Você também pode gostar
- Soldadura MAG de estructuras de acero al carbono. FMEC0210No EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Ainda não há avaliações
- Estructura Del ContratoDocumento5 páginasEstructura Del Contratojujg86% (7)
- Procedimiento para El Tendido de Cables EléctricosDocumento14 páginasProcedimiento para El Tendido de Cables EléctricosGersayn Vite HAinda não há avaliações
- Diseño de utillajes, matricería y prototipado con SolidWorksNo EverandDiseño de utillajes, matricería y prototipado con SolidWorksNota: 3 de 5 estrelas3/5 (1)
- Consejos de Un Experto para El Montaje de EstructurasDocumento19 páginasConsejos de Un Experto para El Montaje de EstructurasFelipe Díaz FloresAinda não há avaliações
- Montaje de soportes y ensamblaje de tuberías. FMEC0108No EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Nota: 5 de 5 estrelas5/5 (1)
- Administración de La ConstrucciónDocumento38 páginasAdministración de La ConstrucciónGersayn Vite HAinda não há avaliações
- Matriceria ProgresivaDocumento8 páginasMatriceria ProgresivaJosue Mamani AquinoAinda não há avaliações
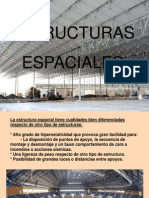
- Estructuras EspacialesDocumento68 páginasEstructuras EspacialesJesus Quezada100% (3)
- Compendio 1 Método CientíficoDocumento12 páginasCompendio 1 Método Científicopelontuwe100% (1)
- DISEÑO Losas Monoliticas, Muros y CastillosDocumento92 páginasDISEÑO Losas Monoliticas, Muros y CastillosWilfredo Subero B100% (2)
- DISEÑO Losas Monoliticas, Muros y CastillosDocumento92 páginasDISEÑO Losas Monoliticas, Muros y CastillosWilfredo Subero B100% (2)
- Rinoplastia: Cirugía de corrección y perfeccionamiento de la narizDocumento52 páginasRinoplastia: Cirugía de corrección y perfeccionamiento de la narizSonia BermudezAinda não há avaliações
- Desmontaje y montaje de elementos de aluminio. TMVL0309No EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Ainda não há avaliações
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209No EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Ainda não há avaliações
- Informe de FresadoraDocumento18 páginasInforme de FresadoraJosue Rosas100% (1)
- Tecnologia de FabricacionDocumento100 páginasTecnologia de FabricacionEvelin Mamani50% (2)
- Matriceria Cuestionario ML PDFDocumento10 páginasMatriceria Cuestionario ML PDFLuis PilcoAinda não há avaliações
- Conformado de Chapas MetálicasDocumento83 páginasConformado de Chapas MetálicascirellioAinda não há avaliações
- BriefDocumento4 páginasBriefIdelso Melgarejo Quispe83% (6)
- La piel: barrera protectora del cuerpoDocumento4 páginasLa piel: barrera protectora del cuerpomerichennAinda não há avaliações
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209No EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Ainda não há avaliações
- Gestión seguridad salud trabajoDocumento8 páginasGestión seguridad salud trabajoYesica CañizaresAinda não há avaliações
- Programa de Desarrollo PsicomotorDocumento8 páginasPrograma de Desarrollo PsicomotorEduardo Cristofer Insuasti Ortega50% (2)
- Trabajo Diseño Elementos de MaquinasDocumento24 páginasTrabajo Diseño Elementos de MaquinasIsidro Fabian Otaiza FernandezAinda não há avaliações
- Trabajo Sobre Piezas Mecanicas (Taladro, Torno, Fresado)Documento63 páginasTrabajo Sobre Piezas Mecanicas (Taladro, Torno, Fresado)Nilson DíazAinda não há avaliações
- Informe de Organos de MaquinosDocumento27 páginasInforme de Organos de MaquinosLuiggi Tavara0% (1)
- Matriceria ExDocumento16 páginasMatriceria ExAlex gyamanAinda não há avaliações
- Asignación II ProcesoDocumento9 páginasAsignación II ProcesoCarlos GerdezAinda não há avaliações
- Matriceria Adrian PillajoDocumento9 páginasMatriceria Adrian PillajoJose Ernesto Pillajo CabezasAinda não há avaliações
- Fabricacion de Troquelado de Una Chapa MetalicaDocumento13 páginasFabricacion de Troquelado de Una Chapa Metalicamaria auora morgan diazAinda não há avaliações
- Ejecución de Estructuras Metálicas - Construpedia PDFDocumento6 páginasEjecución de Estructuras Metálicas - Construpedia PDFGedalías MartínezAinda não há avaliações
- Descripción GeneralDocumento7 páginasDescripción GeneralAlejandro PachecoAinda não há avaliações
- Final de InformeDocumento18 páginasFinal de InformeJohan Manuel Miranda MontezaAinda não há avaliações
- Tema 2: Operaciones con chapaDocumento26 páginasTema 2: Operaciones con chapaJavier Marín MéridaAinda não há avaliações
- Elementos de SujeciónDocumento45 páginasElementos de SujeciónBetsabeAinda não há avaliações
- Trabajo SoldaduraDocumento29 páginasTrabajo SoldaduraSantiago GarciaAinda não há avaliações
- Disco de FrenosDocumento19 páginasDisco de FrenosJoseph Frank Cano OreAinda não há avaliações
- 052 Colocacion Ferralla ArticuloDocumento7 páginas052 Colocacion Ferralla ArticuloKoko GarraldaAinda não há avaliações
- Tema 06 - Procedimientos y Tecnicas de FresadoDocumento28 páginasTema 06 - Procedimientos y Tecnicas de FresadojorgequiereviolarafernandoAinda não há avaliações
- Roscas MecánicasDocumento5 páginasRoscas MecánicasGuzman CharlesAinda não há avaliações
- SoftwareDocumento4 páginasSoftwareDanielaAinda não há avaliações
- Perfilado de chapa metálicaDocumento8 páginasPerfilado de chapa metálicaFreddy Mamani AtayupanquiAinda não há avaliações
- Alzira Modulo3 UD8 ProcedimientosMecanizadoDocumento43 páginasAlzira Modulo3 UD8 ProcedimientosMecanizadofrioycalorAinda não há avaliações
- Diseño de Estructuras Metálicas para TechosDocumento10 páginasDiseño de Estructuras Metálicas para Techosulda nuñezAinda não há avaliações
- Examen Final de Proceso de Manufactura IiDocumento7 páginasExamen Final de Proceso de Manufactura IiHaydee CardozaHuimanAinda não há avaliações
- CizalladoDocumento7 páginasCizalladoDICKSONAinda não há avaliações
- Union (Mecanismos)Documento10 páginasUnion (Mecanismos)GerardoSalazarAinda não há avaliações
- Di-5-Planchas DelgadasDocumento46 páginasDi-5-Planchas DelgadasMayra Pacahuala AguirreAinda não há avaliações
- Diseño asistido por computadora de elementos mecánicosDocumento42 páginasDiseño asistido por computadora de elementos mecánicosGuapazoMamaniAinda não há avaliações
- Procesos Constructivos Estructura MetalicaDocumento8 páginasProcesos Constructivos Estructura MetalicaLuz Marina Merchan ZambranoAinda não há avaliações
- TROQUELADODocumento5 páginasTROQUELADOSara BetancourtAinda não há avaliações
- Sujecion MecanicaDocumento27 páginasSujecion Mecanicaalexis aldair aleman suarezAinda não há avaliações
- Diseño de Una Cierra de Cinta-Diseño - Rosero - SánchezDocumento7 páginasDiseño de Una Cierra de Cinta-Diseño - Rosero - SánchezJefferson Rosero Jeff CLAinda não há avaliações
- INFORME FRESADORADocumento19 páginasINFORME FRESADORAMilagros Shamira Escarcena SerrutoAinda não há avaliações
- TROQUELESDocumento8 páginasTROQUELESObed Armando Cabrera YbarraAinda não há avaliações
- Metodologia Aplicadas en Los Procesos de ManufacturaDocumento8 páginasMetodologia Aplicadas en Los Procesos de ManufacturaRaul PuenteAinda não há avaliações
- Tarea Numero 7Documento3 páginasTarea Numero 7karitoAinda não há avaliações
- S03.s1 - Uniones MecánicasDocumento51 páginasS03.s1 - Uniones MecánicasdeborahvaldezbAinda não há avaliações
- Guía 07 Fresado y Torneado ConvencionalDocumento9 páginasGuía 07 Fresado y Torneado ConvencionalJuan Carlos GomezAinda não há avaliações
- Conexiones FlexiblesDocumento18 páginasConexiones FlexiblesBryan Eloy Martínez HualpaAinda não há avaliações
- Guía I de Chasis y Herramientas AnexasDocumento6 páginasGuía I de Chasis y Herramientas AnexasAnibal CampañaAinda não há avaliações
- Trazado y CurvadoDocumento10 páginasTrazado y CurvadoJesús VásquezAinda não há avaliações
- UT7 Operaciones de Conformado.6Documento27 páginasUT7 Operaciones de Conformado.6Ernesto BonillaAinda não há avaliações
- PERFILADODocumento3 páginasPERFILADOcarlosAinda não há avaliações
- Perfil LDocumento7 páginasPerfil LLUZAinda não há avaliações
- Placa ColaboranteDocumento13 páginasPlaca Colaboranteestalin aldair delgado fernandezAinda não há avaliações
- Ut 1 MCM - Cizallado PDFDocumento23 páginasUt 1 MCM - Cizallado PDFSaul Vega EspinozaAinda não há avaliações
- Foro de Mecanica AplicadaDocumento12 páginasForo de Mecanica AplicadaCRISTIAN CEFERINO LIVIMORO LOAZAAinda não há avaliações
- Elementos de MaquinaDocumento16 páginasElementos de MaquinaRomulo Quiroz HerreraAinda não há avaliações
- Calculos Cargas UnitariasDocumento3 páginasCalculos Cargas UnitariasGersayn Vite HAinda não há avaliações
- Elementos en El Manejo de GruposDocumento3 páginasElementos en El Manejo de GruposGersayn Vite HAinda não há avaliações
- Tipos de Liderazgo (Según Max Weber)Documento1 páginaTipos de Liderazgo (Según Max Weber)Gersayn Vite HAinda não há avaliações
- Pesos de MotoresDocumento2 páginasPesos de MotoresGersayn Vite HAinda não há avaliações
- Perfiles de AceroDocumento9 páginasPerfiles de AceroGersayn Vite HAinda não há avaliações
- Fabricación perfiles laminados calienteDocumento3 páginasFabricación perfiles laminados calienteGersayn Vite HAinda não há avaliações
- Muros Con PetDocumento2 páginasMuros Con PetGersayn Vite HAinda não há avaliações
- Definición de ProbabilidadDocumento3 páginasDefinición de ProbabilidadGersayn Vite HAinda não há avaliações
- Tipos de RazonamientoDocumento2 páginasTipos de RazonamientoGersayn Vite HAinda não há avaliações
- CohesiónDocumento3 páginasCohesiónGersayn Vite HAinda não há avaliações
- Lista de Rocas Por Orden AlfabéticoDocumento28 páginasLista de Rocas Por Orden AlfabéticoGersayn Vite HAinda não há avaliações
- Ejecucion de ObrasDocumento2 páginasEjecucion de ObrasGersayn Vite HAinda não há avaliações
- Proceso AdministrativoDocumento3 páginasProceso AdministrativoGersayn Vite HAinda não há avaliações
- Concreto hidráulico carpetasDocumento8 páginasConcreto hidráulico carpetasMisael Bapo PortugalAinda não há avaliações
- Ayuda Diagnostica1 - Share UnlockedDocumento2 páginasAyuda Diagnostica1 - Share UnlockedSaid ObesoAinda não há avaliações
- IDIFDocumento6 páginasIDIFCarolina Alexandra100% (2)
- Epistemología de La SaludDocumento14 páginasEpistemología de La SaludabdielsiraAinda não há avaliações
- Oracion 27 de OctubreDocumento3 páginasOracion 27 de OctubreXimena VizcainoAinda não há avaliações
- Monografia PDFDocumento81 páginasMonografia PDFzulyleonardoAinda não há avaliações
- Tabla de ReflejoDocumento2 páginasTabla de ReflejoCamilaFernandaAinda não há avaliações
- Las Defensas Del Organismo HumanoDocumento10 páginasLas Defensas Del Organismo HumanoMili GarcíaAinda não há avaliações
- Taller RCVDocumento7 páginasTaller RCVNicol AbreoAinda não há avaliações
- Coronas de Acero CromoDocumento2 páginasCoronas de Acero CromoMariela Eleese CalixAinda não há avaliações
- Accidentes y Enfermedades. Capacitación FinalDocumento27 páginasAccidentes y Enfermedades. Capacitación FinalDaniels onlineAinda não há avaliações
- DUC - 1072 - Sustentacion NormasDocumento11 páginasDUC - 1072 - Sustentacion NormasMantenimiento Aseo MantysasAinda não há avaliações
- Medición del sonido: escalas logarítmicas y niveles de presión, potencia e intensidadDocumento9 páginasMedición del sonido: escalas logarítmicas y niveles de presión, potencia e intensidadIleana FernandezAinda não há avaliações
- Base de Datos ConvenidosDocumento17 páginasBase de Datos ConvenidosMarcela MarAinda não há avaliações
- Anís - BIRRApertorio Del XinoDocumento11 páginasAnís - BIRRApertorio Del XinoacardonAinda não há avaliações
- Practica 3 y 4 Diversidad CelularDocumento4 páginasPractica 3 y 4 Diversidad CelularmarulasAinda não há avaliações
- Historia Geológica de La TierraDocumento14 páginasHistoria Geológica de La TierraAlbanny RojasAinda não há avaliações
- InvestigacionDocumento4 páginasInvestigacionpixelmon ProsopioAinda não há avaliações
- Modulo 3 - Electrocardiograma Patologico Version Imprimir - Biblioteca VirtualDocumento32 páginasModulo 3 - Electrocardiograma Patologico Version Imprimir - Biblioteca Virtualreligionparatodos1999Ainda não há avaliações
- Tesis Mabel Taipe FloresDocumento121 páginasTesis Mabel Taipe FloresDeydaraTorresAinda não há avaliações
- Fracturas Del Cuello Del FemurDocumento38 páginasFracturas Del Cuello Del FemurGabriel CadenaAinda não há avaliações
- Folleto EmbarazadaDocumento1 páginaFolleto Embarazadatrodriguez2Ainda não há avaliações
- ¿Es La Codependencia, Una EnfermedadDocumento3 páginas¿Es La Codependencia, Una EnfermedadrgueznoeAinda não há avaliações
- Cap 9 AtomosDocumento2 páginasCap 9 AtomosYESSICAAinda não há avaliações
- (Cathedral Classics) Sun Tzu-Art of War-Aziloth Books (2010)Documento6 páginas(Cathedral Classics) Sun Tzu-Art of War-Aziloth Books (2010)lastname nameAinda não há avaliações