Você também pode gostar
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasAinda não há avaliações
- Compendium Delhi PDFDocumento223 páginasCompendium Delhi PDFsrinivasgillalaAinda não há avaliações
- Babcock and Wilcox Boiler.Documento9 páginasBabcock and Wilcox Boiler.Sajid RazaAinda não há avaliações
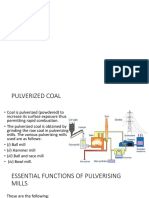
- Pulverized CoalDocumento13 páginasPulverized CoalKeioleAinda não há avaliações
- DVC Combustion Modification Package August 2019Documento31 páginasDVC Combustion Modification Package August 2019Amitava PalAinda não há avaliações
- Spiral Wound Gasket SpecificationDocumento54 páginasSpiral Wound Gasket SpecificationRamalingam PrabhakaranAinda não há avaliações
- SERIES 22.2: Heavy Duty Gear ReducersDocumento2 páginasSERIES 22.2: Heavy Duty Gear ReducersAmir KhanAinda não há avaliações
- Biomass Combustion Manual - 6 October 2015 PDFDocumento12 páginasBiomass Combustion Manual - 6 October 2015 PDFpriyankaAinda não há avaliações
- Pulverized Coal TechnologyDocumento7 páginasPulverized Coal TechnologyRi KoAinda não há avaliações
- Anthracite Firing at Central Power Stations For The - Foster WheelerDocumento21 páginasAnthracite Firing at Central Power Stations For The - Foster WheelerThanh Luan NguyenAinda não há avaliações
- Fluidised 20bed 20combustion 20boilersDocumento146 páginasFluidised 20bed 20combustion 20boilersjkhan_724384Ainda não há avaliações
- APGENCO FlyashDocumento37 páginasAPGENCO Flyashlokesh0144Ainda não há avaliações
- Super Critical Boiler Materials - Metallurgical Aspects: R N Mehrotra, GM Energy TechnologyDocumento41 páginasSuper Critical Boiler Materials - Metallurgical Aspects: R N Mehrotra, GM Energy TechnologyVIBHAV100% (1)
- CFBC Boiler Scale UpDocumento14 páginasCFBC Boiler Scale UpBijoy B MenonAinda não há avaliações
- Biomass EffectDocumento23 páginasBiomass EffectAnonymous knICaxAinda não há avaliações
- Boiler DrumDocumento42 páginasBoiler Drummetasoniko10% (1)
- TPP Steel PlantDocumento25 páginasTPP Steel PlantPRASANTHAinda não há avaliações
- Sulfuric Acid Dew Point Corrosion in Waste Heat Boiler Tube For Coppe PDFDocumento8 páginasSulfuric Acid Dew Point Corrosion in Waste Heat Boiler Tube For Coppe PDFFaiz AgungAinda não há avaliações
- Kawasaki's Presentation on FGD and SCR SystemsDocumento20 páginasKawasaki's Presentation on FGD and SCR Systemsjitendrashukla10836Ainda não há avaliações
- Application Procedure - Phoscast 60Documento2 páginasApplication Procedure - Phoscast 60RAJKUMARAinda não há avaliações
- Recovery Boiler: Navigation Search Kraft Process Pulping White Liquor Black Liquor Lignin Power PlantDocumento12 páginasRecovery Boiler: Navigation Search Kraft Process Pulping White Liquor Black Liquor Lignin Power PlantSrinivasa Rao VenkumahanthiAinda não há avaliações
- BHELDocumento4 páginasBHELNageswara Reddy GajjalaAinda não há avaliações
- 1 Dolochar Including Char Lump Sample and Char Fines Sample: E C C CDocumento5 páginas1 Dolochar Including Char Lump Sample and Char Fines Sample: E C C CJKKAinda não há avaliações
- Energy Performance Assessment of Boiler at P.S.S.K. LTDDocumento12 páginasEnergy Performance Assessment of Boiler at P.S.S.K. LTDPajooheshAinda não há avaliações
- 7 SFW CFB BrochurerDocumento11 páginas7 SFW CFB BrochurerJuan SalcidoAinda não há avaliações
- Bps-06 NOx ControlDocumento4 páginasBps-06 NOx ControlLTE002Ainda não há avaliações
- Boiler Efficiency: Heat Input Is Pulverised Coal Heat Output Is Superheated SteamDocumento17 páginasBoiler Efficiency: Heat Input Is Pulverised Coal Heat Output Is Superheated SteamHumayun Rashid KhanAinda não há avaliações
- Soot BlowingDocumento11 páginasSoot BlowingHoncho Abhi SinhaAinda não há avaliações
- Biomass (Rice Straw) Fired BoilerDocumento9 páginasBiomass (Rice Straw) Fired BoilerSnehashis MaityAinda não há avaliações
- Thermal Power Plant Training OverviewDocumento192 páginasThermal Power Plant Training OverviewManoj PaneriAinda não há avaliações
- Boiler TrainingDocumento40 páginasBoiler TrainingHarry Ansari100% (1)
- 4 Rla of BoilersDocumento20 páginas4 Rla of BoilersGanesh Murugan100% (1)
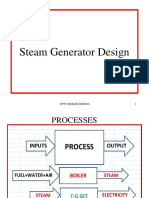
- Steam Generator DesignDocumento147 páginasSteam Generator Designzerocool86100% (1)
- Fuel Staging For NOx Reduction in Automatic Wood FurnacesDocumento169 páginasFuel Staging For NOx Reduction in Automatic Wood FurnacesJoao MinhoAinda não há avaliações
- Alstom BFB PDFDocumento18 páginasAlstom BFB PDFNaveed RabbaniAinda não há avaliações
- 5 B CombustionDocumento71 páginas5 B CombustionFraser LamontAinda não há avaliações
- 06-Klitzke Sidwell Jensen Presentation Part 123Documento89 páginas06-Klitzke Sidwell Jensen Presentation Part 123Nguyễn Thanh TùngAinda não há avaliações
- Module 8 - Energy Performance Assessment of BoilersDocumento24 páginasModule 8 - Energy Performance Assessment of BoilersAnonymous a19X9GHZAinda não há avaliações
- Thermal Power GuidelinesDocumento14 páginasThermal Power Guidelinessenthil031277Ainda não há avaliações
- Ash Handling SystemDocumento24 páginasAsh Handling SystemAyan MajiAinda não há avaliações
- Ashtech Vipin DaveDocumento31 páginasAshtech Vipin DavedeipakguptaAinda não há avaliações
- AFBC Technology Overview for Army Heating PlantsDocumento101 páginasAFBC Technology Overview for Army Heating Plantsdika wahyuAinda não há avaliações
- Explosion e Implosion CalderasDocumento2 páginasExplosion e Implosion CalderasAntonio RamonAinda não há avaliações
- Guide to Soot Blowers and Furnace Temperature ProbesDocumento18 páginasGuide to Soot Blowers and Furnace Temperature Probesupt vadodaraAinda não há avaliações
- Foundrybench D19 Good Practice GuideDocumento196 páginasFoundrybench D19 Good Practice GuideGangadharKasinathSastryAinda não há avaliações
- Catalogue - Olympus Videoscope IPLEX G LiteDocumento8 páginasCatalogue - Olympus Videoscope IPLEX G LiteHaris Fadillah AlhudaAinda não há avaliações
- UTW CJSC Steam TurbinesDocumento36 páginasUTW CJSC Steam TurbinesvamsiklAinda não há avaliações
- NTPCVBR1Documento91 páginasNTPCVBR1DenkaAinda não há avaliações
- Furnace Simulation and Furnace Sizing Calculations With FurnxpertDocumento3 páginasFurnace Simulation and Furnace Sizing Calculations With FurnxpertSteve WanAinda não há avaliações
- Phosphate Hideout PDFDocumento4 páginasPhosphate Hideout PDFAHMAD DZAKYAinda não há avaliações
- Nrs 1-50 GestraDocumento28 páginasNrs 1-50 Gestramike tsakirisAinda não há avaliações
- Once Through: Steam GeneratorsDocumento21 páginasOnce Through: Steam GeneratorsrajrampallyAinda não há avaliações
- Chap 21 PDFDocumento28 páginasChap 21 PDFnelson escuderoAinda não há avaliações
- Supercritical Boiler Cleanup Cycle: Ranjan KumarDocumento23 páginasSupercritical Boiler Cleanup Cycle: Ranjan Kumarscentpcbarauni BARAUNIAinda não há avaliações
- Thermax BoilerDocumento10 páginasThermax Boileramitrawal0100% (1)
- Fuel savings for slab reheating through oxyfuel combustionDocumento6 páginasFuel savings for slab reheating through oxyfuel combustionДимитър СлавовAinda não há avaliações
- Book - 2 - Energy Efficiency in Thermal UtilitiesDocumento274 páginasBook - 2 - Energy Efficiency in Thermal Utilitiesarkadjyothiprakash67% (9)
- Ijet V4i3p38 PDFDocumento10 páginasIjet V4i3p38 PDFInternational Journal of Engineering and TechniquesAinda não há avaliações
- Thermal Efficiency of Rolling Mill Reheating FurnacesDocumento15 páginasThermal Efficiency of Rolling Mill Reheating FurnacesJorge Neyra MacedoAinda não há avaliações
- Study On The Thermodynamics Performance of Industrial BoilerDocumento26 páginasStudy On The Thermodynamics Performance of Industrial BoilerKimeli KiptanuiAinda não há avaliações
- Ut Referance NotesDocumento164 páginasUt Referance NotesRaja BoopathyAinda não há avaliações
- DR014 LAB Feedwater-Suctionline Pipe Routing RequirementsDocumento4 páginasDR014 LAB Feedwater-Suctionline Pipe Routing RequirementsMadhan RajAinda não há avaliações
- Standard Piping Design Basis DocumentDocumento25 páginasStandard Piping Design Basis DocumentMadhan RajAinda não há avaliações
- Piping Floating ProcedureDocumento5 páginasPiping Floating ProcedureMadhan Raj50% (2)
- DR008 - Earthing of PipingDocumento3 páginasDR008 - Earthing of PipingMadhan RajAinda não há avaliações
- Siemens piping slope requirementsDocumento4 páginasSiemens piping slope requirementsMadhan RajAinda não há avaliações
- Variable Spring SupportsDocumento12 páginasVariable Spring SupportsMadhan RajAinda não há avaliações
- DR008 - Earthing of PipingDocumento3 páginasDR008 - Earthing of PipingMadhan RajAinda não há avaliações
- Lump MassDocumento10 páginasLump Masspkshrawal1976Ainda não há avaliações
- ANSYS TutorialDocumento44 páginasANSYS Tutorialsauravc88Ainda não há avaliações
- Steel PhaseDocumento174 páginasSteel PhasechopkarAinda não há avaliações
- ANSYS TutorialDocumento44 páginasANSYS Tutorialsauravc88Ainda não há avaliações
- Trunnion Calculation 0193 - 001Documento9 páginasTrunnion Calculation 0193 - 001Madhan RajAinda não há avaliações
- Acid Cleaning ProcedureDocumento6 páginasAcid Cleaning ProcedureMadhan RajAinda não há avaliações
- List of Standards: Si - No Description Drawing NoDocumento2 páginasList of Standards: Si - No Description Drawing NoMadhan RajAinda não há avaliações
- BoilerDocumento29 páginasBoilerMadhan RajAinda não há avaliações
- Types of Boilers PDFDocumento5 páginasTypes of Boilers PDFJosé RubioAinda não há avaliações
- 10 Drying of PulpsDocumento8 páginas10 Drying of PulpsMadhan RajAinda não há avaliações
- Shell and Tube Heat Exchanger DesignDocumento41 páginasShell and Tube Heat Exchanger DesignAhmad Budiman100% (2)
- M 120Documento40 páginasM 120ilkinAinda não há avaliações
- Safety Code for Public Swimming PoolsDocumento18 páginasSafety Code for Public Swimming PoolsAditi Bansal100% (5)
- Black Liquor Recovery - How Does It WorkDocumento7 páginasBlack Liquor Recovery - How Does It Workmancini10Ainda não há avaliações
- Pressure VesselDocumento32 páginasPressure VesselYonjon SubhaAinda não há avaliações
- Outokumpu Duplex Stainless Steel Data SheetDocumento12 páginasOutokumpu Duplex Stainless Steel Data SheetbayumahardikaAinda não há avaliações
- Design Calc Saud It SampleDocumento25 páginasDesign Calc Saud It SampleglazetmAinda não há avaliações
- Black Liquor Recovery - How Does It WorkDocumento7 páginasBlack Liquor Recovery - How Does It Workmancini10Ainda não há avaliações
- Swimming Pool DesignDocumento49 páginasSwimming Pool Designcashlover100% (1)
- Water Quality Management of Swimming Pool PDFDocumento11 páginasWater Quality Management of Swimming Pool PDFMadhan Raj100% (1)
- Vibration Control of A Traveling Suspended SystemDocumento8 páginasVibration Control of A Traveling Suspended SystemMadhan RajAinda não há avaliações
- Basic Theory Fluidization (Fluidized Bed) ExperimentDocumento11 páginasBasic Theory Fluidization (Fluidized Bed) ExperimentMuhammad Reza100% (1)
- Sequential Simulation of A Fluidized Bed-Aspen PlusDocumento6 páginasSequential Simulation of A Fluidized Bed-Aspen PlusAzharuddin Ehtesham FarooquiAinda não há avaliações
- Design Theory of C FB BoilersDocumento15 páginasDesign Theory of C FB Boilersanon_797717906Ainda não há avaliações
- Investigation of Liquid-Solid and Gas-Solid Fluidized BedDocumento18 páginasInvestigation of Liquid-Solid and Gas-Solid Fluidized Bedmahbub1332100% (1)
- Rotary Drum and Fluidized Bed Dryers Optimize Mineral ProcessingDocumento12 páginasRotary Drum and Fluidized Bed Dryers Optimize Mineral ProcessingesteAinda não há avaliações
- 03 Combustion & Combustion Tuning Part 3Documento231 páginas03 Combustion & Combustion Tuning Part 3sriramojAinda não há avaliações
- ViewPageProof APT 2296Documento10 páginasViewPageProof APT 2296Vasant HiremathAinda não há avaliações
- Fluidized BedDocumento24 páginasFluidized BedZahrotul HayatiAinda não há avaliações
- Nptel: Mechanical Operations - Video CourseDocumento2 páginasNptel: Mechanical Operations - Video CourseNilesh SinghAinda não há avaliações
- Fluid flow and fluidized bedsDocumento6 páginasFluid flow and fluidized bedsKyriacos ZygourakisAinda não há avaliações
- (Aziz Belmiloudi (Editor) ) Heat Transfer - Theoret (B-Ok - CC)Documento666 páginas(Aziz Belmiloudi (Editor) ) Heat Transfer - Theoret (B-Ok - CC)AshenafiAinda não há avaliações
- Dubai-IIE Nr. 4 Self Cleaning Heat ExchangerDocumento15 páginasDubai-IIE Nr. 4 Self Cleaning Heat ExchangerevrimkAinda não há avaliações
- SUPAC Mfg. Equipment Addendum Guidance 11-25-14 PDFDocumento33 páginasSUPAC Mfg. Equipment Addendum Guidance 11-25-14 PDFP S R PrasadAinda não há avaliações
- CFBC Boiler Scale UpDocumento14 páginasCFBC Boiler Scale UpBijoy B MenonAinda não há avaliações
- Coal Selection CriteriaDocumento31 páginasCoal Selection CriteriaHardik Kumar MendparaAinda não há avaliações
- CHE 321 Lecture NotesDocumento90 páginasCHE 321 Lecture NotesCharles BaileyAinda não há avaliações
- CREII-Module-3 - Lecture 14 & 15 PDFDocumento27 páginasCREII-Module-3 - Lecture 14 & 15 PDFshubhamAinda não há avaliações
- Thermal Design of A Fluidized Bed Steam Boiler Using Refuse Derived Fuel (RDF) in Organic Rankine Cycle (#487643) - 612964 PDFDocumento17 páginasThermal Design of A Fluidized Bed Steam Boiler Using Refuse Derived Fuel (RDF) in Organic Rankine Cycle (#487643) - 612964 PDFnemochuAinda não há avaliações
- Multiple Choice Questions On Fundamentals of Modelling (Unit-1)Documento24 páginasMultiple Choice Questions On Fundamentals of Modelling (Unit-1)Pratik Kedare100% (1)
- Technical Process Fluid Bed CoatingDocumento2 páginasTechnical Process Fluid Bed Coatingecayra-1100% (1)
- Blending Silo TechniquesDocumento6 páginasBlending Silo TechniquesSUNIL TVAinda não há avaliações
- An Analytical Study For Fluidized Bed Cooler Thermal Design: ArticleDocumento15 páginasAn Analytical Study For Fluidized Bed Cooler Thermal Design: ArticleNILESH YADAVAinda não há avaliações
- Calcination and Reduction of Laterite Nickel OresDocumento10 páginasCalcination and Reduction of Laterite Nickel OresrikocahyopAinda não há avaliações
- CH3010 - Power Plant Engineering Notes .Documento75 páginasCH3010 - Power Plant Engineering Notes .VijayAinda não há avaliações
- CFD Simulation of CO2 Sorption in A Circulating Fluidized Bed Using The Deactivation Kinetic ModelDocumento8 páginasCFD Simulation of CO2 Sorption in A Circulating Fluidized Bed Using The Deactivation Kinetic Modelziglat2004Ainda não há avaliações
- Cofiring Low-Rank Coal and Biomass in A Bubbling Fluidized Bed WithDocumento13 páginasCofiring Low-Rank Coal and Biomass in A Bubbling Fluidized Bed WithRafiMahardikaAinda não há avaliações
- JEA Ash Handling Systems Topical Report Rev 1Documento22 páginasJEA Ash Handling Systems Topical Report Rev 1Sarfaraz KhanAinda não há avaliações
- Lec 1Documento26 páginasLec 1chandrakiranAinda não há avaliações
- Heat Transfer Coefficient in A Shallow Fluidized Bed Heat Exchanger With A Continuous Flow of Solid ParticlesDocumento6 páginasHeat Transfer Coefficient in A Shallow Fluidized Bed Heat Exchanger With A Continuous Flow of Solid ParticlesKudzai C MuganhuAinda não há avaliações
- Lab Manual Cycle 1Documento66 páginasLab Manual Cycle 1Kaustubh SatheAinda não há avaliações