Você também pode gostar
- IME - Bolted Flanged Joints Methods & PracticesDocumento188 páginasIME - Bolted Flanged Joints Methods & PracticesHeviiAinda não há avaliações
- Ejemplos FatigaDocumento21 páginasEjemplos FatigaBel CaAinda não há avaliações
- tn-19 Pipe Stiffnes Buried Gravity Flow PDFDocumento9 páginastn-19 Pipe Stiffnes Buried Gravity Flow PDFCarlos HerreraAinda não há avaliações
- Rathod 2015Documento9 páginasRathod 2015manasikarthikAinda não há avaliações
- Comparison of Calculation Methods For Cross Wind VibrationDocumento11 páginasComparison of Calculation Methods For Cross Wind VibrationBitbitterAinda não há avaliações
- Numerical and Experimental Study of Vibration Mitigation For Highway Light PolesDocumento11 páginasNumerical and Experimental Study of Vibration Mitigation For Highway Light Poleszfk1982Ainda não há avaliações
- Riveted JointDocumento70 páginasRiveted JointAbhishek Saliya100% (1)
- Tightening TorqueDocumento3 páginasTightening TorqueTito FebriantoAinda não há avaliações
- Fastener Tightening PDFDocumento3 páginasFastener Tightening PDFAbdullah AnsariAinda não há avaliações
- Bolt ProcedureDocumento19 páginasBolt ProcedureMurugan Raja50% (2)
- Bolt Load Calculation StepsDocumento2 páginasBolt Load Calculation StepsSrikanth ShankarAinda não há avaliações
- Table of Design Properties For Metric Steel Bolts M5 To M39 - Eurocode 3Documento7 páginasTable of Design Properties For Metric Steel Bolts M5 To M39 - Eurocode 3Nicholas FeatherstonAinda não há avaliações
- Weld Detail Fatigue Life Improvement Techniques PDFDocumento28 páginasWeld Detail Fatigue Life Improvement Techniques PDFEmad A.AhmadAinda não há avaliações
- Bolt TighteningDocumento6 páginasBolt TighteningahmedbeaetAinda não há avaliações
- EC4 English PDFDocumento23 páginasEC4 English PDFSever KawaAinda não há avaliações
- LTnew 10 KVA-Details of StructureDocumento1 páginaLTnew 10 KVA-Details of StructureTarun SaiAinda não há avaliações
- Analysis of Stress Concentration Factor in Bolted Joint Using Finite Element MethodDocumento9 páginasAnalysis of Stress Concentration Factor in Bolted Joint Using Finite Element Methodvj2011100% (1)
- Mathcad - Bolt Loading VDI M39Documento9 páginasMathcad - Bolt Loading VDI M39Pete SwiftAinda não há avaliações
- Shearing Force & Bending Moment DiagramDocumento17 páginasShearing Force & Bending Moment DiagramdearsaswatAinda não há avaliações
- PB101266 0Documento10 páginasPB101266 0emilio mendez olveraAinda não há avaliações
- Effect of Bolt Pretension in Single Lap Bolted Joint IJERTV4IS010269Documento4 páginasEffect of Bolt Pretension in Single Lap Bolted Joint IJERTV4IS010269ayush100% (1)
- The Basics of Bolted JointsDocumento2 páginasThe Basics of Bolted Jointshitesh_tilalaAinda não há avaliações
- Bolted Joint DesignDocumento5 páginasBolted Joint Designperdhana2000Ainda não há avaliações
- Lec 11 Low Cycle Fatigue Analysis II - MASING BEHAVIOURDocumento18 páginasLec 11 Low Cycle Fatigue Analysis II - MASING BEHAVIOURNhan HoaAinda não há avaliações
- Evo Design S.R.L.: Calculation SheetDocumento1 páginaEvo Design S.R.L.: Calculation SheetkhantoAinda não há avaliações
- Mat Chapter 18Documento29 páginasMat Chapter 18hemant_durgawaleAinda não há avaliações
- AG - Base Plate With Moment & Axial CompressionDocumento4 páginasAG - Base Plate With Moment & Axial CompressionPereira da SilvaAinda não há avaliações
- Safety Wedge Lock WasherDocumento2 páginasSafety Wedge Lock WasherVijay BhureAinda não há avaliações
- 6lobe / TORX Screws: Rc-Schrauben - de High Tensile Steel Grade 10.9 ! From M3x4 To M6x45Documento6 páginas6lobe / TORX Screws: Rc-Schrauben - de High Tensile Steel Grade 10.9 ! From M3x4 To M6x45Bishwajyoti DuttaMajumdarAinda não há avaliações
- Secnav M 5216.5 (2015)Documento151 páginasSecnav M 5216.5 (2015)Jay WilliamsAinda não há avaliações
- HardnessDocumento44 páginasHardnessmasmarkun4444100% (3)
- Mathcad - Pipe To Shoe Weld CheckDocumento3 páginasMathcad - Pipe To Shoe Weld CheckValentinAinda não há avaliações
- Hooke's LawDocumento19 páginasHooke's LawJohn CornorAinda não há avaliações
- Concepts of Fracture MechanicsDocumento18 páginasConcepts of Fracture Mechanicsjs kalyana rama100% (1)
- Bolted Connections: 2.1 TerminologyDocumento14 páginasBolted Connections: 2.1 TerminologyjohnsonregoAinda não há avaliações
- Lifting Lug CalculationDocumento1 páginaLifting Lug Calculationj_herndzAinda não há avaliações
- PB101424 0Documento9 páginasPB101424 0emilio mendez olveraAinda não há avaliações
- Shear Strength of High-Strength BoltsDocumento61 páginasShear Strength of High-Strength Boltsloox600Ainda não há avaliações
- AD-411 Design of Web To Flange Welds in Plate GirdersDocumento1 páginaAD-411 Design of Web To Flange Welds in Plate GirdersJoseph BookerAinda não há avaliações
- Blind Calculation: This Calculation Is According To EN 13480Documento2 páginasBlind Calculation: This Calculation Is According To EN 13480anas060Ainda não há avaliações
- Design of WeldDocumento36 páginasDesign of Weldsprashant5Ainda não há avaliações
- DIN 580 ISO 3266: Lifting Eye BoltsDocumento2 páginasDIN 580 ISO 3266: Lifting Eye BoltsbloggerparthiAinda não há avaliações
- Cantilever Beam Design - PipeDocumento1 páginaCantilever Beam Design - Pipeberylqz5878Ainda não há avaliações
- 25 Bolt ThreadsDocumento12 páginas25 Bolt ThreadsNguyễnTúSơn0% (1)
- DIN Flange Summary ChartDocumento1 páginaDIN Flange Summary ChartARNOUXAinda não há avaliações
- Unclassified: Defense Documentation CenterDocumento188 páginasUnclassified: Defense Documentation CenterAnonymous 3akQhQFJSLAinda não há avaliações
- Bolt Tensioning - E411 - GB PDFDocumento2 páginasBolt Tensioning - E411 - GB PDF4jawwy markme026Ainda não há avaliações
- GASKET - DESIGN - & - BOLTING Kamprofile PDFDocumento77 páginasGASKET - DESIGN - & - BOLTING Kamprofile PDFPranpath NarupantawartAinda não há avaliações
- Hilti-Fischer Anchor BoltDocumento2 páginasHilti-Fischer Anchor Boltpavitrakedar100% (1)
- Bolt Design ReportDocumento3 páginasBolt Design Reportapi-273572571Ainda não há avaliações
- Fore Kazık HesabıDocumento62 páginasFore Kazık HesabıEkrem BakırAinda não há avaliações
- Profile MFGT 1Documento52 páginasProfile MFGT 1RangaAinda não há avaliações
- 2 Bolts: Table 2.1 Basic Mechanical Properties of Structural BoltsDocumento11 páginas2 Bolts: Table 2.1 Basic Mechanical Properties of Structural BoltsSafrul EfendiAinda não há avaliações
- Eaton Fuller Failure AnalysisDocumento48 páginasEaton Fuller Failure Analysisramon hidalgoAinda não há avaliações
- Bolting Basics ExplainedDocumento8 páginasBolting Basics ExplainedMarc AnmellaAinda não há avaliações
- Fundamentals of Pulley and WinchesDocumento62 páginasFundamentals of Pulley and WinchesvikasgahlyanAinda não há avaliações
- Failure Analysis Guide: Eaton Fuller Clutches February 2008Documento48 páginasFailure Analysis Guide: Eaton Fuller Clutches February 2008Angel DlsgAinda não há avaliações
- Torque PDFDocumento3 páginasTorque PDFicetesterAinda não há avaliações
- Bolted JointDocumento9 páginasBolted JointkhanhtruongAinda não há avaliações
- Eaton Clutch ManualDocumento46 páginasEaton Clutch ManualEric Porter100% (4)
- Effect of Seismic Load History On Deformation Limit States For Longitudinal Bar Buckling in RC Circular ColumnsDocumento13 páginasEffect of Seismic Load History On Deformation Limit States For Longitudinal Bar Buckling in RC Circular ColumnsAristotle MedinaAinda não há avaliações
- Seismic Performance of Axially Restrained Reinforced Concrete Frame BeamsDocumento12 páginasSeismic Performance of Axially Restrained Reinforced Concrete Frame BeamsAristotle MedinaAinda não há avaliações
- Variability in Seismic Collapse Probabilities of Solid - and Coupled-Wall BuildingsDocumento17 páginasVariability in Seismic Collapse Probabilities of Solid - and Coupled-Wall BuildingsAristotle MedinaAinda não há avaliações
- Reference #03 - JR-403 Sandwich Wall PanelsDocumento61 páginasReference #03 - JR-403 Sandwich Wall PanelsAristotle MedinaAinda não há avaliações
- An Engineering Application of Earthquake Early Warning ePAD-Based Decision Framework For Elevator ControlDocumento10 páginasAn Engineering Application of Earthquake Early Warning ePAD-Based Decision Framework For Elevator ControlAristotle MedinaAinda não há avaliações
- Column Base Connections For Hollow Steel Sections Seismic Performance and Strength ModelsDocumento13 páginasColumn Base Connections For Hollow Steel Sections Seismic Performance and Strength ModelsAristotle MedinaAinda não há avaliações
- Sustainability Metrics For Performance Based Seismic Bridge ResponseDocumento12 páginasSustainability Metrics For Performance Based Seismic Bridge ResponseAristotle MedinaAinda não há avaliações
- Chemical and Mechanical PropertiesDocumento5 páginasChemical and Mechanical PropertiesAristotle MedinaAinda não há avaliações
- Connections and Fatigue Behaviour of Precast Insulated PanelDocumento169 páginasConnections and Fatigue Behaviour of Precast Insulated PanelAristotle MedinaAinda não há avaliações
- The Yielding of Fasteners Duirng Tightening PDFDocumento2 páginasThe Yielding of Fasteners Duirng Tightening PDFAristotle MedinaAinda não há avaliações
- British Steel SectionsDocumento6 páginasBritish Steel SectionsAristotle MedinaAinda não há avaliações
- Guide To Accelerated Conditioning Protocols For Durability Assessment of Internal and External Fiber-Reinforced Polymer (FRP) ReinforcementDocumento16 páginasGuide To Accelerated Conditioning Protocols For Durability Assessment of Internal and External Fiber-Reinforced Polymer (FRP) ReinforcementAristotle Medina100% (1)
- Finite Element Analysis of Thin Precast Concrete Sandwich PanelsDocumento6 páginasFinite Element Analysis of Thin Precast Concrete Sandwich PanelsAristotle MedinaAinda não há avaliações
- Universal Beams To BS4 Part 1 - 1993Documento3 páginasUniversal Beams To BS4 Part 1 - 1993Aristotle MedinaAinda não há avaliações
- Square Hollow Sections - Cold FormedDocumento5 páginasSquare Hollow Sections - Cold FormedAristotle MedinaAinda não há avaliações
- Square Hollow Sections - Hot FormedDocumento5 páginasSquare Hollow Sections - Hot FormedAristotle MedinaAinda não há avaliações
- Unequal Angles To en 10056-1 - 1998Documento3 páginasUnequal Angles To en 10056-1 - 1998Aristotle MedinaAinda não há avaliações
- Universal Beams To BS4 Part 1 - 1993Documento3 páginasUniversal Beams To BS4 Part 1 - 1993Aristotle MedinaAinda não há avaliações
- Channels DimensionsDocumento2 páginasChannels DimensionsAristotle MedinaAinda não há avaliações
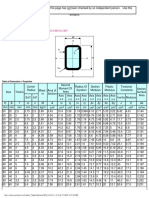
- Rectangular Hollow Sections - Hot FormedDocumento5 páginasRectangular Hollow Sections - Hot FormedAristotle MedinaAinda não há avaliações
- Master Plumber Exam Review GuidesDocumento26 páginasMaster Plumber Exam Review GuidesAristotle MedinaAinda não há avaliações
- Joist (BS4 Part 1@1993 Dimensions PropertiesDocumento2 páginasJoist (BS4 Part 1@1993 Dimensions PropertiesAristotle MedinaAinda não há avaliações
- British Steel SectionsDocumento6 páginasBritish Steel SectionsAristotle MedinaAinda não há avaliações
- Mohammed JaberDocumento768 páginasMohammed JaberMohammed Omar JaberAinda não há avaliações
- 990 Vibration Transmitter Datasheet-141612mDocumento14 páginas990 Vibration Transmitter Datasheet-141612mloopkkAinda não há avaliações
- List of International and National Professional Bodies - PECDocumento4 páginasList of International and National Professional Bodies - PECerumerAinda não há avaliações
- Synchronous LearningDocumento3 páginasSynchronous Learningaspittell3080Ainda não há avaliações
- Principles of Management 07Documento8 páginasPrinciples of Management 07knockdwnAinda não há avaliações
- Dilg-Mbcrpp Isf Q2 2023Documento2 páginasDilg-Mbcrpp Isf Q2 2023Mallari GabrielAinda não há avaliações
- Cisco Email Security Customer PresentationDocumento38 páginasCisco Email Security Customer Presentationravi199250% (2)
- Switch v7LAB StudentDocumento206 páginasSwitch v7LAB Studentkcf4scribdAinda não há avaliações
- WRO 2018 WeDo RegularDocumento14 páginasWRO 2018 WeDo RegularAlaas AlvcaszaAinda não há avaliações
- Media and Information Literacy: ACTIVITY 1: Forget Me NotDocumento5 páginasMedia and Information Literacy: ACTIVITY 1: Forget Me NotShaina Fe RabaneraAinda não há avaliações
- InfoWorks ICM Overview 60 Mins PDFDocumento31 páginasInfoWorks ICM Overview 60 Mins PDFAnonymous lyVIwA60% (2)
- Braemar ApplicationDocumento2 páginasBraemar Applicationjoemedia0% (1)
- SWIMS Directory of LibrariesDocumento17 páginasSWIMS Directory of LibrariessudakshinaroyAinda não há avaliações
- Identifying Solutions: 1 - 2 0 1 1 Sick'S Customer MagazineDocumento58 páginasIdentifying Solutions: 1 - 2 0 1 1 Sick'S Customer MagazineNicuVisanAinda não há avaliações
- Pocket PDFDocumento437 páginasPocket PDFFranko MilovanAinda não há avaliações
- Eminence Deltalite II 2515Documento1 páginaEminence Deltalite II 2515Suto BandAinda não há avaliações
- 4 - 5.1 - Fluid Action On Surfaces (Plane Surface)Documento16 páginas4 - 5.1 - Fluid Action On Surfaces (Plane Surface)Jacky CagampanAinda não há avaliações
- Tesys T Ltmr100pbdDocumento3 páginasTesys T Ltmr100pbdsimbamikeAinda não há avaliações
- 6400t Rev-BDocumento4 páginas6400t Rev-BGloria HamiltonAinda não há avaliações
- EmpanelHospList HelpFAQDocumento13 páginasEmpanelHospList HelpFAQaditi001Ainda não há avaliações
- Revised Runway Length Discussion (20171206) - 201712211212022318Documento3 páginasRevised Runway Length Discussion (20171206) - 201712211212022318Ilham RaffiAinda não há avaliações
- 27U RackDocumento6 páginas27U Racknitin lagejuAinda não há avaliações
- PC210-240-7K M Ueam001704 PC210 PC230 PC240-7K 0310 PDFDocumento363 páginasPC210-240-7K M Ueam001704 PC210 PC230 PC240-7K 0310 PDFCarlos Israel Gomez100% (10)
- Superb 2 Aditional HeaterDocumento2 páginasSuperb 2 Aditional Heaterpalle larsenAinda não há avaliações
- Thyristor PDFDocumento10 páginasThyristor PDFMihir HembramAinda não há avaliações
- Shear Stress Though Tapered Pipe Thread - Eng-TipsDocumento4 páginasShear Stress Though Tapered Pipe Thread - Eng-TipsrodrigoperezsimoneAinda não há avaliações
- Advant Controller 4050series eDocumento124 páginasAdvant Controller 4050series eABVSAIAinda não há avaliações
- The Scientist PDFDocumento68 páginasThe Scientist PDFPetcu Adrian100% (1)
- NR 10 Specification 75ADocumento2 páginasNR 10 Specification 75AHsalmani1991Ainda não há avaliações