Você também pode gostar
- Sewage Disposal Works: Their Design and ConstructionNo EverandSewage Disposal Works: Their Design and ConstructionAinda não há avaliações
- TraysDocumento9 páginasTraysElladaAinda não há avaliações
- Equipment DetailsDocumento33 páginasEquipment DetailsSaif Siddiqui100% (1)
- Types of Column and Internal PartsDocumento12 páginasTypes of Column and Internal PartsRey100% (3)
- Interview Questions For Chemical EngineeringDocumento6 páginasInterview Questions For Chemical EngineeringNikunj PatelAinda não há avaliações
- Distillation Tower Internals InstallationDocumento10 páginasDistillation Tower Internals Installationrvkumar61Ainda não há avaliações
- Distillation Column InternalsDocumento17 páginasDistillation Column InternalsAhmed Omar AmineAinda não há avaliações
- Fired Heater Components-1Documento8 páginasFired Heater Components-1ahmed atwaAinda não há avaliações
- Vacuum DistillationDocumento1 páginaVacuum Distillationzephyr_2090Ainda não há avaliações
- Knockout DrumsDocumento1 páginaKnockout DrumsCheng Kai CongAinda não há avaliações
- Air Cooled Heat Exchanger !Documento17 páginasAir Cooled Heat Exchanger !RehinaAinda não há avaliações
- PSVDocumento101 páginasPSVEngr Adeel Ahmed AbbasiAinda não há avaliações
- CompressorDocumento17 páginasCompressorLipika GayenAinda não há avaliações
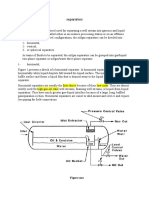
- Separators: Figure OneDocumento8 páginasSeparators: Figure OneMohamed Moder100% (1)
- DS-TI Tower InternalsDocumento10 páginasDS-TI Tower Internalschris100% (1)
- Triplex Pump ManualDocumento11 páginasTriplex Pump ManualDustin WhiteAinda não há avaliações
- Placement of Nozzles in EquipmentDocumento43 páginasPlacement of Nozzles in EquipmentPramod DixitAinda não há avaliações
- Presentation On Heat ExchangersDocumento54 páginasPresentation On Heat ExchangersNagendrababu Mahapatruni100% (1)
- Boiler Components FunctionDocumento2 páginasBoiler Components FunctionMuhammad Adli Bin Ja'affarAinda não há avaliações
- Flowserve Pump Seal PlansDocumento56 páginasFlowserve Pump Seal PlansDDAinda não há avaliações
- Why A Shell and Tube Heat Exchanger?Documento17 páginasWhy A Shell and Tube Heat Exchanger?Avishek KumarAinda não há avaliações
- Seal Plans Presentation2Documento21 páginasSeal Plans Presentation2venkeekuAinda não há avaliações
- Design Concept of Crude Oil Distillation Column DesignDocumento24 páginasDesign Concept of Crude Oil Distillation Column DesignArjumand UroojAinda não há avaliações
- Section 06B - PumpsDocumento62 páginasSection 06B - PumpsRajesh KumarAinda não há avaliações
- 01heat Exchanger-FOPE05Documento30 páginas01heat Exchanger-FOPE05kuldeep mohiteAinda não há avaliações
- CompressorDocumento8 páginasCompressorLOKIAinda não há avaliações
- Upstream Oil ProcessingDocumento6 páginasUpstream Oil Processinge_buljubasicAinda não há avaliações
- Hot High Pressure SeparatorDocumento2 páginasHot High Pressure SeparatorKhai NguyenAinda não há avaliações
- Heat Exchangers, Strainers and SeperatorsDocumento12 páginasHeat Exchangers, Strainers and SeperatorsJaveed A. Khan100% (1)
- Heat Exchanger BasicsDocumento59 páginasHeat Exchanger BasicsPassionAinda não há avaliações
- Piping Plan Pocket PalDocumento66 páginasPiping Plan Pocket PalmflorespazosAinda não há avaliações
- Att2 Baretti InternalsDocumento36 páginasAtt2 Baretti InternalsAli MetinAinda não há avaliações
- Model Answers of FractionationDocumento16 páginasModel Answers of FractionationAhmed Mohamed KhalilAinda não há avaliações
- Types of TraysDocumento33 páginasTypes of TraysSagar Naduvinamani100% (2)
- ED ProcessDocumento9 páginasED ProcesskhanasifalamAinda não há avaliações
- Centrifugal PumpsDocumento30 páginasCentrifugal PumpsNitish NairAinda não há avaliações
- Whrs ManualDocumento41 páginasWhrs ManualAKHLESH JHALLAREAinda não há avaliações
- Tube Roller ExpansionDocumento12 páginasTube Roller ExpansionTejaswiAinda não há avaliações
- Steam TrapDocumento8 páginasSteam TrapSanket BandekarAinda não há avaliações
- Heat ExchangersDocumento66 páginasHeat ExchangersSaptarshi MandalAinda não há avaliações
- Hydrotest Pressure Vs Design PressureDocumento122 páginasHydrotest Pressure Vs Design PressureHenryOdohAinda não há avaliações
- Air Fin Cooler CatalougeDocumento14 páginasAir Fin Cooler Catalougesammar_10Ainda não há avaliações
- Frick - Oil Flushing ProcedureDocumento1 páginaFrick - Oil Flushing Procedurekaash028Ainda não há avaliações
- Gas Blowby CaseDocumento2 páginasGas Blowby Casejainrakeshj4987Ainda não há avaliações
- PumpsDocumento54 páginasPumpsMark SantosAinda não há avaliações
- Fix Tube Sheet Heat Exchanger MaintenanceDocumento10 páginasFix Tube Sheet Heat Exchanger MaintenanceKarthik MadhuAinda não há avaliações
- FALLSEM2021-22 CHE4001 ETH VL2021220100382 Reference Material I 17-Aug-2021 Lecture-1 (Tray Vs Packed Column)Documento62 páginasFALLSEM2021-22 CHE4001 ETH VL2021220100382 Reference Material I 17-Aug-2021 Lecture-1 (Tray Vs Packed Column)sanyukta sinhaAinda não há avaliações
- Chapter 8 Steam PipingDocumento14 páginasChapter 8 Steam PipingDak Serik100% (2)
- Floating Head Heat Exchanger HydrotestDocumento15 páginasFloating Head Heat Exchanger Hydrotestjohn0% (1)
- Maintenance of Heat ExchangerDocumento5 páginasMaintenance of Heat Exchangerdanish_1985100% (4)
- What's A Screw Pump? Understanding The Unique Characteristics and Operating Principles of 1, 2 and 3 Screw PumpsDocumento4 páginasWhat's A Screw Pump? Understanding The Unique Characteristics and Operating Principles of 1, 2 and 3 Screw PumpsTapas ChaudhuriAinda não há avaliações
- Chapter 5Documento70 páginasChapter 5Husnain AliAinda não há avaliações
- Ahmed Deyab: Senior Process Engineer Process Simulation ConsultantDocumento154 páginasAhmed Deyab: Senior Process Engineer Process Simulation ConsultantHamza AliAinda não há avaliações
- Design For Sieve Plate ColumnDocumento7 páginasDesign For Sieve Plate ColumnAyushi Jain100% (1)
- INTRA Process EquipmentDocumento24 páginasINTRA Process EquipmentMón Quà Vô GiáAinda não há avaliações
- Equipment For Gas-Liquid OperationsDocumento22 páginasEquipment For Gas-Liquid OperationsBrandeice Barrett75% (4)
- Distillation ColumnsDocumento12 páginasDistillation ColumnsJade RanteAinda não há avaliações
- Chapter 6 Design of EquipmentsDocumento18 páginasChapter 6 Design of Equipmentsgshdavid100% (1)
- Stripping Coloumn PDFDocumento18 páginasStripping Coloumn PDFEmir DjafarAinda não há avaliações
- Types of Trays The Packing MaterialDocumento5 páginasTypes of Trays The Packing MaterialalyAinda não há avaliações
- Kowotest Duplex IQI BrochureDocumento2 páginasKowotest Duplex IQI BrochureamitAinda não há avaliações
- Phosphine: Hazard SummaryDocumento4 páginasPhosphine: Hazard SummaryamitAinda não há avaliações
- SCRATADocumento2 páginasSCRATAamit100% (1)
- Helium:: What Is It?Documento11 páginasHelium:: What Is It?amitAinda não há avaliações
- PR8592 Welding TechnologyDocumento77 páginasPR8592 Welding TechnologyamitAinda não há avaliações
- VW 2016 Article On Water Based PaintDocumento6 páginasVW 2016 Article On Water Based PaintamitAinda não há avaliações
- Water-Based Single Component High Gloss Acrylic For DTM and Topcoat ApplicationsDocumento6 páginasWater-Based Single Component High Gloss Acrylic For DTM and Topcoat ApplicationsamitAinda não há avaliações
- Prince William Sound Regional Citizens Advisory CouncilDocumento45 páginasPrince William Sound Regional Citizens Advisory CouncilamitAinda não há avaliações
- Ohio Storage Tank ConferenceDocumento14 páginasOhio Storage Tank ConferenceamitAinda não há avaliações
- NDT Film Processing InstructionsDocumento2 páginasNDT Film Processing InstructionsamitAinda não há avaliações
- Flexural Behavior of Epoxy Matrix Composites Reinforced With Malva FiberDocumento7 páginasFlexural Behavior of Epoxy Matrix Composites Reinforced With Malva FiberamitAinda não há avaliações
- Ultrasonic Inspection of Titanium Airframe ComponentsDocumento15 páginasUltrasonic Inspection of Titanium Airframe ComponentsamitAinda não há avaliações
- CH 6 Muscular SystemDocumento51 páginasCH 6 Muscular SystemNAMERAH GOTEAinda não há avaliações
- Tle InterventionDocumento8 páginasTle InterventionNorman T. Regal100% (1)
- MIDEL 7131 Technical Information Pack USDocumento15 páginasMIDEL 7131 Technical Information Pack USkatherine100% (1)
- Thesis On River RaviDocumento6 páginasThesis On River Ravijackiehintonwashington100% (2)
- Biomedical WasteDocumento9 páginasBiomedical WasteJyoti SinghAinda não há avaliações
- Eligible Candidate List - RCCIIT - RAPIDD Technologies - WB - 2021 BatchDocumento4 páginasEligible Candidate List - RCCIIT - RAPIDD Technologies - WB - 2021 BatchAbhishek DeyAinda não há avaliações
- Fed Question BankDocumento5 páginasFed Question BankAnonymous eWMnRr70qAinda não há avaliações
- Uav UpdateDocumento16 páginasUav UpdateHanif Ahmad Abdul GhofurAinda não há avaliações
- Soal Listrik Statis Dan Kelistrikan Pada Makhluk SedangDocumento10 páginasSoal Listrik Statis Dan Kelistrikan Pada Makhluk SedangRifatiMasrurohAinda não há avaliações
- Revision Test Comparative Superlative Adjectives A Grammar Drills TestsDocumento3 páginasRevision Test Comparative Superlative Adjectives A Grammar Drills TestsLili PaunescuAinda não há avaliações
- UNEP - France - Adinda Putri MahindraDocumento2 páginasUNEP - France - Adinda Putri MahindraAdhilla SalsabilaAinda não há avaliações
- Frost Multidimensional Perfectionism ScaleDocumento1 páginaFrost Multidimensional Perfectionism Scalesshafiq3Ainda não há avaliações
- Jurnal Ira FebrianiDocumento8 páginasJurnal Ira FebrianiNada Anis FadhilahAinda não há avaliações
- Ohmite Component Selector: Catalog 4000KDocumento205 páginasOhmite Component Selector: Catalog 4000Klem abesamisAinda não há avaliações
- 英语个性化学程S1B,Unit 1-学生发放 PDFDocumento16 páginas英语个性化学程S1B,Unit 1-学生发放 PDFZi WangAinda não há avaliações
- Unit 2 - BT MLH 11 - Test 2 - KeyDocumento2 páginasUnit 2 - BT MLH 11 - Test 2 - KeyttyannieAinda não há avaliações
- QHSE Training Answers FIELD PERSONNELDocumento1 páginaQHSE Training Answers FIELD PERSONNELMhanna AYAinda não há avaliações
- STS Assign.Documento2 páginasSTS Assign.Florence LapinigAinda não há avaliações
- Testing Effects of Acid Rain On StatuesDocumento5 páginasTesting Effects of Acid Rain On StatuesDanielle LoneAinda não há avaliações
- Prevalence of Theileriosis in Buffaloes During Rainy Season in and Around Patna, BiharDocumento5 páginasPrevalence of Theileriosis in Buffaloes During Rainy Season in and Around Patna, BiharNilesh BariAinda não há avaliações
- Question Paper and Mark Scheme Practice (R093)Documento29 páginasQuestion Paper and Mark Scheme Practice (R093)Ben StocksAinda não há avaliações
- S TypeDocumento29 páginasS TypedenisAinda não há avaliações
- Arihant Kota Teachers - KVPY 11 Years Solved Papers 2019-2009 Stream SA For Class 11 Arihant (2020, Arihant Career Helper) - Libgen - LiDocumento257 páginasArihant Kota Teachers - KVPY 11 Years Solved Papers 2019-2009 Stream SA For Class 11 Arihant (2020, Arihant Career Helper) - Libgen - LiAtharv AggarwalAinda não há avaliações
- Eye Contact Training Get Women, Increase Your Power Become A True Leader (Eye Contact Book, Confidence Building, Body Language Secrets, Nonverbal Communication, - Body Language Training, Attract WoDocumento68 páginasEye Contact Training Get Women, Increase Your Power Become A True Leader (Eye Contact Book, Confidence Building, Body Language Secrets, Nonverbal Communication, - Body Language Training, Attract WoNelecaupAinda não há avaliações
- Chemisty Book Notes For Class XI - Chemical Bond - Gases005628Documento23 páginasChemisty Book Notes For Class XI - Chemical Bond - Gases005628Mukhtiar AhmedAinda não há avaliações
- OPS Materials Specifications For JointsDocumento8 páginasOPS Materials Specifications For JointsKévin JacobAinda não há avaliações
- 603 Quiz 3Documento2 páginas603 Quiz 3Cj SuarezAinda não há avaliações
- Continuous Beams (Common But Special Case) : Msc. CourseDocumento15 páginasContinuous Beams (Common But Special Case) : Msc. CourseRaffal NejimAinda não há avaliações
- Liquid Crystal Colloidal Structures For IncreasedDocumento11 páginasLiquid Crystal Colloidal Structures For IncreasedCarlos Santos Bravo CcatamayoAinda não há avaliações
- Lesson Plan in Science 3 - RevisedDocumento5 páginasLesson Plan in Science 3 - RevisedJurnelene Lei UGOS0% (1)
- Bulk Material Handling: Practical Guidance for Mechanical EngineersNo EverandBulk Material Handling: Practical Guidance for Mechanical EngineersNota: 5 de 5 estrelas5/5 (1)
- Basic Digital Signal Processing: Butterworths Basic SeriesNo EverandBasic Digital Signal Processing: Butterworths Basic SeriesNota: 5 de 5 estrelas5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionNo EverandThe Laws of Thermodynamics: A Very Short IntroductionNota: 4.5 de 5 estrelas4.5/5 (10)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionNo EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionNota: 4.5 de 5 estrelas4.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedNo EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedNota: 5 de 5 estrelas5/5 (1)
- Cyber-Physical Systems: Foundations, Principles and ApplicationsNo EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongAinda não há avaliações
- The Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionNo EverandThe Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionAinda não há avaliações
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AAinda não há avaliações
- Mechanical Vibrations and Condition MonitoringNo EverandMechanical Vibrations and Condition MonitoringNota: 5 de 5 estrelas5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CAinda não há avaliações
- Airplane Flying Handbook: FAA-H-8083-3C (2024)No EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Nota: 4 de 5 estrelas4/5 (12)
- Safety Theory and Control Technology of High-Speed Train OperationNo EverandSafety Theory and Control Technology of High-Speed Train OperationNota: 5 de 5 estrelas5/5 (2)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsNo EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsNota: 3.5 de 5 estrelas3.5/5 (3)
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNo EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionAinda não há avaliações
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataNo EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataAinda não há avaliações
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisNo EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisNota: 4 de 5 estrelas4/5 (2)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseNo EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseNota: 4.5 de 5 estrelas4.5/5 (51)
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItNo EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItNota: 4 de 5 estrelas4/5 (25)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideNo Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideNota: 3.5 de 5 estrelas3.5/5 (7)
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideNo EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideNota: 4 de 5 estrelas4/5 (8)
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsNo EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsNota: 4 de 5 estrelas4/5 (9)
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeNo EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeNota: 4 de 5 estrelas4/5 (9)