Você também pode gostar
- (OK) Manuale Di SaldaturaDocumento19 páginas(OK) Manuale Di Saldaturaenrico sarloAinda não há avaliações
- La Saldatura PDFDocumento28 páginasLa Saldatura PDFFabio IannoneAinda não há avaliações
- 01 Saldatura e Taglio - 2Documento63 páginas01 Saldatura e Taglio - 2Daniele A100% (1)
- Tecnoweld PROCESSDocumento4 páginasTecnoweld PROCESSBranko FerenčakAinda não há avaliações
- Tabella Tecnologica Riassuntiva Dei Principali Metodi Di SaldaturaDocumento1 páginaTabella Tecnologica Riassuntiva Dei Principali Metodi Di Saldaturaferretti.silvioAinda não há avaliações
- Lezione 15 Strutture (Giunti Saldati)Documento46 páginasLezione 15 Strutture (Giunti Saldati)Marco PlebaniAinda não há avaliações
- Saldatura e TaglioDocumento20 páginasSaldatura e TaglioCiaoCrossClub DocumentsAinda não há avaliações
- Saldatura Fattori Di RischioDocumento28 páginasSaldatura Fattori Di RischioMatteoAldoMenduniAinda não há avaliações
- Manuale Di SaldaturaDocumento19 páginasManuale Di SaldaturaPaolo MandisiAinda não há avaliações
- T3 Temperatura TermocoppieDocumento20 páginasT3 Temperatura TermocoppieAndrea CozzolinoAinda não há avaliações
- Elettrocf 2011Documento11 páginasElettrocf 2011Ojosdehuever BizcochéAinda não há avaliações
- Saldatura e BrasaturaDocumento4 páginasSaldatura e Brasaturaalessianeagu05Ainda não há avaliações
- 07.05 - Info - Saldatura Dellacciaio Duro Al Manganese - 2014!06!05Documento2 páginas07.05 - Info - Saldatura Dellacciaio Duro Al Manganese - 2014!06!053834saldAinda não há avaliações
- Le Saldature (Corso Di Tecnologie Meccaniche)Documento39 páginasLe Saldature (Corso Di Tecnologie Meccaniche)Daniele AAinda não há avaliações
- Saldaarco PDFDocumento6 páginasSaldaarco PDFGiancarlo PaolettiAinda não há avaliações
- Saldatura Taglio Elettroerosione PDFDocumento88 páginasSaldatura Taglio Elettroerosione PDFFilippo PanicoAinda não há avaliações
- Saldatura MIG MAGDocumento5 páginasSaldatura MIG MAGdavidemol100% (1)
- Guida Pratica Alla Saldatura1Documento49 páginasGuida Pratica Alla Saldatura1sunny_vx100% (1)
- Catalogo Consumabili SaltecoDocumento52 páginasCatalogo Consumabili SaltecoEraldo MigliavaccaAinda não há avaliações
- 21L2ZV55D ItaDocumento2 páginas21L2ZV55D Itaomon5000Ainda não há avaliações
- (Fai Da Te) Realizzare Una Saldatura Ad Arco - Leroy MerlinDocumento0 página(Fai Da Te) Realizzare Una Saldatura Ad Arco - Leroy MerlinFelice VolpeAinda não há avaliações
- Saldatura e BrasaturaDocumento7 páginasSaldatura e Brasaturacontact.neagualessiaAinda não há avaliações
- Metallurgia Della SaldaturaDocumento19 páginasMetallurgia Della Saldaturayuhanda44Ainda não há avaliações
- 1 7 TigDocumento48 páginas1 7 Tigalilka404Ainda não há avaliações
- Riscaldatori A CircolazioneDocumento5 páginasRiscaldatori A CircolazioneDavid NguyenAinda não há avaliações
- CAPITOLO 3 - Valvole e Componenti Per RadiatoriDocumento44 páginasCAPITOLO 3 - Valvole e Componenti Per RadiatoriSalvatoreDiGiacomoAinda não há avaliações
- Sal DaturaDocumento125 páginasSal DaturaAlessandro MuragliaAinda não há avaliações
- Catalogo ElettrodiDocumento8 páginasCatalogo ElettrodiRobertoAinda não há avaliações
- Schede GMAWDocumento2 páginasSchede GMAWwiroAinda não há avaliações
- Guida Pratica Alla Saldatura2Documento24 páginasGuida Pratica Alla Saldatura2sunny_vx100% (1)
- Collegamenti FissiDocumento69 páginasCollegamenti Fissipuccio79Ainda não há avaliações
- Metallurgia Della Saldatura, Cenni Di CorrosioneDocumento29 páginasMetallurgia Della Saldatura, Cenni Di CorrosioneAndreaAinda não há avaliações
- Manuale Di Saldatura-Welding ManualDocumento128 páginasManuale Di Saldatura-Welding ManuallorenzoAinda não há avaliações
- ElectrodesDocumento118 páginasElectrodesIvan DulicAinda não há avaliações
- La Saldatura Ad Arco Con Elettrodi RivestitiDocumento6 páginasLa Saldatura Ad Arco Con Elettrodi RivestitiwilierAinda não há avaliações
- Quaderno Di Progettazione 5 - Unioni Saldate - Parte1Documento27 páginasQuaderno Di Progettazione 5 - Unioni Saldate - Parte1Federico PiccoliAinda não há avaliações
- SPOT POWER 230 Art610SG - 400 - 630SG - It - GBDocumento2 páginasSPOT POWER 230 Art610SG - 400 - 630SG - It - GBSavo MandicAinda não há avaliações
- Plasma 254HQCDocumento6 páginasPlasma 254HQCMRC WeldingAinda não há avaliações
- Travi IPE HEA e HEBDocumento10 páginasTravi IPE HEA e HEBjohnAinda não há avaliações
- Processi Di SaldaturaDocumento41 páginasProcessi Di SaldaturaAlberto GallottiniAinda não há avaliações
- Electromechanical Pressure Switch, SPDT Contacts: Pressostato Elettromeccanico, Contatti in ScambioDocumento1 páginaElectromechanical Pressure Switch, SPDT Contacts: Pressostato Elettromeccanico, Contatti in ScambioVladimir StefanovicAinda não há avaliações
- Low Voltage PowerDocumento2 páginasLow Voltage PowerVanessa RibottoAinda não há avaliações
- Metallurgia Della SaldaturaDocumento19 páginasMetallurgia Della Saldaturayuhanda44Ainda não há avaliações
- Tecnologie Di Saldatura - My LIUCDocumento46 páginasTecnologie Di Saldatura - My LIUCBiagio LissandrelloAinda não há avaliações
- Corso Di Tecnologia Meccanica - Mod.5.1 Saldatura Ed IncollaggioDocumento46 páginasCorso Di Tecnologia Meccanica - Mod.5.1 Saldatura Ed IncollaggioBiagio LissandrelloAinda não há avaliações
- Coiltech Dictonary Francese 13 06 13 PDFDocumento13 páginasCoiltech Dictonary Francese 13 06 13 PDFvakilgaurangiAinda não há avaliações
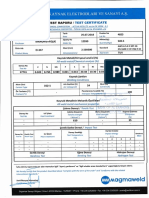
- Certificates E347 OrileconDocumento1 páginaCertificates E347 OrileconMohammad HassanAinda não há avaliações
- 7919ugitechimre ItDocumento2 páginas7919ugitechimre Itcinzia balcaiciAinda não há avaliações
- ElettroerosioneDocumento4 páginasElettroerosioneFadetwoAinda não há avaliações
- Lezione 03a Scheletro Portante AcciaioDocumento51 páginasLezione 03a Scheletro Portante AcciaioCARMELOAinda não há avaliações
- Pompe ImmergeeDocumento1 páginaPompe ImmergeeHachim EL AASRIAinda não há avaliações
- Saldatura MIG - MAGDocumento5 páginasSaldatura MIG - MAGArchieAinda não há avaliações
- En-10219-Tubi-Saldati-Strutturali - Tolleranze PDFDocumento2 páginasEn-10219-Tubi-Saldati-Strutturali - Tolleranze PDFPaolo BertolliAinda não há avaliações
- Elenco Opere Strategiche e Rilevanti 2011Documento4 páginasElenco Opere Strategiche e Rilevanti 2011Paolo BertolliAinda não há avaliações
- Quaderni Progettazione Strutturale 04Documento41 páginasQuaderni Progettazione Strutturale 04Paolo Bertolli100% (1)
- Acerbi Buttazzo - Matematica Preuniversitaria Di Base PDFDocumento118 páginasAcerbi Buttazzo - Matematica Preuniversitaria Di Base PDFPaolo Bertolli100% (5)
- OceanografiaDocumento104 páginasOceanografiaPaolo BertolliAinda não há avaliações
- Dispensa Bulloneria Rev-3 2013Documento130 páginasDispensa Bulloneria Rev-3 2013Paolo BertolliAinda não há avaliações
- Abstract - Cordova - Cap2 - Classificazione Sezioni PDFDocumento72 páginasAbstract - Cordova - Cap2 - Classificazione Sezioni PDFAleksiey PellicciaAinda não há avaliações
- Nuova Bulloneria StrutturaleDocumento77 páginasNuova Bulloneria StrutturaleTurmilan7Ainda não há avaliações
- VeleniDocumento188 páginasVeleniMassimo BiffiAinda não há avaliações
- Cordova - Classificazione Delle Sezioni (Classe 4)Documento72 páginasCordova - Classificazione Delle Sezioni (Classe 4)Paolo BertolliAinda não há avaliações
- Uni 12944-2 PDFDocumento17 páginasUni 12944-2 PDFPaolo Bertolli100% (1)
- Circuiti in Evoluzione DinamicaDocumento80 páginasCircuiti in Evoluzione DinamicaivanAinda não há avaliações
- Medley 125-150 I.E. 4T 4V ABS R.I.S.S. I-Get E3-E4 (2016-2019) Diagnosis GuidelinesDocumento57 páginasMedley 125-150 I.E. 4T 4V ABS R.I.S.S. I-Get E3-E4 (2016-2019) Diagnosis Guidelineshjbang.loginAinda não há avaliações
- 10.03 - Info - Calcolare Il Fabbisogno Di Materiale Di Apporto - 2014-07-10 PDFDocumento2 páginas10.03 - Info - Calcolare Il Fabbisogno Di Materiale Di Apporto - 2014-07-10 PDFantonioiovineAinda não há avaliações
- Calcolo Della Corrente Di CortocircuitoDocumento4 páginasCalcolo Della Corrente Di CortocircuitoFrancesco RicciAinda não há avaliações
- Tdechnologic TermostatDocumento9 páginasTdechnologic TermostatDavid CondoviciAinda não há avaliações
- Circuiti ElettroniciDocumento143 páginasCircuiti ElettroniciProject Symphony Collection88% (8)
- Manual de Usuario UPS SENTRY HPSDocumento35 páginasManual de Usuario UPS SENTRY HPSElmer Huayra HuanhuayoAinda não há avaliações
- VENOX 15 (Cdi)Documento5 páginasVENOX 15 (Cdi)api-3776439Ainda não há avaliações
- Multisim Esempi e Strumenti Misura - DISPENSADocumento15 páginasMultisim Esempi e Strumenti Misura - DISPENSAFei3Ainda não há avaliações