Você também pode gostar
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Ford Eectch98Documento79 páginasFord Eectch98jockerAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Design of Rigid Pavement CC Road With M30Documento2 páginasDesign of Rigid Pavement CC Road With M30Yedla Neelakanteshwar100% (3)
- Usm Mtbe PDFDocumento404 páginasUsm Mtbe PDFEzzati AzizAinda não há avaliações
- Business Analyst TrainingDocumento3 páginasBusiness Analyst TrainingMuniswamaiah Mohan100% (1)
- Cics Class 05Documento18 páginasCics Class 05HarithaAinda não há avaliações
- Measurement of SubstructureDocumento24 páginasMeasurement of SubstructureAamaniVeeranam80% (10)
- Adhesive Theory N TypesDocumento11 páginasAdhesive Theory N TypesgautamahujaAinda não há avaliações
- Adhesive Theory N TypesDocumento11 páginasAdhesive Theory N TypesgautamahujaAinda não há avaliações
- Uitm MtbeDocumento303 páginasUitm MtbeEzzati AzizAinda não há avaliações
- Binder Modul WMS 10Documento52 páginasBinder Modul WMS 10sandhiakhmadAinda não há avaliações
- ObjectivesDocumento2 páginasObjectivesEzzati AzizAinda não há avaliações
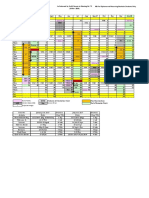
- Academic Calendar 2017Documento1 páginaAcademic Calendar 2017Ezzati AzizAinda não há avaliações
- Report Oil N Fat Utk TurnintinDocumento8 páginasReport Oil N Fat Utk TurnintinEzzati AzizAinda não há avaliações
- Decomposition of MtbeDocumento4 páginasDecomposition of MtbeEzzati AzizAinda não há avaliações
- Lab 5 LevelDocumento6 páginasLab 5 LevelEzzati AzizAinda não há avaliações
- Process Control DesignDocumento6 páginasProcess Control DesignEzzati AzizAinda não há avaliações
- Chapter 1 Biomolecules PDFDocumento17 páginasChapter 1 Biomolecules PDFEzzati AzizAinda não há avaliações
- Cleaning: Risk Assessment For: Establishment: Assessment By: DateDocumento4 páginasCleaning: Risk Assessment For: Establishment: Assessment By: DateEzzati AzizAinda não há avaliações
- Proposal Paddy HuskDocumento35 páginasProposal Paddy HuskEzzati AzizAinda não há avaliações
- In Brick Making FactoriesDocumento2 páginasIn Brick Making FactoriesEzzati AzizAinda não há avaliações
- Chapter 3Documento27 páginasChapter 3Ezzati AzizAinda não há avaliações
- Chapter 2 - 3Documento33 páginasChapter 2 - 3Shalini KrishnanAinda não há avaliações
- Buffer PreparationDocumento3 páginasBuffer PreparationEzzati Aziz0% (2)
- Based On The Article Entitled Palm Oil Waste ManagementDocumento1 páginaBased On The Article Entitled Palm Oil Waste ManagementEzzati AzizAinda não há avaliações
- Assignment: CPB 20203: Numerical Methods in Chemical EnginerringDocumento3 páginasAssignment: CPB 20203: Numerical Methods in Chemical EnginerringEzzati AzizAinda não há avaliações
- Chapter 3Documento80 páginasChapter 3Ezzati AzizAinda não há avaliações
- Matriculation Chemistry Introduction To Organic Compound Part 1 PDFDocumento24 páginasMatriculation Chemistry Introduction To Organic Compound Part 1 PDFiki292Ainda não há avaliações
- Oracle Database JDBC Developer Guide and ReferenceDocumento432 páginasOracle Database JDBC Developer Guide and Referenceapi-25919427100% (1)
- Hopper Volume CalculationDocumento1 páginaHopper Volume CalculationWael AboudAinda não há avaliações
- Fix Disk & Partition ErrorsDocumento2 páginasFix Disk & Partition Errorsdownload181Ainda não há avaliações
- Inductive TransducersDocumento12 páginasInductive TransducersMUKESH SUNDARARAJANAinda não há avaliações
- Applications and Interpretation Standard SpecimensDocumento56 páginasApplications and Interpretation Standard SpecimensNahir ClaraAinda não há avaliações
- Smart Card/Proximity Based Vehicle Identification & Access Control SystemDocumento4 páginasSmart Card/Proximity Based Vehicle Identification & Access Control SystemkarunamoorthiAinda não há avaliações
- Properties of Common Liquids Solids and Foods 2Documento2 páginasProperties of Common Liquids Solids and Foods 2Šhëënà de LeonAinda não há avaliações
- RBS 2106 V3 Cabinet UpgradeDocumento7 páginasRBS 2106 V3 Cabinet Upgradeamos JosephAinda não há avaliações
- Balmer PDFDocumento3 páginasBalmer PDFVictor De Paula VilaAinda não há avaliações
- MC0081Documento385 páginasMC0081Purushottam KumarAinda não há avaliações
- Kitchen Chemistry ExperimentDocumento7 páginasKitchen Chemistry ExperimentMss FaixaAinda não há avaliações
- Accelerate your career with online coursesDocumento22 páginasAccelerate your career with online coursesAYEDITAN AYOMIDEAinda não há avaliações
- Abstract (Lab 2) Ionization ConstantDocumento12 páginasAbstract (Lab 2) Ionization Constantmirdza94Ainda não há avaliações
- Martillo Hyd Atlas Copco SB 150Documento12 páginasMartillo Hyd Atlas Copco SB 150Nain murilloAinda não há avaliações
- Thinsat®300 Installation and User'S Manual: Thinkom Solutions, IncDocumento39 páginasThinsat®300 Installation and User'S Manual: Thinkom Solutions, IncHiep Mai Van100% (1)
- Splunk Skills Assessment-UpdatedDocumento14 páginasSplunk Skills Assessment-Updatedtsegay.csAinda não há avaliações
- Ef TechnologyDocumento2 páginasEf TechnologyAdarsha SarpangalaAinda não há avaliações
- ETABS Building Structure Analysis and Design ReportDocumento84 páginasETABS Building Structure Analysis and Design ReportMd Awesshadab0% (1)
- Planetary AlignmentDocumento7 páginasPlanetary AlignmentEbn MisrAinda não há avaliações
- B. Solving Quadratic EquationsDocumento23 páginasB. Solving Quadratic EquationsHasnain -GamerAinda não há avaliações
- Composition, Thermal and Rheological Behaviour of Selected Greek HoneysDocumento13 páginasComposition, Thermal and Rheological Behaviour of Selected Greek HoneyssyazaqilahAinda não há avaliações
- Correct AnswerDocumento120 páginasCorrect Answerdebaprasad ghosh100% (1)
- Probability DPP (1 To 7) 13th WADocumento16 páginasProbability DPP (1 To 7) 13th WARaju SinghAinda não há avaliações