Você também pode gostar
- Cncpresentation PDFDocumento37 páginasCncpresentation PDFCorey YoungAinda não há avaliações
- Numerical ControllerDocumento157 páginasNumerical ControllerDhaval PatelAinda não há avaliações
- CNC Programming & Application: Federal TVET Institute Manufacturing Technology Department Addis Abeba EthiopiaDocumento58 páginasCNC Programming & Application: Federal TVET Institute Manufacturing Technology Department Addis Abeba EthiopiaGezae MebrahtuAinda não há avaliações
- EMC ActuatorsDocumento80 páginasEMC ActuatorsnageshAinda não há avaliações
- A Case Study On Predictive Maintenance of Oj 5522 DT 40 CNC Milling MachineDocumento4 páginasA Case Study On Predictive Maintenance of Oj 5522 DT 40 CNC Milling MachineIJARP PublicationsAinda não há avaliações
- Electrode Properties EdmDocumento6 páginasElectrode Properties Edmomer21Ainda não há avaliações
- Axes Design Basics-Apr2018Documento76 páginasAxes Design Basics-Apr2018Srinivas MurthyAinda não há avaliações
- Drilling Reaming & TappingDocumento17 páginasDrilling Reaming & TappingLeo HsiehAinda não há avaliações
- PLC With Pic16F648A: Microcontroller (PART 1)Documento5 páginasPLC With Pic16F648A: Microcontroller (PART 1)artmx2003Ainda não há avaliações
- Full PPT CNC Plotter MCDocumento33 páginasFull PPT CNC Plotter MCDishant PatelAinda não há avaliações
- 81 Designing Aluminium-Bronze CastingsDocumento17 páginas81 Designing Aluminium-Bronze Castingspoom2007100% (1)
- Lathe MachineDocumento22 páginasLathe MachineRaghavMaheshwariAinda não há avaliações
- Regrind End Mills and VikDocumento1 páginaRegrind End Mills and VikMawan BentzAinda não há avaliações
- Static Balancing of Grinding WheelsDocumento3 páginasStatic Balancing of Grinding WheelsloosenutAinda não há avaliações
- GrindingDocumento52 páginasGrindingRavi Arjun KumarAinda não há avaliações
- Jigs and Fixtures For Machine Shops: Instructional ObjectivesDocumento21 páginasJigs and Fixtures For Machine Shops: Instructional ObjectivesRinkuAinda não há avaliações
- Automotive Chassis DesignDocumento4 páginasAutomotive Chassis DesigndressfeetAinda não há avaliações
- Drilling Tool DesignDocumento8 páginasDrilling Tool DesignSiddharth DubeyAinda não há avaliações
- Elliott Tool English CatalogDocumento220 páginasElliott Tool English Catalogmaruti nandgadkarAinda não há avaliações
- 4-Machining Fundamentals Ams May01 13Documento87 páginas4-Machining Fundamentals Ams May01 13mjdaleneziAinda não há avaliações
- BOOK77Documento5 páginasBOOK77Vaibhav GuptaAinda não há avaliações
- CNC Vertical Milling Machine-JOB PROCEDUREDocumento3 páginasCNC Vertical Milling Machine-JOB PROCEDUREpraveen_kumar_119Ainda não há avaliações
- Machine Tools and Machining1Documento62 páginasMachine Tools and Machining1Faisal MaqsoodAinda não há avaliações
- Plant LayoutDocumento65 páginasPlant Layoutsupriya127100% (1)
- Computer Numerical Control (CNC) Machine: Industrial Oriented Mini Project Report ONDocumento46 páginasComputer Numerical Control (CNC) Machine: Industrial Oriented Mini Project Report ONMechanical 2-1Ainda não há avaliações
- Manufacturing of Spur Gear: Aim of The ExperimentDocumento5 páginasManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaAinda não há avaliações
- CNCDocumento76 páginasCNCAlexandru Precup100% (1)
- NC Mill SFTWR ManualDocumento100 páginasNC Mill SFTWR ManualPham LongAinda não há avaliações
- Assignment On LatheDocumento26 páginasAssignment On LatheHarish Kumar S100% (3)
- Non Chip FormingDocumento33 páginasNon Chip FormingNur AmirahAinda não há avaliações
- Design of Machining Fixture For Turbine Rotor BladeDocumento14 páginasDesign of Machining Fixture For Turbine Rotor BladeesatjournalsAinda não há avaliações
- Design of CNC Machine Based Laser Engraver With Arduino UNODocumento7 páginasDesign of CNC Machine Based Laser Engraver With Arduino UNOIJRASETPublicationsAinda não há avaliações
- Deep Drawing Process PDFDocumento34 páginasDeep Drawing Process PDFCADCAM CAEAinda não há avaliações
- Student Copy-Manufacturing Process SelectionDocumento49 páginasStudent Copy-Manufacturing Process SelectionAnishMendisAinda não há avaliações
- Grinding Process BoreDocumento22 páginasGrinding Process Boremaulikgadara50% (2)
- Rebuild ManualDocumento55 páginasRebuild Manualaccujack0% (1)
- Gears & Gear Manufacturing Processes-2Documento58 páginasGears & Gear Manufacturing Processes-2Yogesh DewangAinda não há avaliações
- Flexible FixturingDocumento24 páginasFlexible FixturingAbhishek KaushikAinda não há avaliações
- Haacon 4202+4585 Gebruiksaanwijzing enDocumento6 páginasHaacon 4202+4585 Gebruiksaanwijzing enBasvanLeeuwen100% (2)
- Lab Session 1 & 2& 3Documento24 páginasLab Session 1 & 2& 3Ali RazaAinda não há avaliações
- Sintered Metal BushDocumento5 páginasSintered Metal Bush124swadeshiAinda não há avaliações
- Machinist Calc Pro 2UG4088E-BDocumento80 páginasMachinist Calc Pro 2UG4088E-Bbuckeyemarv967100% (2)
- Cold Forging BookDocumento26 páginasCold Forging BookkrocsyldiphAinda não há avaliações
- Recent Trends in ManufacturingDocumento13 páginasRecent Trends in ManufacturingAmbarish100% (2)
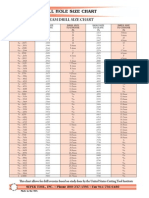
- Drill Hole Size ChartDocumento1 páginaDrill Hole Size ChartWilliam James Abercrombie100% (1)
- Spline BroachingDocumento28 páginasSpline BroachingFaraz IshaniAinda não há avaliações
- (PDF) Design Report Quad Bike Design Challenge - 2016Documento13 páginas(PDF) Design Report Quad Bike Design Challenge - 2016abhijitakadamAinda não há avaliações
- 40530-Machining 10 20 30 2003Documento109 páginas40530-Machining 10 20 30 2003Emijo.AAinda não há avaliações
- HMT Mandrel Bending 101Documento80 páginasHMT Mandrel Bending 101zaiofracassadoAinda não há avaliações
- Chapter-5: MachiningDocumento32 páginasChapter-5: Machiningbhushan wandre0% (1)
- Profile Cutting of Metals On CNC Plasma MachineDocumento30 páginasProfile Cutting of Metals On CNC Plasma MachineKranthi Kumar ReddyAinda não há avaliações
- General Purpose Machine Tools - SpalDocumento32 páginasGeneral Purpose Machine Tools - SpalRavichandran GAinda não há avaliações
- CNC Machines-1Documento79 páginasCNC Machines-1LAVNIMESH AGNIHOTRIAinda não há avaliações
- CNC MillDocumento100 páginasCNC MillKhai HuynhAinda não há avaliações
- CNC TechnologyDocumento51 páginasCNC TechnologylyriccAinda não há avaliações
- 2nd unitCNC-1Documento118 páginas2nd unitCNC-1Sundar AnandAinda não há avaliações
- CH 3Documento81 páginasCH 3Munawar AbdusamedAinda não há avaliações
- CNC Machines-An Introduction: Department of Mechanical Engineering Indian Institute of Technology PatnaDocumento49 páginasCNC Machines-An Introduction: Department of Mechanical Engineering Indian Institute of Technology PatnaShiva SinghAinda não há avaliações
- 9.pmat M-01Documento94 páginas9.pmat M-01mailtome126100% (1)
- ME6302-Manufacturing Technology-I PDFDocumento10 páginasME6302-Manufacturing Technology-I PDFpraveen mithunAinda não há avaliações
- Introduction To RESDocumento33 páginasIntroduction To RESpraveen mithunAinda não há avaliações
- Wind Power BasicsDocumento16 páginasWind Power Basicspraveen mithunAinda não há avaliações
- DFMDocumento41 páginasDFMpraveen mithunAinda não há avaliações
- Introduction To CAD/CAM/CAE Software: Dr.K.Balamurugan Associate Professor, IRTTDocumento6 páginasIntroduction To CAD/CAM/CAE Software: Dr.K.Balamurugan Associate Professor, IRTTpraveen mithunAinda não há avaliações
- Sensors Applications - Vol1. Sensors in Manufacturing Wiley SonsDocumento421 páginasSensors Applications - Vol1. Sensors in Manufacturing Wiley SonsdhvbkhnAinda não há avaliações
- SolarThermal ApplicationsDocumento24 páginasSolarThermal Applicationspraveen mithunAinda não há avaliações
- List of Materials With Out COE As USADocumento77 páginasList of Materials With Out COE As USAమనోహర్ రెడ్డిAinda não há avaliações
- Laboratory 1 Sheet V5Documento2 páginasLaboratory 1 Sheet V5Sahan KaushalyaAinda não há avaliações
- Advanced Protection System: Engineer and Architect SpecificationsDocumento12 páginasAdvanced Protection System: Engineer and Architect SpecificationsCesar TunarosaAinda não há avaliações
- Memory Management Concept: Address MappingDocumento4 páginasMemory Management Concept: Address MappingWanjira KigokoAinda não há avaliações
- 09 - 01 - RA41129EN05GLA0 - Self Optimizing Networks - SONDocumento35 páginas09 - 01 - RA41129EN05GLA0 - Self Optimizing Networks - SONmoustafa.aymanAinda não há avaliações
- ESE - Past Year PapersDocumento13 páginasESE - Past Year PapersKrishna AsharAinda não há avaliações
- Payer AuthDocumento195 páginasPayer AuthYoko YaraAinda não há avaliações
- Lesson 2 - Data ConnectionsDocumento54 páginasLesson 2 - Data Connectionsnagarjuna rautAinda não há avaliações
- Fatima Ishfaq-MMT153016Documento87 páginasFatima Ishfaq-MMT153016Muhammad Sohail AbidAinda não há avaliações
- API Testing Test CasesDocumento6 páginasAPI Testing Test CasesTest01 testAinda não há avaliações
- List in HTMLDocumento24 páginasList in HTMLParulAinda não há avaliações
- (PR - Test 70 1) FirstDocumento3 páginas(PR - Test 70 1) FirstRohit ParsodeAinda não há avaliações
- ACFCS Certification BrochureDocumento7 páginasACFCS Certification Brochurebeena pandeyAinda não há avaliações
- Prosound 4000: Specifications Diagnostic Ultrasound SystemDocumento12 páginasProsound 4000: Specifications Diagnostic Ultrasound SystemPRUEAinda não há avaliações
- TQ Automation - Part 5Documento11 páginasTQ Automation - Part 5Julio CostantinoAinda não há avaliações
- Unit15 - Future of Cybersecurity With Exercises QuestionsDocumento11 páginasUnit15 - Future of Cybersecurity With Exercises QuestionsAsdafaAinda não há avaliações
- Scheduling Algorithm: Fifo-Rr-Sjf-P-Mlq-MlfqDocumento48 páginasScheduling Algorithm: Fifo-Rr-Sjf-P-Mlq-MlfqNavinaash Chanthra SegaranAinda não há avaliações
- A Guide To LaTeXDocumento658 páginasA Guide To LaTeXJulio Vera100% (1)
- You Exec - Carbon - Dark - 16x9 - Deck BDocumento134 páginasYou Exec - Carbon - Dark - 16x9 - Deck BFranklinAinda não há avaliações
- Cours - KafkaDocumento72 páginasCours - Kafkanadir nadjemAinda não há avaliações
- Progress Life: Where IsawayofDocumento142 páginasProgress Life: Where IsawayofTejasree SaiAinda não há avaliações
- TextDocumento20 páginasTextKirollos MagedAinda não há avaliações
- HP Laptops King PDF FreeDocumento89 páginasHP Laptops King PDF FreeSwayamvar vermaAinda não há avaliações
- ICT2112 Empowerment Technologies E Tech ICT For Professional Tracks WEEK 1 10 WEWODocumento83 páginasICT2112 Empowerment Technologies E Tech ICT For Professional Tracks WEEK 1 10 WEWOKristel Shaine Espina100% (1)
- jADUAL uAS uMK sEMS gASAL 2020Documento7 páginasjADUAL uAS uMK sEMS gASAL 2020Alhaega AnadaAinda não há avaliações
- Raspberry Pi Documentation - Remote AccessDocumento51 páginasRaspberry Pi Documentation - Remote AccesshelioxAinda não há avaliações
- Ethereum A Secure Decentralised Generalised Transaction Ledger Yellow PaperDocumento29 páginasEthereum A Secure Decentralised Generalised Transaction Ledger Yellow PaperAustin WyrickAinda não há avaliações
- Sepam Schneider 60Documento4 páginasSepam Schneider 60CRISTIANZIMAAinda não há avaliações
- TG0042en - Ed04 - Session Initiation Protcol (SIP) - 2 - de - 2Documento68 páginasTG0042en - Ed04 - Session Initiation Protcol (SIP) - 2 - de - 2Eduardo SilvaAinda não há avaliações
- ch19 - 1 PLC PDFDocumento39 páginasch19 - 1 PLC PDFMASOUDAinda não há avaliações