Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Music GcseDocumento45 páginasMusic GcseAimee DohertyAinda não há avaliações
- Oracle Data Integration - An Overview With Emphasis in DW AppDocumento34 páginasOracle Data Integration - An Overview With Emphasis in DW Appkinan_kazuki104Ainda não há avaliações
- Cathodic Protection Galvanic Sacrificial SpecificationDocumento6 páginasCathodic Protection Galvanic Sacrificial SpecificationMohamed Alkhawaga100% (1)
- Max Born, Albert Einstein-The Born-Einstein Letters-Macmillan (1971)Documento132 páginasMax Born, Albert Einstein-The Born-Einstein Letters-Macmillan (1971)Brian O'SullivanAinda não há avaliações
- Alpha New Bp12Documento54 páginasAlpha New Bp12AUTO HUBAinda não há avaliações
- Java10 PDFDocumento137 páginasJava10 PDFswarup sarkarAinda não há avaliações
- Homa 2 CalculatorDocumento6 páginasHoma 2 CalculatorAnonymous 4dE7mUCIH0% (1)
- Dynamic Modeling of GE 1.5 andDocumento31 páginasDynamic Modeling of GE 1.5 andErtuğrul ÇamAinda não há avaliações
- Boiler Efficiency Guide PDFDocumento24 páginasBoiler Efficiency Guide PDFAsnfiasnfd FenfeAinda não há avaliações
- Environmental Health & Safety - General Guidelines: IFC/World BankDocumento99 páginasEnvironmental Health & Safety - General Guidelines: IFC/World BankVishal Duggal100% (2)
- Metodo 5220 - DQO PDFDocumento6 páginasMetodo 5220 - DQO PDFDaniel MárquezAinda não há avaliações
- Selection Creteria For Larger PipesDocumento9 páginasSelection Creteria For Larger PipesPrasad PallaAinda não há avaliações
- Sulfur Trioxide Concentrations PDFDocumento12 páginasSulfur Trioxide Concentrations PDFRaraAinda não há avaliações
- Uncompacted Void Content of Fine Aggregate (As Influenced by Particle Shape, Surface Texture, and Grading)Documento5 páginasUncompacted Void Content of Fine Aggregate (As Influenced by Particle Shape, Surface Texture, and Grading)ROBERTO MIRANDAAinda não há avaliações
- CS 102 Programming Fundamentals Lecture NotesDocumento14 páginasCS 102 Programming Fundamentals Lecture NotesOkay OkayAinda não há avaliações
- Massive MIMO For Communications With Drone SwarmsDocumento26 páginasMassive MIMO For Communications With Drone SwarmsAsher Suranjith JayakumarAinda não há avaliações
- Craig Vaughan CHPTR 07Documento44 páginasCraig Vaughan CHPTR 07Jorge CananeaAinda não há avaliações
- Introduction to Continuous Optimization for Machine LearningDocumento10 páginasIntroduction to Continuous Optimization for Machine LearningMarcos OliveiraAinda não há avaliações
- Example 1 LS Dyna - Bullet Model SimulationDocumento6 páginasExample 1 LS Dyna - Bullet Model Simulationsunil_vrvAinda não há avaliações
- PTP - Level MethodsDocumento23 páginasPTP - Level Methodssasikiran mAinda não há avaliações
- Product Presentation Nova Blood Gas AnalyzerDocumento38 páginasProduct Presentation Nova Blood Gas Analyzerlaboratorium rsdmadani100% (1)
- Winegard Sensar AntennasDocumento8 páginasWinegard Sensar AntennasMichael ColeAinda não há avaliações
- Cross Belt Magnetic Separator (CBMS)Documento2 páginasCross Belt Magnetic Separator (CBMS)mkbhat17kAinda não há avaliações
- UniversulDocumento56 páginasUniversulGabriel DutuAinda não há avaliações
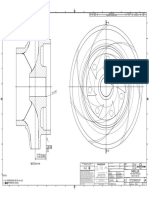
- Impeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLDocumento1 páginaImpeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLSenthilkumar RamalingamAinda não há avaliações
- Astm A6 A6m-08Documento62 páginasAstm A6 A6m-08Vũ Nhân HòaAinda não há avaliações
- Mathematics of Finance: Simple and Compound Interest FormulasDocumento11 páginasMathematics of Finance: Simple and Compound Interest FormulasAshekin MahadiAinda não há avaliações
- Eurotech IoT Gateway Reliagate 10 12 ManualDocumento88 páginasEurotech IoT Gateway Reliagate 10 12 Manualfelix olguinAinda não há avaliações
- EET422 EMC Intro-Banana Skins 2011-2012 MSWDocumento6 páginasEET422 EMC Intro-Banana Skins 2011-2012 MSWVeeradasan PerumalAinda não há avaliações
- Manual 1Documento37 páginasManual 1Şahin GüngörAinda não há avaliações
- DS Ac0801 GBDocumento20 páginasDS Ac0801 GBHossein Jalali MoghaddamAinda não há avaliações
- Haidarali-MR-2011-PhD-Thesis 01 PDFDocumento378 páginasHaidarali-MR-2011-PhD-Thesis 01 PDFIbrahim KhanAinda não há avaliações
- Nso User Guide-5.3 PDFDocumento178 páginasNso User Guide-5.3 PDFAla JebnounAinda não há avaliações
- SBM Level of Practice Validation FormDocumento43 páginasSBM Level of Practice Validation Formelvira pilloAinda não há avaliações
- Five Factors of CleaningDocumento2 páginasFive Factors of CleaningKimberly Bruce De CastroAinda não há avaliações
- 3BSE079234 - en 800xa 6.0 ReleasedDocumento7 páginas3BSE079234 - en 800xa 6.0 ReleasedFormat_CAinda não há avaliações