Você também pode gostar
- p-7770-sv Svendborg BrakeDocumento1 páginap-7770-sv Svendborg BrakeangelsalinasbaltazarAinda não há avaliações
- Bearing Failure Analysis 180629053850 SKFDocumento54 páginasBearing Failure Analysis 180629053850 SKFangelsalinasbaltazar100% (1)
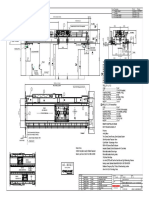
- H12303 002 (3) As - BuiltDocumento1 páginaH12303 002 (3) As - BuiltangelsalinasbaltazarAinda não há avaliações
- Manual 1 Lightnin Mixer Model X6Q100 Line 10.PRECOATDocumento34 páginasManual 1 Lightnin Mixer Model X6Q100 Line 10.PRECOATangelsalinasbaltazar50% (2)
- A 372 - A 372M - 99 Qtm3mi05oqDocumento4 páginasA 372 - A 372M - 99 Qtm3mi05oqangelsalinasbaltazarAinda não há avaliações
- Series 9000 y 8000Documento4 páginasSeries 9000 y 8000angelsalinasbaltazarAinda não há avaliações
- Instruction Manual - Automatic Grease Lubrication System For Decanters - ES - 8175-9005-008Documento14 páginasInstruction Manual - Automatic Grease Lubrication System For Decanters - ES - 8175-9005-008angelsalinasbaltazarAinda não há avaliações
- El Abra Conveyor CV205 Test ReportDocumento22 páginasEl Abra Conveyor CV205 Test ReportangelsalinasbaltazarAinda não há avaliações
- A 108 - 99 Qtewoc05oq - PDFDocumento4 páginasA 108 - 99 Qtewoc05oq - PDFangelsalinasbaltazarAinda não há avaliações
- A 291 - 02 Qti5ms1sruqDocumento7 páginasA 291 - 02 Qti5ms1sruqangelsalinasbaltazarAinda não há avaliações
- EM 1110-1-4008 Engineer Manual, Design Liquid Process Piping (US Army 1999)Documento244 páginasEM 1110-1-4008 Engineer Manual, Design Liquid Process Piping (US Army 1999)Bogdan BulgariuAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Pureit Advanced Ro MF Manual PDFDocumento18 páginasPureit Advanced Ro MF Manual PDFSaurabh MishraAinda não há avaliações
- FIRST TERMINAL EVALUATION 2021-22 PHYSICS CLASS XDocumento3 páginasFIRST TERMINAL EVALUATION 2021-22 PHYSICS CLASS XLahnAinda não há avaliações
- BOMAG - Brochure - BF600-700-800-3 - PRE107416 - 2103Documento32 páginasBOMAG - Brochure - BF600-700-800-3 - PRE107416 - 2103Jason TanAinda não há avaliações
- 793 F Air SystemDocumento9 páginas793 F Air SystemWilson ClaveriaAinda não há avaliações
- Lorentz Ps ManualDocumento72 páginasLorentz Ps ManualJohn KiokoAinda não há avaliações
- WS XI PH Rotational Motion RollingDocumento11 páginasWS XI PH Rotational Motion Rollingkaushik247Ainda não há avaliações
- Optimized Skid Design For Compress Sor PackagesDocumento5 páginasOptimized Skid Design For Compress Sor Packagessantosh kumarAinda não há avaliações
- EPL 0006898 ArticleDocumento28 páginasEPL 0006898 ArticleGuillermo IdarragaAinda não há avaliações
- A380-LEVEL III - ATA 26 Fire - Smoke DetectionDocumento42 páginasA380-LEVEL III - ATA 26 Fire - Smoke DetectionAbolfazl Mazloomi100% (2)
- IAEA-SM-346/113 Regional Safeguards Arrangements: The Argentina-Brazil ExperienceDocumento13 páginasIAEA-SM-346/113 Regional Safeguards Arrangements: The Argentina-Brazil ExperiencePeter AngeloAinda não há avaliações
- Problems PDFDocumento246 páginasProblems PDFJasdeep singhAinda não há avaliações
- Renewable RevolutionDocumento52 páginasRenewable RevolutionDaisyAinda não há avaliações
- Group 2 Financial Brick Case StudyDocumento9 páginasGroup 2 Financial Brick Case StudyMDAinda não há avaliações
- Properties of Refrigerant R134aDocumento6 páginasProperties of Refrigerant R134ajosephine-ngAinda não há avaliações
- PanasonicDocumento15 páginasPanasonicMohd HaniffAinda não há avaliações
- Inphorm Online: Click Here To AccessDocumento10 páginasInphorm Online: Click Here To AccessconimecAinda não há avaliações
- PAES 233: Multicrop Washer-Peeler StandardDocumento16 páginasPAES 233: Multicrop Washer-Peeler StandardFaroukAinda não há avaliações
- Power Generating Floor PDFDocumento3 páginasPower Generating Floor PDFMeghjit MazumderAinda não há avaliações
- Electrochemistry NotesDocumento16 páginasElectrochemistry NotesRandomAinda não há avaliações
- Encore 22 lb. Capacity Front Load DryerDocumento2 páginasEncore 22 lb. Capacity Front Load Dryermairimsp2003Ainda não há avaliações
- Starting - Rav4 Sxa1Documento19 páginasStarting - Rav4 Sxa1Christian Linares AbreuAinda não há avaliações
- Coupling and ApplicationDocumento4 páginasCoupling and Applicationekobudi94Ainda não há avaliações
- SYSMEDOCSeries Oxygen Concentrator User ManualDocumento24 páginasSYSMEDOCSeries Oxygen Concentrator User ManualHakimAinda não há avaliações
- Liebert EXM 80-200 kVA PDFDocumento123 páginasLiebert EXM 80-200 kVA PDFrogeriopaulaAinda não há avaliações
- Construction and Working Principle of BLDC MotorDocumento5 páginasConstruction and Working Principle of BLDC Motormuralajaswini.21.cseAinda não há avaliações
- Thin-Film Solar CellDocumento72 páginasThin-Film Solar CellPraveen KumarAinda não há avaliações
- Dynamis MaxxDocumento14 páginasDynamis MaxxJas SumAinda não há avaliações
- Metrode E2209 (B-60) ElectrodeDocumento6 páginasMetrode E2209 (B-60) ElectrodeClaudia MmsAinda não há avaliações
- External Corrosion of PipeDocumento0 páginaExternal Corrosion of Pipejafarimehdi17Ainda não há avaliações
- DC & AC Machines and Speed ControlDocumento53 páginasDC & AC Machines and Speed ControlInsane Clown Prince60% (5)