Você também pode gostar
- FMEADocumento4 páginasFMEABERNARDO MALACARAAinda não há avaliações
- Seminar Report - Atharva - Sanglikar - 19121236Documento22 páginasSeminar Report - Atharva - Sanglikar - 19121236Atharva SanglikarAinda não há avaliações
- Design, Structural Analysis and D-FMEA of Automobile Manual Transmission Gear-BoxDocumento32 páginasDesign, Structural Analysis and D-FMEA of Automobile Manual Transmission Gear-BoxAtul DahiyaAinda não há avaliações
- Experiment No 7 MEMDocumento11 páginasExperiment No 7 MEMImdad JalaliAinda não há avaliações
- FMEADocumento35 páginasFMEAFaizan SamdaniAinda não há avaliações
- FMEADocumento5 páginasFMEAAkanksha KumariAinda não há avaliações
- The 5 Core ToolDocumento17 páginasThe 5 Core ToolRajesh GhoshAinda não há avaliações
- The 5 Core ToolDocumento17 páginasThe 5 Core ToolRajesh GhoshAinda não há avaliações
- 1 CT AmefDocumento23 páginas1 CT AmefCuenta PokemonAinda não há avaliações
- Introduction To Failure ModeDocumento10 páginasIntroduction To Failure ModeAMIT THAKKARAinda não há avaliações
- FMEADocumento49 páginasFMEAHermanManru100% (1)
- Presentation On FmeaDocumento15 páginasPresentation On FmeaA Veda SagarAinda não há avaliações
- Advanced PFMEADocumento22 páginasAdvanced PFMEAHassan KhanAinda não há avaliações
- FMEA ObjectiveDocumento2 páginasFMEA ObjectivenyanaprgasamAinda não há avaliações
- Snee FMEAwithBillRodebaughWileyEncyclopediaDocumento7 páginasSnee FMEAwithBillRodebaughWileyEncyclopediaMaria Inês Viçoso Vila VerdeAinda não há avaliações
- Core Tools PDFDocumento3 páginasCore Tools PDFR.BalasubramaniAinda não há avaliações
- Failure Mode and Effects Analysis (Design) : Importance in NPD ProcessDocumento12 páginasFailure Mode and Effects Analysis (Design) : Importance in NPD Processsushant3240Ainda não há avaliações
- What You Need To Know About Failure Mode and Effects AnalysisDocumento4 páginasWhat You Need To Know About Failure Mode and Effects AnalysischrsitianAinda não há avaliações
- FMEADocumento10 páginasFMEAsriramoj100% (1)
- Standard Operating Procedure: A Process Failure Mode Effects Analysis (PFMEA)Documento2 páginasStandard Operating Procedure: A Process Failure Mode Effects Analysis (PFMEA)Nikhil Singla0% (1)
- Problem Solving and Analysis Tools Failure Modes and Effects Analysis - FmeaDocumento7 páginasProblem Solving and Analysis Tools Failure Modes and Effects Analysis - FmeaAhmed M. HashimAinda não há avaliações
- The Purpose of An FMEADocumento22 páginasThe Purpose of An FMEAKishanAinda não há avaliações
- PFMEADocumento13 páginasPFMEASarigameAinda não há avaliações
- What You Need To Know About Failure Mode and Effects AnalysisDocumento5 páginasWhat You Need To Know About Failure Mode and Effects AnalysisFloreidAinda não há avaliações
- Apparel Quality Management FmeaDocumento12 páginasApparel Quality Management FmeaSakshi SinghAinda não há avaliações
- FMEADocumento23 páginasFMEAtbmariAinda não há avaliações
- FMEADocumento20 páginasFMEARonillo PormonAinda não há avaliações
- FMEA A Complete Guide To Identifying and Preventing Risks in Your CompanyDocumento42 páginasFMEA A Complete Guide To Identifying and Preventing Risks in Your CompanyGabriel Domé100% (1)
- History of FMEA: FMEA Cause and Effect DiagramDocumento8 páginasHistory of FMEA: FMEA Cause and Effect Diagramervikas34Ainda não há avaliações
- Risk Analysis Method: FMEA/FMECA in The OrganizationsDocumento9 páginasRisk Analysis Method: FMEA/FMECA in The OrganizationsrusitadianAinda não há avaliações
- Failure Mode and Effect Analysis ThesisDocumento4 páginasFailure Mode and Effect Analysis Thesiscarolinalewiswashington100% (2)
- Failure Modes and EffectsDocumento23 páginasFailure Modes and Effectsdm mAinda não há avaliações
- Failure Mode Effect Analysis FMEADocumento32 páginasFailure Mode Effect Analysis FMEApsrajjAinda não há avaliações
- AIAG FMEA Manual The BenchmarkDocumento2 páginasAIAG FMEA Manual The BenchmarkUmer Al-FaisalAinda não há avaliações
- FMEA For Manufacturing and Assembly ProcessDocumento9 páginasFMEA For Manufacturing and Assembly ProcessAsep SuryanaAinda não há avaliações
- FMEADocumento3 páginasFMEAsyahrulAinda não há avaliações
- 2.failure Mode and Effective Analysis - 1 SlideDocumento36 páginas2.failure Mode and Effective Analysis - 1 SlideAriq CahyantoAinda não há avaliações
- FMEADocumento42 páginasFMEAibal_machine100% (1)
- Failure Mode and Effect AnalysisDocumento9 páginasFailure Mode and Effect AnalysisameliaAinda não há avaliações
- FMEA Failure Modes Effects Analysis PDFDocumento32 páginasFMEA Failure Modes Effects Analysis PDFVILLANUEVA_DANIEL2064100% (1)
- GS-0002D, Design FMEADocumento26 páginasGS-0002D, Design FMEAmesa142100% (1)
- Failure Mode and Effect AnalysisDocumento21 páginasFailure Mode and Effect AnalysisAnkita SinhaAinda não há avaliações
- Failure Modes And: Step-By-Step FailuresDocumento31 páginasFailure Modes And: Step-By-Step FailuresVimala Selvaraj VimalaAinda não há avaliações
- Session 11 12 - FMECADocumento21 páginasSession 11 12 - FMECASusanoo12Ainda não há avaliações
- Process FmeaDocumento8 páginasProcess Fmeaanirudha samalAinda não há avaliações
- 10 Steps To Conduct A PFMEA - QualityTrainingPortalDocumento2 páginas10 Steps To Conduct A PFMEA - QualityTrainingPortalaylin bidoAinda não há avaliações
- Failure Modes and Effects Analysis (Fmea) : Mechanical Engineering, September 1993Documento5 páginasFailure Modes and Effects Analysis (Fmea) : Mechanical Engineering, September 1993JeevanAinda não há avaliações
- Prem Kumar SDocumento24 páginasPrem Kumar SPrem KumarAinda não há avaliações
- 5 A FMEA BFDocumento35 páginas5 A FMEA BFDevspringAinda não há avaliações
- FMEADocumento5 páginasFMEAAhmed KsibiAinda não há avaliações
- Innovative Approach To FMEA Facilitation: Govind RamuDocumento34 páginasInnovative Approach To FMEA Facilitation: Govind Ramukskr_44Ainda não há avaliações
- Failure Mode and Effects Analysis (FMEA)Documento37 páginasFailure Mode and Effects Analysis (FMEA)Charlie Tubaon100% (3)
- FMEADocumento36 páginasFMEAAnoop PrajapatiAinda não há avaliações
- Publisher Namespringer, London Print Isbn978-1-84882-471-3 Online Isbn978-1-84882-472-0 Ebook PackagesDocumento3 páginasPublisher Namespringer, London Print Isbn978-1-84882-471-3 Online Isbn978-1-84882-472-0 Ebook PackagesEva WatiAinda não há avaliações
- FMEA Failure Modes & Effects AnalysisDocumento32 páginasFMEA Failure Modes & Effects AnalysisSherif Eltoukhi100% (7)
- Failure Modes and Effects AnalysisDocumento6 páginasFailure Modes and Effects Analysiskp pkAinda não há avaliações
- FMEA konkret: Preventive risk analysis concretely with FMEA plus. The series of successful developers, trainers and presenters.No EverandFMEA konkret: Preventive risk analysis concretely with FMEA plus. The series of successful developers, trainers and presenters.Ainda não há avaliações
- Configuration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingNo EverandConfiguration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingAinda não há avaliações
- Paint ProcessDocumento65 páginasPaint ProcessDearRed FrankAinda não há avaliações
- ISOPLOT Excel Spreadshett MacroDocumento8 páginasISOPLOT Excel Spreadshett MacroDearRed FrankAinda não há avaliações
- Tolerance Analysis ExampleDocumento10 páginasTolerance Analysis ExampleDearRed FrankAinda não há avaliações
- 6 SIGMA-Questions and Answers PDFDocumento37 páginas6 SIGMA-Questions and Answers PDFDearRed FrankAinda não há avaliações
- LEGO 21028 New York MapDocumento116 páginasLEGO 21028 New York MapDearRed FrankAinda não há avaliações
- Introduccion A La EstadisticaDocumento195 páginasIntroduccion A La EstadisticaDearRed FrankAinda não há avaliações
- Lean Six SigmaDocumento1 páginaLean Six SigmaDearRed FrankAinda não há avaliações
- CMD Best Practices - 2016Documento45 páginasCMD Best Practices - 2016DearRed FrankAinda não há avaliações
- GD&T ReferenceDocumento2 páginasGD&T ReferenceJosh ByronAinda não há avaliações
- The LEAN OFFICEDocumento11 páginasThe LEAN OFFICEDearRed FrankAinda não há avaliações
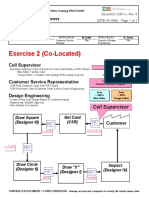
- Operating Procedure Exercise 2Documento1 páginaOperating Procedure Exercise 2DearRed FrankAinda não há avaliações
- NMC Lean Office ExercisesDocumento36 páginasNMC Lean Office ExercisesDearRed FrankAinda não há avaliações
- VSM and Data CollectionDocumento6 páginasVSM and Data CollectionDearRed FrankAinda não há avaliações
- VSM and Data CollectionDocumento6 páginasVSM and Data CollectionDearRed FrankAinda não há avaliações
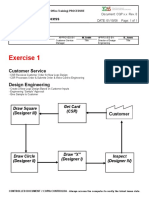
- Exercise 1: Customer Service Design EngineeringDocumento1 páginaExercise 1: Customer Service Design EngineeringDearRed FrankAinda não há avaliações
- 950 MW Coal Fired Power Plant DesignDocumento78 páginas950 MW Coal Fired Power Plant DesignJohn Paul Coñge Ramos0% (1)
- SPC Abc Security Agrmnt PDFDocumento6 páginasSPC Abc Security Agrmnt PDFChristian Comunity100% (3)
- A Religious LeadershipDocumento232 páginasA Religious LeadershipBonganiAinda não há avaliações
- Allplan 2006 Engineering Tutorial PDFDocumento374 páginasAllplan 2006 Engineering Tutorial PDFEvelin EsthefaniaAinda não há avaliações
- Project Management: Chapter-2Documento26 páginasProject Management: Chapter-2Juned BhavayaAinda não há avaliações
- Service Manual Lumenis Pulse 30HDocumento99 páginasService Manual Lumenis Pulse 30HNodir AkhundjanovAinda não há avaliações
- Pthread TutorialDocumento26 páginasPthread Tutorialapi-3754827Ainda não há avaliações
- Validation of AnalyticalDocumento307 páginasValidation of AnalyticalJagdish ChanderAinda não há avaliações
- V Series: Three Wheel, Counterbalanced Lift TruckDocumento126 páginasV Series: Three Wheel, Counterbalanced Lift TruckВиктор МушкинAinda não há avaliações
- Time-Dependent Deformation of Shaly Rocks in Southern Ontario 1978Documento11 páginasTime-Dependent Deformation of Shaly Rocks in Southern Ontario 1978myplaxisAinda não há avaliações
- QG To AIS 2017 PDFDocumento135 páginasQG To AIS 2017 PDFMangoStarr Aibelle VegasAinda não há avaliações
- 88 - 02 Exhaust Manifold Gasket Service BulletinDocumento3 páginas88 - 02 Exhaust Manifold Gasket Service BulletinGerrit DekkerAinda não há avaliações
- Service Manual: Model: R410, RB410, RV410, RD410 SeriesDocumento116 páginasService Manual: Model: R410, RB410, RV410, RD410 SeriesJorge Eustaquio da SilvaAinda não há avaliações
- Data Sheet: Elcometer 108 Hydraulic Adhesion TestersDocumento3 páginasData Sheet: Elcometer 108 Hydraulic Adhesion TesterstilanfernandoAinda não há avaliações
- Introduction To AirtelDocumento6 páginasIntroduction To AirtelPriya Gupta100% (1)
- AutoCAD Dinamicki Blokovi Tutorijal PDFDocumento18 páginasAutoCAD Dinamicki Blokovi Tutorijal PDFMilan JovicicAinda não há avaliações
- A Survey On Multicarrier Communications Prototype PDFDocumento28 páginasA Survey On Multicarrier Communications Prototype PDFDrAbdallah NasserAinda não há avaliações
- DT2 (80 82)Documento18 páginasDT2 (80 82)Anonymous jbeHFUAinda não há avaliações
- BMT6138 Advanced Selling and Negotiation Skills: Digital Assignment-1Documento9 páginasBMT6138 Advanced Selling and Negotiation Skills: Digital Assignment-1Siva MohanAinda não há avaliações
- Go Ask Alice EssayDocumento6 páginasGo Ask Alice Essayafhbexrci100% (2)
- Elliot WaveDocumento11 páginasElliot WavevikramAinda não há avaliações
- Napoleon RXT425SIBPK Owner's ManualDocumento48 páginasNapoleon RXT425SIBPK Owner's ManualFaraaz DamjiAinda não há avaliações
- EE1000 DC Networks Problem SetDocumento7 páginasEE1000 DC Networks Problem SetAmit DipankarAinda não há avaliações
- 1.mukherjee - 2019 - SMM - Customers Passion For BrandsDocumento14 páginas1.mukherjee - 2019 - SMM - Customers Passion For BrandsnadimAinda não há avaliações
- Agreement Deed BangladeshDocumento8 páginasAgreement Deed BangladeshVabna EnterpriseAinda não há avaliações
- Preventing OOS DeficienciesDocumento65 páginasPreventing OOS Deficienciesnsk79in@gmail.comAinda não há avaliações
- 1grade 9 Daily Lesson Log For Demo 1 4Documento5 páginas1grade 9 Daily Lesson Log For Demo 1 4cristy olivaAinda não há avaliações
- Design & Construction of New River Bridge On Mula RiverDocumento133 páginasDesign & Construction of New River Bridge On Mula RiverJalal TamboliAinda não há avaliações
- Chapter Two Complexity AnalysisDocumento40 páginasChapter Two Complexity AnalysisSoressa HassenAinda não há avaliações
- Vicente, Vieyah Angela A.-HG-G11-Q4-Mod-9Documento10 páginasVicente, Vieyah Angela A.-HG-G11-Q4-Mod-9Vieyah Angela VicenteAinda não há avaliações