Você também pode gostar
- Understanding Process Equipment for Operators and EngineersNo EverandUnderstanding Process Equipment for Operators and EngineersNota: 4.5 de 5 estrelas4.5/5 (3)
- Heat Exchanger Design and Drawing FundamentalsDocumento11 páginasHeat Exchanger Design and Drawing Fundamentalsjeevanantham 5846Ainda não há avaliações
- Improving AC System Efficiency Using Novel RefrigerantsDocumento5 páginasImproving AC System Efficiency Using Novel RefrigerantsrezarossAinda não há avaliações
- Climbing FilmDocumento34 páginasClimbing FilmTunji Aminu100% (1)
- Ts-3 Experimental Study On R-134a Refrigeration System Using A Two-Phase Ejector As An Expansion DeviceDocumento11 páginasTs-3 Experimental Study On R-134a Refrigeration System Using A Two-Phase Ejector As An Expansion DevicepavannotinAinda não há avaliações
- Circulation Rates in Thermosiphon ReboilerDocumento7 páginasCirculation Rates in Thermosiphon ReboilersAinda não há avaliações
- 1 s2.0 S0140700722004443 MainDocumento48 páginas1 s2.0 S0140700722004443 MainFarjallah Al-AssãadAinda não há avaliações
- Design of A Vertical Thermosyphon ReboilerDocumento6 páginasDesign of A Vertical Thermosyphon ReboilerhurrikenAinda não há avaliações
- Wang2021 Article ProspectEvaluationOfLow-GWPRefDocumento9 páginasWang2021 Article ProspectEvaluationOfLow-GWPRefLilou MGKAinda não há avaliações
- Entropy: Exergy Analysis of A Subcritical Refrigeration Cycle With An Improved Impulse Turbo ExpanderDocumento16 páginasEntropy: Exergy Analysis of A Subcritical Refrigeration Cycle With An Improved Impulse Turbo Expanderคงเดช คํานึกAinda não há avaliações
- Entropy 16-04392Documento16 páginasEntropy 16-04392Wilson FigueiraAinda não há avaliações
- Numerical Study and Visualization On Flow Characteristics of Reflux CondensationDocumento32 páginasNumerical Study and Visualization On Flow Characteristics of Reflux CondensationAnthony LobatoAinda não há avaliações
- Research On Heat Transfer Coefficient of Horizontal Tube Falling Film Evaporator PDFDocumento7 páginasResearch On Heat Transfer Coefficient of Horizontal Tube Falling Film Evaporator PDFdonyaAinda não há avaliações
- 2016-Performance Analysis of An Ejector Enhanced Refrigeration Cycle WithDocumento29 páginas2016-Performance Analysis of An Ejector Enhanced Refrigeration Cycle WithVictor PerezAinda não há avaliações
- 2003-Chyng-Performance Analysis of A Solar-Assisted Heat Pump Water HeaterDocumento12 páginas2003-Chyng-Performance Analysis of A Solar-Assisted Heat Pump Water HeaterJessica SilvaAinda não há avaliações
- Ministry of Higher Education And Scientific Research Al-Muthanna University College of Engineering Department of Chemical Engineering Taylor-prandtl modification mass transferDocumento16 páginasMinistry of Higher Education And Scientific Research Al-Muthanna University College of Engineering Department of Chemical Engineering Taylor-prandtl modification mass transferعبدالمحسن علي EAinda não há avaliações
- Reboiler and VaporiserDocumento56 páginasReboiler and Vaporiserjihad jamareiAinda não há avaliações
- A Simple Model For Falling Film Absorption On (Bagus)Documento9 páginasA Simple Model For Falling Film Absorption On (Bagus)Fadli Ryan ArikundoAinda não há avaliações
- Barta - Et - Al - 2018 - Experimental Analysis and Design Improvements On Combined Viper Expansion Work Recovery Turbine and Flow Phase Separation Device in R410ADocumento10 páginasBarta - Et - Al - 2018 - Experimental Analysis and Design Improvements On Combined Viper Expansion Work Recovery Turbine and Flow Phase Separation Device in R410AAmmarAinda não há avaliações
- Heat and Mass Transfer Analysis of Evaporative Condenser: V. W. BhatkarDocumento12 páginasHeat and Mass Transfer Analysis of Evaporative Condenser: V. W. BhatkarDr Vijay BhatkarAinda não há avaliações
- 1 s2.0 S0017931018342790 Main PDFDocumento11 páginas1 s2.0 S0017931018342790 Main PDFMadhuAinda não há avaliações
- Energy Conversion and Management: H.U. Helvaci, Z.A. KhanDocumento12 páginasEnergy Conversion and Management: H.U. Helvaci, Z.A. Khan11751175Ainda não há avaliações
- Disawas Experimental Investigation On The Performance of The Refrigeration Cycle Using A Two Phase Ejector As An Expansion Device 2004Documento8 páginasDisawas Experimental Investigation On The Performance of The Refrigeration Cycle Using A Two Phase Ejector As An Expansion Device 2004Mohamed HassanainAinda não há avaliações
- Accepted Manuscript: Applied Thermal EngineeringDocumento22 páginasAccepted Manuscript: Applied Thermal EngineeringArvind GiridharAinda não há avaliações
- Zheng 2017Documento22 páginasZheng 2017Arvind GiridharAinda não há avaliações
- Model For Calculating Steam Ejector PerformanceDocumento15 páginasModel For Calculating Steam Ejector PerformanceMuhammad KhurramAinda não há avaliações
- J Apenergy 2016 07 037Documento11 páginasJ Apenergy 2016 07 037MichelAinda não há avaliações
- A novel transcritical CO2 refrigeration cycle with two ejectorsDocumento7 páginasA novel transcritical CO2 refrigeration cycle with two ejectorsnintendomaismarioAinda não há avaliações
- Thermosiphon ReboilersDocumento3 páginasThermosiphon ReboilersMuhammadAinda não há avaliações
- Submerged Jet Flocculation ThesisDocumento48 páginasSubmerged Jet Flocculation ThesisDileep GopalAinda não há avaliações
- Integrated Life Cycle Assessment and Emergy Analysis of Liquid Dehumidification Absorption Refrigeration Driven by Solar EnergyDocumento24 páginasIntegrated Life Cycle Assessment and Emergy Analysis of Liquid Dehumidification Absorption Refrigeration Driven by Solar Energyfabio1199Ainda não há avaliações
- Vapor Mistlift OtecDocumento6 páginasVapor Mistlift OtecemergingengineerAinda não há avaliações
- Optimization of Heat Transfer and Pressure Drop Characteristics Via Air Bubble Injection Inside A Shell and Coiled Tube Heat ExchangerDocumento9 páginasOptimization of Heat Transfer and Pressure Drop Characteristics Via Air Bubble Injection Inside A Shell and Coiled Tube Heat Exchangerहरिओम हरीAinda não há avaliações
- MODULE#7 - Incompressible Flow in Pipe - FebDocumento46 páginasMODULE#7 - Incompressible Flow in Pipe - FebChristian100% (1)
- 1 s2.0 S1359431120335948 MainDocumento11 páginas1 s2.0 S1359431120335948 MainABHIJITH K RAinda não há avaliações
- Selection of Reboiler Type Design ProceduresDocumento0 páginaSelection of Reboiler Type Design ProcedurestpchoAinda não há avaliações
- Energy Conversion and Management: Latif Aref, Rasoul Fallahzadeh, Vahid Madadi AvarganiDocumento12 páginasEnergy Conversion and Management: Latif Aref, Rasoul Fallahzadeh, Vahid Madadi Avarganiyourladys AcostaAinda não há avaliações
- Chapter 5 - Heat ExchangerDocumento48 páginasChapter 5 - Heat ExchangerHoneydaa FitraAinda não há avaliações
- Abstract OldDocumento2 páginasAbstract OldMuhammad ShujanAinda não há avaliações
- Lee 2013Documento7 páginasLee 2013Marga CenizaAinda não há avaliações
- Lawrence 2013Documento13 páginasLawrence 2013checkmateyourheart2Ainda não há avaliações
- Effect of The Flow Rate of Water Dropping Onto The Evaporator in An Absorption ChillerDocumento6 páginasEffect of The Flow Rate of Water Dropping Onto The Evaporator in An Absorption ChillerAfiq AizuddinAinda não há avaliações
- Zhang 2019Documento46 páginasZhang 2019PABLO ENRIQUE LÓPEZAinda não há avaliações
- Mass Transfer Lab Presentation: By-Shubham Sachan Rajdeep Singh Shashwat Tiwari Sahil YadavDocumento21 páginasMass Transfer Lab Presentation: By-Shubham Sachan Rajdeep Singh Shashwat Tiwari Sahil Yadavbadshah sharmaAinda não há avaliações
- Niu 2012Documento11 páginasNiu 2012MichelAinda não há avaliações
- Experimental Study on Flow Condensation of Mixture in a Hydrophobic MicrochannelDocumento10 páginasExperimental Study on Flow Condensation of Mixture in a Hydrophobic MicrochannelAnamAinda não há avaliações
- Working Principle: Q DQ DT DM DT - Cp. TDocumento6 páginasWorking Principle: Q DQ DT DM DT - Cp. TBhakteshAinda não há avaliações
- Heat and Mass Transfer in A Falling Film Evaporator With Aqueous Lithium Bromide SolutionDocumento3 páginasHeat and Mass Transfer in A Falling Film Evaporator With Aqueous Lithium Bromide SolutionRevita AvAinda não há avaliações
- Heat Transfer Enhancement of Falling Film Evaporation On A Horizontal Tube BundleDocumento18 páginasHeat Transfer Enhancement of Falling Film Evaporation On A Horizontal Tube BundledonyaAinda não há avaliações
- Techno-Economic Analysis of Air Humidification DesalinationDocumento5 páginasTechno-Economic Analysis of Air Humidification DesalinationIbrahim Al-MutazAinda não há avaliações
- Influence of Subcooled Boiling On Out-Of-Phase Oscillations in Boiling Water ReactorsDocumento16 páginasInfluence of Subcooled Boiling On Out-Of-Phase Oscillations in Boiling Water ReactorschrissbansAinda não há avaliações
- VERIFY BERNOULLI'S THEOREM AND DETERMINE REYNOLDS NUMBERDocumento5 páginasVERIFY BERNOULLI'S THEOREM AND DETERMINE REYNOLDS NUMBERMr V. Phaninder ReddyAinda não há avaliações
- Experimental Study On The Performance Enhancement of A Water ChillerDocumento8 páginasExperimental Study On The Performance Enhancement of A Water ChillerDiyar NezarAinda não há avaliações
- Manuscript 1 PDFDocumento8 páginasManuscript 1 PDFDiyar NezarAinda não há avaliações
- Bubble Cap Plate For Distillation ColumnDocumento26 páginasBubble Cap Plate For Distillation Columnsanjukec100% (2)
- EVAPORATIONDocumento7 páginasEVAPORATIONLavenia Alou MagnoAinda não há avaliações
- Applied Thermal Engineering: F. Wang, D.Y. Li, Y. ZhouDocumento7 páginasApplied Thermal Engineering: F. Wang, D.Y. Li, Y. ZhousubruaAinda não há avaliações
- GFPS 4066 5 PVC U L W Final HighresDocumento2 páginasGFPS 4066 5 PVC U L W Final HighresOcta RioAinda não há avaliações
- Sodium SilicateDocumento3 páginasSodium SilicateOcta RioAinda não há avaliações
- Sodium SilicateDocumento3 páginasSodium SilicateOcta RioAinda não há avaliações
- Soluble Sodium Silicate Manufacture: Step 1 - Cullet ProductionDocumento4 páginasSoluble Sodium Silicate Manufacture: Step 1 - Cullet ProductionUwaezuoke Cyracus CAinda não há avaliações
- Electrical Submersible PumpDocumento24 páginasElectrical Submersible PumpJorge Mártires100% (3)
- Mechseal Chesterton 255Documento1 páginaMechseal Chesterton 255Octa RioAinda não há avaliações
- Chesterton 891Documento2 páginasChesterton 891aiindustriyahoocoidAinda não há avaliações
- Silicates As Curing CompoundDocumento4 páginasSilicates As Curing CompoundArif AliAinda não há avaliações
- Bearing Isolator RFQ DimensionsDocumento1 páginaBearing Isolator RFQ DimensionsAnonymous r3MoX2ZMTAinda não há avaliações
- API 610 11th 2010 PDFDocumento218 páginasAPI 610 11th 2010 PDFOcta RioAinda não há avaliações
- Mechseal Chesterton 255 PDFDocumento8 páginasMechseal Chesterton 255 PDFOcta RioAinda não há avaliações
- 1830-SSP Slurry Packing: Typical DataDocumento1 página1830-SSP Slurry Packing: Typical DataOcta RioAinda não há avaliações
- Red Screw PumpDocumento2 páginasRed Screw PumpOcta RioAinda não há avaliações
- Laser Alignment Report TemplateDocumento1 páginaLaser Alignment Report TemplateOcta RioAinda não há avaliações
- Chpt1-5th-Edition WeibullDocumento11 páginasChpt1-5th-Edition WeibullHannel TamayoAinda não há avaliações
- An Overview of Weibull Analysis - Chpt1-5th-EditionDocumento2 páginasAn Overview of Weibull Analysis - Chpt1-5th-EditionOcta RioAinda não há avaliações
- Understanding Pump Performance Curves and Best Efficiency Point (BEPDocumento6 páginasUnderstanding Pump Performance Curves and Best Efficiency Point (BEPOcta RioAinda não há avaliações
- Bab IV. Analisa Hasil PercobaanDocumento13 páginasBab IV. Analisa Hasil PercobaanOcta RioAinda não há avaliações
- Pump DrawingDocumento1 páginaPump DrawingOcta RioAinda não há avaliações
- Lamp IranDocumento1 páginaLamp IranOcta RioAinda não há avaliações
- PumpWorks 610 PWD Brochure1Documento6 páginasPumpWorks 610 PWD Brochure1Octa RioAinda não há avaliações
- Blackmer LG Series Vane PumpsDocumento2 páginasBlackmer LG Series Vane PumpsOcta RioAinda não há avaliações
- Skema Perpipaan Water ChillerDocumento1 páginaSkema Perpipaan Water ChillerOcta RioAinda não há avaliações
- Introduction To Non Destructive TestingDocumento49 páginasIntroduction To Non Destructive TestingOcta RioAinda não há avaliações
- TXV and AXV enthalpy tables and COP calculationsDocumento5 páginasTXV and AXV enthalpy tables and COP calculationsOcta RioAinda não há avaliações
- 1 s2.0 S1877705815029896 MainDocumento7 páginas1 s2.0 S1877705815029896 MainOcta RioAinda não há avaliações
- Daftar PustakaDocumento2 páginasDaftar PustakaOcta RioAinda não há avaliações
- 1 s2.0 S187661021502634X Main - 2Documento7 páginas1 s2.0 S187661021502634X Main - 2Octa RioAinda não há avaliações
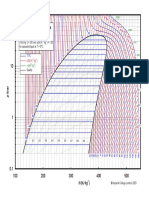
- Chart P H R134a PDFDocumento1 páginaChart P H R134a PDFDianAinda não há avaliações
- Experimental Studies On The Effect of Viscosity Grade On Mechanical Vibration Behavior of Deep Groove Ball BearingDocumento5 páginasExperimental Studies On The Effect of Viscosity Grade On Mechanical Vibration Behavior of Deep Groove Ball BearingOcta RioAinda não há avaliações
- Innovation in Civil Engineering 369Documento20 páginasInnovation in Civil Engineering 369talatzahoorAinda não há avaliações
- Etabs 20.3 Segmented GRDocumento2 páginasEtabs 20.3 Segmented GRHjshj ShjhjAinda não há avaliações
- PR-3Documento1 páginaPR-3Fernanda QuelAinda não há avaliações
- Reinforcing Detailing of RCCDocumento40 páginasReinforcing Detailing of RCCThamaraiselvan Ramadoss100% (1)
- 13 Concrete Repairs 4CDocumento17 páginas13 Concrete Repairs 4CMina SaflorAinda não há avaliações
- EvaporatorDocumento9 páginasEvaporatorLin Xian Xing100% (1)
- 2000 IBC Handbook Seismic & WindDocumento11 páginas2000 IBC Handbook Seismic & WindcristinelbAinda não há avaliações
- Disc Check ValvesDocumento2 páginasDisc Check Valvessuresh tAinda não há avaliações
- SGGP Reference No: P0116-TAK-P01-0071-02Documento20 páginasSGGP Reference No: P0116-TAK-P01-0071-02Jabel Oil Services Technical DPTAinda não há avaliações
- Astm A319.370238-1Documento2 páginasAstm A319.370238-1Fabio Augusto Hincapie Henao100% (1)
- Electrode2012 Web v1Documento11 páginasElectrode2012 Web v1sridharchowdary349Ainda não há avaliações
- Overtime AccomplishmentDocumento9 páginasOvertime AccomplishmentKate PerezAinda não há avaliações
- Support Issues at AEP Lawrenceburg and Waterford PlantsDocumento11 páginasSupport Issues at AEP Lawrenceburg and Waterford Plantsfaizan abbasiAinda não há avaliações
- Rolling ProcessDocumento17 páginasRolling ProcessRavichandran GAinda não há avaliações
- Inelastic Analysis of Dissimilar Material Flanges With Metal Ring Gaskets at Elevated TemperaturesDocumento8 páginasInelastic Analysis of Dissimilar Material Flanges With Metal Ring Gaskets at Elevated TemperaturesKP SAHUAinda não há avaliações
- Heat Transfer RadiationDocumento7 páginasHeat Transfer RadiationJerico MikesellAinda não há avaliações
- Las 9Documento14 páginasLas 9HisokaAinda não há avaliações
- 491-80044934 A4-P 1.0 enDocumento49 páginas491-80044934 A4-P 1.0 enAtiq Ur RehmanAinda não há avaliações
- TE 1 Notes PDFDocumento196 páginasTE 1 Notes PDFfatigue puttaAinda não há avaliações
- Fuse in XpandercrossDocumento16 páginasFuse in XpandercrossMUHAMMAD IKHWANUDINAinda não há avaliações
- Thermodynamics Problems PDFDocumento21 páginasThermodynamics Problems PDFSubhash KorumilliAinda não há avaliações
- Diagram of The HouseDocumento16 páginasDiagram of The HouseBeatriz OliveiraAinda não há avaliações
- HVAC Silencer GuideDocumento7 páginasHVAC Silencer GuideSelva Kumar Selva KumarAinda não há avaliações
- M. Doors and WindowsDocumento6 páginasM. Doors and WindowsTharaka PereraAinda não há avaliações
- Acoustic Emission Testing Method: Questions AnswersDocumento22 páginasAcoustic Emission Testing Method: Questions AnswersSadhasivam Velu100% (2)
- X-Roc Epoxybond: Technical Data SheetDocumento2 páginasX-Roc Epoxybond: Technical Data SheetJanaka Dinesh100% (1)
- Stalargo Stainless Steel I-Beams: For Demanding ApplicationsDocumento4 páginasStalargo Stainless Steel I-Beams: For Demanding ApplicationsTushar PatilAinda não há avaliações
- Types of Concrete Blocks in Construction (14 Types)Documento10 páginasTypes of Concrete Blocks in Construction (14 Types)hhAinda não há avaliações
- Secondary Seal For Sealed Insulating Glass Units For Structural Sealant Glazing ApplicationsDocumento12 páginasSecondary Seal For Sealed Insulating Glass Units For Structural Sealant Glazing ApplicationsAbdullah NajjarAinda não há avaliações
- Prestressed Concrete AdvantagesDocumento18 páginasPrestressed Concrete AdvantagesLarete PaoloAinda não há avaliações