Você também pode gostar
- 30 Biogas CleaningDocumento3 páginas30 Biogas CleaningRichie FrancisAinda não há avaliações
- Use of Biotrickling Filter Technology To Solve Odour and Safety Concerns at Dubai Sports City Sewage Treatment PlantDocumento25 páginasUse of Biotrickling Filter Technology To Solve Odour and Safety Concerns at Dubai Sports City Sewage Treatment PlantChau MinhAinda não há avaliações
- Diligent Etp 1000m3Documento18 páginasDiligent Etp 1000m3Prabhakar DhamaleAinda não há avaliações
- FGD Comparison - Wet Vs Semi Dry Vs DryDocumento6 páginasFGD Comparison - Wet Vs Semi Dry Vs DryAnonymous wIPMQ5rhAinda não há avaliações
- Annexure 3 Effluent Handling 3.1 Pollution Control FacilitiesDocumento6 páginasAnnexure 3 Effluent Handling 3.1 Pollution Control FacilitiesSushma SelaAinda não há avaliações
- Sadesa Paraguay Proposal 11800247 Rev03Documento20 páginasSadesa Paraguay Proposal 11800247 Rev03Natii LopezAinda não há avaliações
- Water Technology OverviewDocumento18 páginasWater Technology OverviewChillie HuAinda não há avaliações
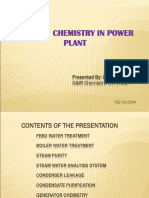
- Role of Chemistry in Power PlantDocumento42 páginasRole of Chemistry in Power Plantsevero97100% (1)
- Flue Gas Desulfurization (FGD) - Wet, Spray Dry, and Dry ScrubbersDocumento6 páginasFlue Gas Desulfurization (FGD) - Wet, Spray Dry, and Dry ScrubbersmrezzaAinda não há avaliações
- Coke Oven Wastewater Formation TreaDocumento10 páginasCoke Oven Wastewater Formation TreaMohit Kumar DasAinda não há avaliações
- Design of Anaerobic Wastewater Treatment Processes - 5th EditionDocumento24 páginasDesign of Anaerobic Wastewater Treatment Processes - 5th EditionTheeva RajAinda não há avaliações
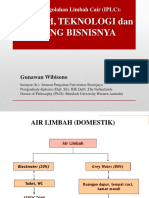
- Instalasi Pengolahan Limbah Cair (IPLC)Documento55 páginasInstalasi Pengolahan Limbah Cair (IPLC)Anonymous 7lXJWlAinda não há avaliações
- Bio ScrubberDocumento10 páginasBio ScrubberSata AjjamAinda não há avaliações
- Role of Chemistry in Power Plant: Presented By: Dilip Kumar O&M Chemistry, NTPC LTDDocumento42 páginasRole of Chemistry in Power Plant: Presented By: Dilip Kumar O&M Chemistry, NTPC LTDOsu AmpawanonAinda não há avaliações
- ETP ReportDocumento18 páginasETP Reportdhanu_lagwankar67% (3)
- Treatment of Slaughterhouse Wastewater - CE 479 - Lawrence - Fall 2006Documento27 páginasTreatment of Slaughterhouse Wastewater - CE 479 - Lawrence - Fall 2006Gokul SubramaniAinda não há avaliações
- Production of Acetic Acid by Methanol CarbonylationDocumento68 páginasProduction of Acetic Acid by Methanol CarbonylationNoman Aslam100% (5)
- Bell, 1970. Disposal of Chemical Cleaning Waste Solvents PDFDocumento18 páginasBell, 1970. Disposal of Chemical Cleaning Waste Solvents PDFFabian MendozaAinda não há avaliações
- Feed and Boiler Water: Language UK Page 1/1Documento15 páginasFeed and Boiler Water: Language UK Page 1/1Alexander BaziotisAinda não há avaliações
- Asme Standards For BoilersDocumento3 páginasAsme Standards For Boilerssiruslara6491100% (2)
- Author: Erwin H.M. Dirkse, DMT Environmental TechnologyDocumento15 páginasAuthor: Erwin H.M. Dirkse, DMT Environmental TechnologyuretenaliAinda não há avaliações
- STP GuideDocumento2 páginasSTP GuideFlow Dynamics IndiaAinda não há avaliações
- Water Treatment and Water ChemistryDocumento2 páginasWater Treatment and Water ChemistryncamacholAinda não há avaliações
- Presentation On: Greywater Recycling & ReuseDocumento18 páginasPresentation On: Greywater Recycling & ReuseSumit TatedAinda não há avaliações
- Waste Water Treatment For Dyestuff IndustryDocumento24 páginasWaste Water Treatment For Dyestuff IndustryAditi Patil100% (4)
- Carryover 2Documento11 páginasCarryover 2Waleed EmaraAinda não há avaliações
- Power Plant ChemistryDocumento52 páginasPower Plant ChemistryAditya ShrivastavaAinda não há avaliações
- WWTPDocumento47 páginasWWTPHar Ley QuinnAinda não há avaliações
- Removal of Hydrogen Sulfide From Biogas Using Dry Desulfurization Systems PDFDocumento4 páginasRemoval of Hydrogen Sulfide From Biogas Using Dry Desulfurization Systems PDFLương Hữu BắcAinda não há avaliações
- Brown Stock WashingDocumento22 páginasBrown Stock Washingtreese2Ainda não há avaliações
- Boiler Blowdown RateDocumento2 páginasBoiler Blowdown RateknsaravanaAinda não há avaliações
- Article 123Documento14 páginasArticle 123Jumana SharanikAinda não há avaliações
- Starch Industry Effluent Treatment PlantDocumento30 páginasStarch Industry Effluent Treatment PlantBSridhar50% (2)
- H2S Paper AD 10Documento3 páginasH2S Paper AD 10Ajit HaridasAinda não há avaliações
- ASBR PresentationDocumento37 páginasASBR PresentationDileep C DileepAinda não há avaliações
- Banglore STP Flow ChartDocumento8 páginasBanglore STP Flow Chartrajesh kandimalla100% (1)
- Novel Technologies Used in Wastewater Treatment in Fertilizer IndustryDocumento5 páginasNovel Technologies Used in Wastewater Treatment in Fertilizer IndustryManiel TipgosAinda não há avaliações
- H2S Tower DesignDocumento20 páginasH2S Tower DesignAnonymous hThGjdZbAinda não há avaliações
- URS - Tanauan Factory WWTP Upgrade PDFDocumento23 páginasURS - Tanauan Factory WWTP Upgrade PDFVer AmorosoAinda não há avaliações
- Handbook On Power Plant ChemistryDocumento17 páginasHandbook On Power Plant ChemistrywertyyyAinda não há avaliações
- Treatment of Slaughterhouse Wastewater - CE 479 - Lawrence - Fall 2006Documento27 páginasTreatment of Slaughterhouse Wastewater - CE 479 - Lawrence - Fall 2006sauroAinda não há avaliações
- Cooling System ArticleDocumento16 páginasCooling System ArticleRiski Nalendra SukmaAinda não há avaliações
- Reducing Biogas Power Generation Costs by Removal of SiloxanesDocumento17 páginasReducing Biogas Power Generation Costs by Removal of SiloxanesMinh TranAinda não há avaliações
- STP 15 Cum PDFDocumento20 páginasSTP 15 Cum PDFMd. Mominul Islam100% (1)
- Pengolahan Limbah CairDocumento21 páginasPengolahan Limbah CairBayuAinda não há avaliações
- Oin-ops-chem-017-Analytical Test Procedures For Water and SteamDocumento166 páginasOin-ops-chem-017-Analytical Test Procedures For Water and SteamraniAinda não há avaliações
- SBR Plant Design PDFDocumento8 páginasSBR Plant Design PDFvishuAinda não há avaliações
- CT4485 Exam 31-01-2012 With AnswersDocumento7 páginasCT4485 Exam 31-01-2012 With AnswersVali100% (1)
- Biogas UpgradingDocumento31 páginasBiogas UpgradingMohamad FarhanAinda não há avaliações
- Boiler MaintenanceDocumento29 páginasBoiler MaintenanceNeng Sri Widianti100% (1)
- TEST BKC4543 Sem 1 20192020Documento5 páginasTEST BKC4543 Sem 1 20192020mustaf mohamedAinda não há avaliações
- Effective Pretreatment For Hydrocarbon Voc RemovalDocumento13 páginasEffective Pretreatment For Hydrocarbon Voc Removalaswad tanjungAinda não há avaliações
- Wastewater Treatment Plant Options and Design CriteriaDocumento14 páginasWastewater Treatment Plant Options and Design Criteriaahmed elbazAinda não há avaliações
- S19 - Louisiana State University - LTC2013Documento35 páginasS19 - Louisiana State University - LTC2013walaywanAinda não há avaliações
- Monin O&mDocumento37 páginasMonin O&mmaizanazaAinda não há avaliações
- Technical Datasheet of SBRDocumento13 páginasTechnical Datasheet of SBRKSPCB KalaburagiAinda não há avaliações
- C. Boiler Internal Cycle Chemistry & ControlDocumento46 páginasC. Boiler Internal Cycle Chemistry & ControlRajendran Srn100% (1)
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisNo EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisNota: 5 de 5 estrelas5/5 (1)
- Modeling, Control, and Optimization of Natural Gas Processing PlantsNo EverandModeling, Control, and Optimization of Natural Gas Processing PlantsNota: 5 de 5 estrelas5/5 (1)
- Citizenship Essay: by NicholasDocumento2 páginasCitizenship Essay: by NicholasIlufoye TundeAinda não há avaliações
- Dallas New Water Drought Contingency PlanDocumento134 páginasDallas New Water Drought Contingency PlanRobert Wilonsky100% (1)
- Graduation Purposes emDocumento27 páginasGraduation Purposes emAlexia IglisanAinda não há avaliações
- PART1Documento98 páginasPART1Raphael CajucomAinda não há avaliações
- Coconut Products: 1.0 Product and Its ApplicationsDocumento6 páginasCoconut Products: 1.0 Product and Its ApplicationsAgri NetAinda não há avaliações
- Mr. Avinash Charwad: Proposed Residential Scheme On SR No.109, Cts No. 2761 (P), Plot No.25, at Bhamburda, PuneDocumento1 páginaMr. Avinash Charwad: Proposed Residential Scheme On SR No.109, Cts No. 2761 (P), Plot No.25, at Bhamburda, PunePratik ShindeAinda não há avaliações
- 05 - Sec. - 4 - Requirements For - Physical - Design PDFDocumento18 páginas05 - Sec. - 4 - Requirements For - Physical - Design PDFPerunding Ecoreka (Wahida)Ainda não há avaliações
- Disassemblability of End of Life VehicleDocumento11 páginasDisassemblability of End of Life VehicleDella PulisanAinda não há avaliações
- Sanitary Drainage SystemDocumento23 páginasSanitary Drainage SystemJhyl Aquino100% (2)
- Plastic Recycling Phase 2Documento37 páginasPlastic Recycling Phase 2api-648688917Ainda não há avaliações
- Talen Energy's Nuclear Reactors Restored To Highest Federal RatingDocumento6 páginasTalen Energy's Nuclear Reactors Restored To Highest Federal RatingAnonymous arnc2g2NAinda não há avaliações
- Happy Cities Summit 2018 SummaryDocumento63 páginasHappy Cities Summit 2018 SummaryCherukupalli Gopala KrishnaAinda não há avaliações
- Number of Questions 23 Number of Questions To Answer 20Documento4 páginasNumber of Questions 23 Number of Questions To Answer 20Engr. Zahid Ur RehmanAinda não há avaliações
- Beko HITV 8733 Service ManualDocumento194 páginasBeko HITV 8733 Service ManualDimitar100% (2)
- CEMP Audit ChecklistDocumento6 páginasCEMP Audit ChecklistNash C. UsopAinda não há avaliações
- BAtching Plant Capex and Opex GuidlinesDocumento12 páginasBAtching Plant Capex and Opex GuidlinesYasir_Wafi_1101Ainda não há avaliações
- HOSPITAL ASSOCIATED Infections Overcoming Emerging Challenge by Dr.T.V.Rao MDDocumento61 páginasHOSPITAL ASSOCIATED Infections Overcoming Emerging Challenge by Dr.T.V.Rao MDtummalapalli venkateswara raoAinda não há avaliações
- ADR10000 - I&M MANUAL - 8.2.4 - 253456107 - Ed01Documento398 páginasADR10000 - I&M MANUAL - 8.2.4 - 253456107 - Ed01Sidy Elbechir DrameAinda não há avaliações
- Phase One Environmental Site Assessment Golder Feb18Documento258 páginasPhase One Environmental Site Assessment Golder Feb18Joe KleimanAinda não há avaliações
- PLB ElementsDocumento50 páginasPLB Elementslouie21Ainda não há avaliações
- Project Design Document SugarDocumento92 páginasProject Design Document SugarSuryakumarAinda não há avaliações
- Interview With Theodore BlosserDocumento115 páginasInterview With Theodore BlossernyecountyhistoryAinda não há avaliações
- 2012-3 National Chemistry OlympiadDocumento14 páginas2012-3 National Chemistry OlympiadRSLAinda não há avaliações
- Aeon Corporate EthicsDocumento0 páginaAeon Corporate EthicsTan SuzenAinda não há avaliações
- Pollution: Essay No. 01Documento19 páginasPollution: Essay No. 01Abid AliAinda não há avaliações
- Manual Bosch BCH3ALL25Documento114 páginasManual Bosch BCH3ALL25PerfectreviewAinda não há avaliações
- Industrial Microbiology: Criteria For The Choice of Raw Materials Used in Industrial MediaDocumento10 páginasIndustrial Microbiology: Criteria For The Choice of Raw Materials Used in Industrial MediaLouella ArtatesAinda não há avaliações
- Site Specific Safety OrientationDocumento39 páginasSite Specific Safety OrientationBernard AmooAinda não há avaliações
- B SafeunitDocumento2 páginasB SafeunitvealealAinda não há avaliações
- Material Safety Data Sheet: Aluminum Phosphide, Phostoxin Detia Detiaphos Tablets & PelletsDocumento6 páginasMaterial Safety Data Sheet: Aluminum Phosphide, Phostoxin Detia Detiaphos Tablets & PelletsRUBEN FERNANDESAinda não há avaliações