Você também pode gostar
- Norma API 1104 - EspañolDocumento60 páginasNorma API 1104 - EspañolYeison Montaña100% (1)
- Sistema de Perforación ConvencionalDocumento4 páginasSistema de Perforación ConvencionalSango Narita100% (4)
- Manual de Izaje AMECO (1 Parte)Documento79 páginasManual de Izaje AMECO (1 Parte)Eliecer DarbyAinda não há avaliações
- Itens Recinto PenitenciarioDocumento202 páginasItens Recinto PenitenciarioBrian LopezAinda não há avaliações
- Construcciones Ii ImprimirDocumento4 páginasConstrucciones Ii ImprimirBrian LopezAinda não há avaliações
- Analisis de Precios Unitarios MAICA QUENAMARIDocumento46 páginasAnalisis de Precios Unitarios MAICA QUENAMARIBrian LopezAinda não há avaliações
- Construcciones Ii ImprimirDocumento4 páginasConstrucciones Ii ImprimirBrian LopezAinda não há avaliações
- Agenda 21 Rio JaneiroDocumento205 páginasAgenda 21 Rio JaneiroSergioGiovanniJacoboJaureguiAinda não há avaliações
- Cuestionario Pavimentos FinalDocumento7 páginasCuestionario Pavimentos FinalBrian LopezAinda não há avaliações
- Proyecto CompletoDocumento7 páginasProyecto CompletoByron HerreraAinda não há avaliações
- Diseño sísmico de pórtico de concreto armadoDocumento162 páginasDiseño sísmico de pórtico de concreto armadoHerber Calla DezaAinda não há avaliações
- Clase 07-Deformación Volumetrica (Masiva) Trabajo de MetalesDocumento35 páginasClase 07-Deformación Volumetrica (Masiva) Trabajo de Metalesrquinchia1100% (1)
- 4 Presentacion RiggersDocumento55 páginas4 Presentacion RiggersLAS HERMANITAS TRAVIESA lugar de dibersionAinda não há avaliações
- Diseño EstructuralDocumento16 páginasDiseño EstructuraldayanaAinda não há avaliações
- Cat MM ElectrovlvulasybobinasDocumento55 páginasCat MM ElectrovlvulasybobinasJose.Ainda não há avaliações
- Ficha Tecnica Adaptador HELICOIDALDocumento4 páginasFicha Tecnica Adaptador HELICOIDALJorge MendozaAinda não há avaliações
- Proceso embutición RECORDDocumento14 páginasProceso embutición RECORDJorge E PorrasAinda não há avaliações
- Acoples Flexibles Nema 7 Cidet PDFDocumento8 páginasAcoples Flexibles Nema 7 Cidet PDFvíctor simancaAinda não há avaliações
- Zona Afectada Por El Calor-EstudioDocumento15 páginasZona Afectada Por El Calor-EstudioMario GarciaAinda não há avaliações
- G MetlgcDocumento465 páginasG Metlgcnataly condoriAinda não há avaliações
- GABB CatálogoDocumento10 páginasGABB Catálogojose BalderasAinda não há avaliações
- WEG w22 Motor Trifasico Tecnico Mercado Latinoamericano 50024297 Catalogo EspanolDocumento72 páginasWEG w22 Motor Trifasico Tecnico Mercado Latinoamericano 50024297 Catalogo EspanoljavierchipiAinda não há avaliações
- Combinación de Cargas para El Diseño de PuentesDocumento9 páginasCombinación de Cargas para El Diseño de PuentesRomel ChavezAinda não há avaliações
- Valvulas Mariposa DiserteacionDocumento16 páginasValvulas Mariposa DiserteacionRodrigo FernandezAinda não há avaliações
- Análisis de vigas sometidas a incendios mediante modelo de fibrasDocumento3 páginasAnálisis de vigas sometidas a incendios mediante modelo de fibrasJose Chavez OrdayaAinda não há avaliações
- Válvulas Bridas y AccesoriosDocumento50 páginasVálvulas Bridas y AccesoriosEdgar MontenegroAinda não há avaliações
- Crash Test 2Documento19 páginasCrash Test 2yeison100% (1)
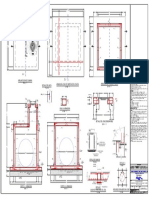
- (ALC-4217 Rev.1) CAMARA DE INSPECCION DE AALL Y AASS TIPO V Ø72 - 90 Pulg-A1Documento1 página(ALC-4217 Rev.1) CAMARA DE INSPECCION DE AALL Y AASS TIPO V Ø72 - 90 Pulg-A1KleberCabezasCopaAinda não há avaliações
- Memoria nsr-10 SantuarioDocumento34 páginasMemoria nsr-10 SantuarioJohn Jairo Gomez Castaño50% (2)
- Ensayo de impacto Charpy en acero 1045Documento4 páginasEnsayo de impacto Charpy en acero 1045Lizmaira Yineth Arenas MonteroAinda não há avaliações
- Tabla GarlockDocumento12 páginasTabla Garlocksaca1986Ainda não há avaliações
- Tesis - Estudio Del Acero Utilizado en Una Barra Estabilizadora AutomotrizDocumento87 páginasTesis - Estudio Del Acero Utilizado en Una Barra Estabilizadora AutomotrizAnonymous C51uqd6BoAinda não há avaliações
- CatalogoAustromex 2021 Milimetros LowDocumento316 páginasCatalogoAustromex 2021 Milimetros LowJuan Pablo Chumba LaraAinda não há avaliações
- Astm A 123a 123M-02Documento18 páginasAstm A 123a 123M-02Juan Ayala ValdebenitoAinda não há avaliações
- Hornos de Tratamiento TermicoDocumento3 páginasHornos de Tratamiento TermicoMauricio CarmonaAinda não há avaliações
- Actividad de Investigación Formativa #14 - Grupo 3 - PatologíasDocumento9 páginasActividad de Investigación Formativa #14 - Grupo 3 - PatologíasBrayan Lenin Cupén GarcíaAinda não há avaliações