Você também pode gostar
- Heat Resisting AlloysDocumento3 páginasHeat Resisting AlloysElMacheteDelHuesoAinda não há avaliações
- Metrode Dissimilar Consumable SelectorDocumento7 páginasMetrode Dissimilar Consumable SelectorClaudia MmsAinda não há avaliações
- Lista de Materiales LHMATDocumento5 páginasLista de Materiales LHMATfduarteAinda não há avaliações
- FCAW - Flux Coredpowder Cored WiredDocumento40 páginasFCAW - Flux Coredpowder Cored WiredGabor VatoAinda não há avaliações
- Repair and MaintenanceDocumento4 páginasRepair and MaintenanceElMacheteDelHuesoAinda não há avaliações
- Consumables For SSDocumento14 páginasConsumables For SSELongLeeAinda não há avaliações
- Handbook - Filler Metal ASTM SteelsDocumento1 páginaHandbook - Filler Metal ASTM SteelsadelAinda não há avaliações
- Astm A333 PDFDocumento2 páginasAstm A333 PDFgaminAinda não há avaliações
- Stainless Steel Electrode Comparison ChartDocumento7 páginasStainless Steel Electrode Comparison Chartmiker100Ainda não há avaliações
- Astm A358 PDFDocumento3 páginasAstm A358 PDFgaminAinda não há avaliações
- Materail Spec For PumpDocumento1 páginaMaterail Spec For PumpkapsarcAinda não há avaliações
- Piping Material DetailsDocumento12 páginasPiping Material DetailsJay Vinoth100% (2)
- SUDocumento1 páginaSURajkumar AAinda não há avaliações
- Equivalent MaterialDocumento1 páginaEquivalent Materialmuhammadf SardarAinda não há avaliações
- Equivalent MaterialDocumento1 páginaEquivalent Materialmuhammadf SardarAinda não há avaliações
- Welding ProcessesDocumento28 páginasWelding ProcessesAnaswarpsAinda não há avaliações
- Valve MaterialsDocumento1 páginaValve MaterialsMarcel BolovedeaAinda não há avaliações
- Stainless Steel ComsumablesDocumento6 páginasStainless Steel ComsumablessatebekicotAinda não há avaliações
- ASTM Cross Reference Material SpecsDocumento2 páginasASTM Cross Reference Material Specsrania hammamiAinda não há avaliações
- Notes:: Copy of Electrode Selection ChartDocumento2 páginasNotes:: Copy of Electrode Selection Chartmalika_00Ainda não há avaliações
- Equivalent ASTM MaterialDocumento21 páginasEquivalent ASTM MaterialStefanus Laga SubanAinda não há avaliações
- Comparision Material Jis & Astm StandardDocumento3 páginasComparision Material Jis & Astm StandardMỹ Phạm AnhAinda não há avaliações
- Astm A334 PDFDocumento2 páginasAstm A334 PDFgaminAinda não há avaliações
- Material EquilentDocumento16 páginasMaterial EquilentShoaib JadoonAinda não há avaliações
- Equivalencia de AcerosDocumento8 páginasEquivalencia de AcerosTúlio Barata FrançaAinda não há avaliações
- Pipes and Tubes Specifications ofDocumento3 páginasPipes and Tubes Specifications ofanescobar0001Ainda não há avaliações
- Cross Reference Astm Material SpecificationsDocumento1 páginaCross Reference Astm Material SpecificationsAnonymous qI8LAzcjsAinda não há avaliações
- Welding PresentationDocumento48 páginasWelding Presentationedu_canete100% (2)
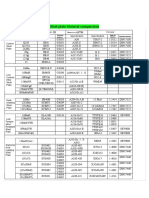
- Steel Plate Comparision PDFDocumento2 páginasSteel Plate Comparision PDFchandakweAinda não há avaliações
- Filler Metals Chemical Industry enDocumento16 páginasFiller Metals Chemical Industry enslxantoAinda não há avaliações
- 347 Stainless Steel: 1.4541 1.4543/1.4561/1.4550 1.4552 (Cast)Documento4 páginas347 Stainless Steel: 1.4541 1.4543/1.4561/1.4550 1.4552 (Cast)Prem NautiyalAinda não há avaliações
- Filler Metals Chemical Industry enDocumento16 páginasFiller Metals Chemical Industry enrakeshbablooAinda não há avaliações
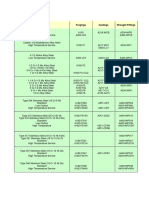
- Material Forgings Castings Wrought FittingsDocumento1 páginaMaterial Forgings Castings Wrought FittingsElmey Bin JulkeplyAinda não há avaliações
- Element Is: The MissingDocumento12 páginasElement Is: The MissingDaniel MoralesAinda não há avaliações
- Bohler Welding Thermalpower - ENGDocumento24 páginasBohler Welding Thermalpower - ENGghostinshellAinda não há avaliações
- Valve Cast Forged Material PDFDocumento1 páginaValve Cast Forged Material PDFFendik Newbie100% (1)
- Welding ConsumablesDocumento1 páginaWelding ConsumablesBalakumarAinda não há avaliações
- Gear Grades EquivalenttablesDocumento1 páginaGear Grades Equivalenttablesamir_fortunateAinda não há avaliações
- Electrodes Hilchrome 308rDocumento1 páginaElectrodes Hilchrome 308rManu NistorAinda não há avaliações
- Svařovací Dráty A Tyčky Oddíl SDocumento31 páginasSvařovací Dráty A Tyčky Oddíl SWael MansourAinda não há avaliações
- Trampa Tipo Balde JH7 TLVDocumento2 páginasTrampa Tipo Balde JH7 TLVAriel InsaurraldeAinda não há avaliações
- ADOR Booklet F Web FDocumento132 páginasADOR Booklet F Web FbadesharamkAinda não há avaliações
- Item5 LNT316LDocumento1 páginaItem5 LNT316LVVan TanAinda não há avaliações
- BS88 LV Fuse Links & Fuse Holders: TTM - 50-040-01 TIA - 50-001-01Documento4 páginasBS88 LV Fuse Links & Fuse Holders: TTM - 50-040-01 TIA - 50-001-01skodgeAinda não há avaliações
- W.-Nr. DIN UNI Afnor B.S. UNE Aisi/Sae/Astm JIS SS Gost EN: Italy France England Spain U.S.A. Japan Sweden RussiaDocumento1 páginaW.-Nr. DIN UNI Afnor B.S. UNE Aisi/Sae/Astm JIS SS Gost EN: Italy France England Spain U.S.A. Japan Sweden RussiaDouglas CortezziAinda não há avaliações
- Comparison of Astm Specifications and SIMILAR Standards PDFDocumento1 páginaComparison of Astm Specifications and SIMILAR Standards PDFRoberto_PrrAinda não há avaliações
- Materials Data for Cyclic Loading: Low-Alloy SteelsNo EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsNota: 5 de 5 estrelas5/5 (2)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsAinda não há avaliações
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonAinda não há avaliações
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonAinda não há avaliações
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20Ainda não há avaliações
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39No EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Nota: 5 de 5 estrelas5/5 (1)
- Steel and Its Heat Treatment: Bofors HandbookNo EverandSteel and Its Heat Treatment: Bofors HandbookNota: 2.5 de 5 estrelas2.5/5 (3)
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryAinda não há avaliações
- HBP-QMS-WI 15-14 - Control and Issue of Welding Consumables Rev 01Documento6 páginasHBP-QMS-WI 15-14 - Control and Issue of Welding Consumables Rev 01ElMacheteDelHuesoAinda não há avaliações
- Sandvik Pipe - Tube - Bar - Hollow Bar: Stock Program in StainlessDocumento26 páginasSandvik Pipe - Tube - Bar - Hollow Bar: Stock Program in Stainlessalbejo_r9Ainda não há avaliações
- Hpes 34Documento31 páginasHpes 34ElMacheteDelHuesoAinda não há avaliações
- Č Itanje RadiogramaDocumento2 páginasČ Itanje RadiogramaElMacheteDelHuesoAinda não há avaliações
- EJ Handbook.A5Documento261 páginasEJ Handbook.A5ElMacheteDelHuesoAinda não há avaliações
- CM900Documento1 páginaCM900ElMacheteDelHuesoAinda não há avaliações
- E 8018 B2Documento1 páginaE 8018 B2ElMacheteDelHuesoAinda não há avaliações
- BohlerThyssen PDFDocumento386 páginasBohlerThyssen PDFElMacheteDelHuesoAinda não há avaliações
- 479Documento7 páginas479ElMacheteDelHuesoAinda não há avaliações
- MIG 80SB2: ClassificationDocumento1 páginaMIG 80SB2: ClassificationElMacheteDelHuesoAinda não há avaliações
- Greda WHTPDocumento1 páginaGreda WHTPElMacheteDelHuesoAinda não há avaliações
- Industrial Materials For The Future R&D Strategies:: A Case Study of Boiler Materials For The Pulp and Paper IndustryDocumento58 páginasIndustrial Materials For The Future R&D Strategies:: A Case Study of Boiler Materials For The Pulp and Paper IndustryElMacheteDelHuesoAinda não há avaliações
- Cromax 42CrMo4Documento3 páginasCromax 42CrMo4ElMacheteDelHuesoAinda não há avaliações
- 42 CR Mo 4Documento2 páginas42 CR Mo 4ElMacheteDelHuesoAinda não há avaliações
- What Goes Up The Chimney Down, But Not Down The Chimney Up?: An UmbrellaDocumento11 páginasWhat Goes Up The Chimney Down, But Not Down The Chimney Up?: An UmbrellaElMacheteDelHuesoAinda não há avaliações
- Datasheet DMV 304 HCu 20081118Documento4 páginasDatasheet DMV 304 HCu 20081118Anuj ShahiAinda não há avaliações
- Attachment 04 - Milan Conference 2005Documento29 páginasAttachment 04 - Milan Conference 2005ElMacheteDelHuesoAinda não há avaliações
- Attachment 01 - Milan Conference 2005Documento16 páginasAttachment 01 - Milan Conference 2005ElMacheteDelHuesoAinda não há avaliações
- Heavy Metal Distribution in Contaminated Oil - Based Mud From A Selected Oilfield in GhanaDocumento7 páginasHeavy Metal Distribution in Contaminated Oil - Based Mud From A Selected Oilfield in GhanaemefakoveAinda não há avaliações
- Industrial Reporting Facilities Relevant ContributionDocumento545 páginasIndustrial Reporting Facilities Relevant ContributionDinu VladAinda não há avaliações
- Case Studies of Steel Structure Failures PDFDocumento6 páginasCase Studies of Steel Structure Failures PDFAvim Wira RagendaAinda não há avaliações
- Evaluation of Chromium Carbide Coatings On AISI 52100 Steel Obtained by Thermo-Reactive Diffusion TechniqueDocumento6 páginasEvaluation of Chromium Carbide Coatings On AISI 52100 Steel Obtained by Thermo-Reactive Diffusion Techniquedaniel leonAinda não há avaliações
- Halfin ProductDocumento92 páginasHalfin ProductmfkanjetaAinda não há avaliações
- Raman CelluloseDocumento13 páginasRaman CelluloseMariana VargasAinda não há avaliações
- 09162014114959monograph Chromite PDFDocumento162 páginas09162014114959monograph Chromite PDFTamirat WorkuAinda não há avaliações
- Addendum Colour ChartDocumento1 páginaAddendum Colour ChartkoronakisAinda não há avaliações
- Precipitation of Metallic Chromium During Rapid Cooling of CR O SlagsDocumento4 páginasPrecipitation of Metallic Chromium During Rapid Cooling of CR O SlagsChayon MondalAinda não há avaliações
- Al - Razi Peroxide 50%Documento12 páginasAl - Razi Peroxide 50%Taif TofaAinda não há avaliações
- Metrohm Info 2003-2Documento32 páginasMetrohm Info 2003-2PETER JANGAinda não há avaliações
- Chemical ChartDocumento6 páginasChemical ChartAnurag SarkarAinda não há avaliações
- 1 TufTrak EC SMAW Msds 2-10Documento3 páginas1 TufTrak EC SMAW Msds 2-10mohamed AdelAinda não há avaliações
- WS21.C11.21 - Hydrogen and Its Compounds - 18-09-2021 - 1631937557635 - MH7uxDocumento4 páginasWS21.C11.21 - Hydrogen and Its Compounds - 18-09-2021 - 1631937557635 - MH7uxRAVI ANANTHAKRISHNANAinda não há avaliações
- CL3 Exploded View PDFDocumento10 páginasCL3 Exploded View PDFNOEL RODRIGUEZAinda não há avaliações
- C1 To C5 Environment Application MatrixDocumento1 páginaC1 To C5 Environment Application MatrixakmlogaAinda não há avaliações
- JC2 Chemistry H2 2018 CatholicDocumento110 páginasJC2 Chemistry H2 2018 CatholicVarshLokAinda não há avaliações
- Origin of Iron OresDocumento22 páginasOrigin of Iron OresdeshmukhgeolAinda não há avaliações
- Biosorption of Copper Zinc and Chromium From Aqueous Solution by Fungal StrainsDocumento9 páginasBiosorption of Copper Zinc and Chromium From Aqueous Solution by Fungal StrainschemistryjournalAinda não há avaliações
- Selection of Optimum Ferronickel GradeDocumento9 páginasSelection of Optimum Ferronickel GraderezaardAinda não há avaliações
- Stainless Steels and Drinking Water Around The WorldDocumento12 páginasStainless Steels and Drinking Water Around The WorldVizit31Ainda não há avaliações
- Important Hard FacingDocumento6 páginasImportant Hard Facingshuklame100% (1)
- Chromite Mineral FactsDocumento3 páginasChromite Mineral FactsJunel AlapaAinda não há avaliações
- Hull Cell Review PDFDocumento4 páginasHull Cell Review PDFR.SubramanianAinda não há avaliações
- Caswell ManualDocumento54 páginasCaswell Manualgtm1207100% (1)
- US7111950-Method For Forming A Metallic Mirror Surface On A Receiving SurfaceDocumento11 páginasUS7111950-Method For Forming A Metallic Mirror Surface On A Receiving SurfacethiruvilanAinda não há avaliações
- MacDermid - Trivalent Chrome PDFDocumento21 páginasMacDermid - Trivalent Chrome PDFLukeAinda não há avaliações
- Test Report EN71 - TZ-D1715Documento12 páginasTest Report EN71 - TZ-D1715Anonymous 2OrivK2ytAinda não há avaliações
- D and F BlockDocumento8 páginasD and F BlockAnanyaAinda não há avaliações