Você também pode gostar
- 16 - Properties and Applications of Materials PDFDocumento65 páginas16 - Properties and Applications of Materials PDFmpcd07Ainda não há avaliações
- Engineering Thermodynamics (May2013)Documento3 páginasEngineering Thermodynamics (May2013)Siva2sankarAinda não há avaliações
- Unit I Maintenance of Records and SchedulesDocumento19 páginasUnit I Maintenance of Records and Schedulespugal4Ainda não há avaliações
- PDFDocumento17 páginasPDFpugal4Ainda não há avaliações
- Ge6253 Engineering Mechanics L T P c3 1 0 4Documento1 páginaGe6253 Engineering Mechanics L T P c3 1 0 4VarunAinda não há avaliações
- Optimizing The Total Completion Time in Process Planning Using The Random Simulation AlgorithmDocumento8 páginasOptimizing The Total Completion Time in Process Planning Using The Random Simulation Algorithmpugal4Ainda não há avaliações
- Jeas 0715 2273 PDFDocumento6 páginasJeas 0715 2273 PDFpugal4Ainda não há avaliações
- Material Selection Processes in The Automotive Industry: December, 1993Documento48 páginasMaterial Selection Processes in The Automotive Industry: December, 1993Manica LucianAinda não há avaliações
- TALAT Lecture 1502: Criteria in Material SelectionDocumento36 páginasTALAT Lecture 1502: Criteria in Material SelectionCORE MaterialsAinda não há avaliações
- Engineering Thermodynamics (May2014) PDFDocumento4 páginasEngineering Thermodynamics (May2014) PDFpugal4Ainda não há avaliações
- Jeas 1013 957 PDFDocumento6 páginasJeas 1013 957 PDFpugal4Ainda não há avaliações
- Engineering Mechanics 1 Tutorial QuestionsDocumento3 páginasEngineering Mechanics 1 Tutorial Questionspugal4Ainda não há avaliações
- Engineering Thermodynamics (Nov, Dec2013)Documento2 páginasEngineering Thermodynamics (Nov, Dec2013)Siva2sankarAinda não há avaliações
- Selecting and Planning The Process of ManufactureDocumento24 páginasSelecting and Planning The Process of ManufactureMagitha MagiAinda não há avaliações
- Em Teaching Plan FormattedDocumento3 páginasEm Teaching Plan Formattedpugal4Ainda não há avaliações
- Engineerimg Mechanics 1 Tutorial QuestionsDocumento3 páginasEngineerimg Mechanics 1 Tutorial Questionspugal4Ainda não há avaliações
- Measuring Devices Frequently Used in Mechanical EngineeringDocumento7 páginasMeasuring Devices Frequently Used in Mechanical Engineeringpugal4Ainda não há avaliações
- Degree Standards-Mechanical and Production Engineering (Mechanical Engg)Documento3 páginasDegree Standards-Mechanical and Production Engineering (Mechanical Engg)pugal4Ainda não há avaliações
- Measuring Devices Frequently Used in Mechanical EngineeringDocumento7 páginasMeasuring Devices Frequently Used in Mechanical Engineeringpugal4Ainda não há avaliações
- 2nd Year 3rd Sem Student List Arrears ListDocumento4 páginas2nd Year 3rd Sem Student List Arrears Listpugal4Ainda não há avaliações
- Engineering Mechanics 1 Tutorial QuestionsDocumento4 páginasEngineering Mechanics 1 Tutorial Questionspugal4Ainda não há avaliações
- Measuring Forecast AccuracyDocumento16 páginasMeasuring Forecast AccuracyAshiabuonwu Julius FreemanAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- PMS InstructionsDocumento44 páginasPMS InstructionsDamien DrakeAinda não há avaliações
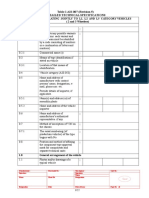
- AIS-007 Technical Specifications for 2-3 Wheeler VehiclesDocumento21 páginasAIS-007 Technical Specifications for 2-3 Wheeler VehiclesVino Joseph VargheseAinda não há avaliações
- Straight-Eight Engine: Early Period (1903-1918) Inter-War Period (1919-1941)Documento6 páginasStraight-Eight Engine: Early Period (1903-1918) Inter-War Period (1919-1941)MARCELA LA QUE SE MEAAinda não há avaliações
- Dodge Caravan Not Picking Up Speed Between 0 and 30 KMDocumento13 páginasDodge Caravan Not Picking Up Speed Between 0 and 30 KMAhcene DenaneAinda não há avaliações
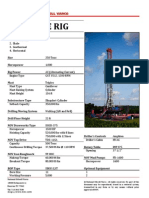
- (New) Drake Rig Fact SheetDocumento1 página(New) Drake Rig Fact SheetterrorknightAinda não há avaliações
- Workshop Manual Engine ComponentsDocumento384 páginasWorkshop Manual Engine Componentsfreeze595988% (34)
- Admin Journal Manager 9. Jurtek Bonyfasius Vol 10 No 1 Hal54 59 - 2Documento6 páginasAdmin Journal Manager 9. Jurtek Bonyfasius Vol 10 No 1 Hal54 59 - 2Tuyul SatuAinda não há avaliações
- Engineer's Handbook M451 - M453CDocumento84 páginasEngineer's Handbook M451 - M453CЕвгений Антонов100% (1)
- Ecu c12Documento2 páginasEcu c12Драгиша Небитни ТрифуновићAinda não há avaliações
- Featherlite 2006-05 Trimmer WeedeatherDocumento5 páginasFeatherlite 2006-05 Trimmer WeedeathericandyneAinda não há avaliações
- Vehicle Information: Mfg Engine Type DLC I6 (1998 - 2004Documento3 páginasVehicle Information: Mfg Engine Type DLC I6 (1998 - 2004Dieselmotors ManAinda não há avaliações
- Curso Scaner NextechDocumento56 páginasCurso Scaner NextechJuan Manuel VasquezAinda não há avaliações
- ME467 Engine CNGDocumento17 páginasME467 Engine CNGJackAinda não há avaliações
- Motor Perkins 1000 Series SEBD1006600Documento170 páginasMotor Perkins 1000 Series SEBD1006600AH Sergio100% (11)
- Tecbrake Installation Guide For Caterpillar 3406, 3406B and 3406CDocumento18 páginasTecbrake Installation Guide For Caterpillar 3406, 3406B and 3406CJunior Lester100% (2)
- Obd 1Documento14 páginasObd 1jevelezsoft100% (4)
- Plan de Manteniemiento m53 MtuDocumento9 páginasPlan de Manteniemiento m53 MtuNippur de LagashAinda não há avaliações
- Volvo - Manual de Oficina D4 e D6Documento296 páginasVolvo - Manual de Oficina D4 e D6wilton barros88% (17)
- LAB SHEET For Pelton Wheel 21 Sept 2011Documento3 páginasLAB SHEET For Pelton Wheel 21 Sept 2011Mohd FazliAinda não há avaliações
- Engine Electrical: Starting SystemDocumento1 páginaEngine Electrical: Starting SystemsoftallAinda não há avaliações
- Cylinder ConditionDocumento15 páginasCylinder ConditionManuel Armando Salazar BravoAinda não há avaliações
- V222TIDocumento2 páginasV222TIDEEPAK GOYALAinda não há avaliações
- 16760910-KP6MEAOM-Komatsu_S6d170e-2_Sa6d170-2_Saa6d170-2_Shop_ManualDocumento344 páginas16760910-KP6MEAOM-Komatsu_S6d170e-2_Sa6d170-2_Saa6d170-2_Shop_Manualravinder.singh91968Ainda não há avaliações
- Steam EngineDocumento34 páginasSteam EnginematrixmanxflushAinda não há avaliações
- MOTORTECH SalesFlyer Thermocouple For MAN Gas Engines 01.45.003 EN 2016 08Documento1 páginaMOTORTECH SalesFlyer Thermocouple For MAN Gas Engines 01.45.003 EN 2016 08Edison MataAinda não há avaliações
- Sullair Air Compressor Parts CatalogDocumento96 páginasSullair Air Compressor Parts Catalogedascribd67% (6)
- Diesel Engine: Operation ManualDocumento26 páginasDiesel Engine: Operation ManualBeto VallejoAinda não há avaliações
- Waukesha L7044GSI PLANOS ESM2Documento443 páginasWaukesha L7044GSI PLANOS ESM2Juan Hernández Gil100% (3)
- TH 320 Equipment PresentationDocumento75 páginasTH 320 Equipment PresentationSubham MondalAinda não há avaliações
- Mbe 926 PDFDocumento2 páginasMbe 926 PDFRodolfo Alberto Muñoz Carcamo0% (1)