- Outline, Genset: A055J590 ArrowDocumento2 páginasOutline, Genset: A055J590 ArrowmahranAinda não há avaliações
- Gate Ce Set 2 Question Paper 84Documento20 páginasGate Ce Set 2 Question Paper 84Avinash KumarAinda não há avaliações
- Piping Construction STDDocumento58 páginasPiping Construction STDAnonymous dSFbLxc9Ainda não há avaliações
- Report PDFDocumento2 páginasReport PDFyuberAinda não há avaliações
- World Class Visual Lubrication Reliability ProgramDocumento53 páginasWorld Class Visual Lubrication Reliability ProgramJuan Jiménez GamezAinda não há avaliações
- Hubbel ATS PDFDocumento16 páginasHubbel ATS PDFalexiuteodorAinda não há avaliações
- Robot Dynamics Equations and AlgorithmsDocumento10 páginasRobot Dynamics Equations and Algorithmsأحمد دعبسAinda não há avaliações
- Vibrations of Shells and PlatesDocumento586 páginasVibrations of Shells and PlatesAres ZhaoAinda não há avaliações
- Cummins 75 Kva - Ficha TecnicaDocumento4 páginasCummins 75 Kva - Ficha TecnicaEduardo CortezAinda não há avaliações
- Gear Manufacturing Process With QuestionsDocumento60 páginasGear Manufacturing Process With QuestionsUjwala Sonawane100% (1)
- Conval Clampseal Catalog 2019Documento44 páginasConval Clampseal Catalog 2019Roger SeaverAinda não há avaliações
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesNo EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesNota: 4.5 de 5 estrelas4.5/5 (21)
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsNo EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsNota: 4.5 de 5 estrelas4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressNo EverandNuclear Energy in the 21st Century: World Nuclear University PressNota: 4.5 de 5 estrelas4.5/5 (3)
- Introduction to Power System ProtectionNo EverandIntroduction to Power System ProtectionNota: 5 de 5 estrelas5/5 (1)
- The Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceNo EverandThe Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceAinda não há avaliações
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterNo EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterAinda não há avaliações
- Shorting the Grid: The Hidden Fragility of Our Electric GridNo EverandShorting the Grid: The Hidden Fragility of Our Electric GridNota: 4.5 de 5 estrelas4.5/5 (2)
- A Pathway to Decarbonise the Shipping Sector by 2050No EverandA Pathway to Decarbonise the Shipping Sector by 2050Ainda não há avaliações
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialAinda não há avaliações
- Heat Transfer Engineering: Fundamentals and TechniquesNo EverandHeat Transfer Engineering: Fundamentals and TechniquesNota: 4 de 5 estrelas4/5 (1)
- Handbook on Battery Energy Storage SystemNo EverandHandbook on Battery Energy Storage SystemNota: 4.5 de 5 estrelas4.5/5 (2)
- Photovoltaic Solar Energy: From Fundamentals to ApplicationsNo EverandPhotovoltaic Solar Energy: From Fundamentals to ApplicationsAinda não há avaliações
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsAinda não há avaliações
- Power Electronics Diploma Interview Q&A: Career GuideNo EverandPower Electronics Diploma Interview Q&A: Career GuideAinda não há avaliações
- Practical Reservoir Engineering and CharacterizationNo EverandPractical Reservoir Engineering and CharacterizationNota: 4.5 de 5 estrelas4.5/5 (3)
- Live Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerNo EverandLive Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerAinda não há avaliações
- Fundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsNo EverandFundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsAinda não há avaliações
- Idaho Falls: The Untold Story of America's First Nuclear AccidentNo EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentNota: 4.5 de 5 estrelas4.5/5 (21)
- VSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsNo EverandVSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsAinda não há avaliações
- Electrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977No EverandElectrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977Ainda não há avaliações
- An Introduction to Renewable Energy Sources : Environment Books for Kids | Children's Environment BooksNo EverandAn Introduction to Renewable Energy Sources : Environment Books for Kids | Children's Environment BooksAinda não há avaliações
- Introduction to Power System ProtectionNo EverandIntroduction to Power System ProtectionAinda não há avaliações
- RV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!No EverandRV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!Ainda não há avaliações
- Global Landscape of Renewable Energy FinanceNo EverandGlobal Landscape of Renewable Energy FinanceAinda não há avaliações
- Simulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetNo EverandSimulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetNota: 2 de 5 estrelas2/5 (1)