Você também pode gostar
- City Director of Public Works Organizational ChartDocumento2 páginasCity Director of Public Works Organizational Charteng20072007Ainda não há avaliações
- Block ProposalDocumento11 páginasBlock Proposaleng20072007Ainda não há avaliações
- Water Treatment PidDocumento1 páginaWater Treatment Pideng20072007Ainda não há avaliações
- Adding PID Controllers in Aspen HYSYS: Dynamic Simulation Course 2017Documento1 páginaAdding PID Controllers in Aspen HYSYS: Dynamic Simulation Course 2017eng20072007Ainda não há avaliações
- Warna Three: What Is Marketing?Documento11 páginasWarna Three: What Is Marketing?eng20072007Ainda não há avaliações
- El Sayed Amer Last UpdatedDocumento3 páginasEl Sayed Amer Last Updatedeng20072007Ainda não há avaliações
- Factory PidDocumento1 páginaFactory Pideng20072007Ainda não há avaliações
- City Director of Public Works Organizational ChartDocumento2 páginasCity Director of Public Works Organizational Charteng20072007Ainda não há avaliações
- Factory PidDocumento1 páginaFactory Pideng20072007Ainda não há avaliações
- 1.3 Reliability Terminology: An Introduction To Reliability and Risk Assessment 3Documento1 página1.3 Reliability Terminology: An Introduction To Reliability and Risk Assessment 3eng20072007Ainda não há avaliações
- Envelope Envelope-11Documento1 páginaEnvelope Envelope-11eng20072007Ainda não há avaliações
- SuperbizDocumento11 páginasSuperbizeng20072007Ainda não há avaliações
- BlocksDrilling Line Rev-Peview PDFDocumento11 páginasBlocksDrilling Line Rev-Peview PDFLa Ode Hadi AugustmanAinda não há avaliações
- Oklahoma Corporation Commission: Packer Setting ReportDocumento2 páginasOklahoma Corporation Commission: Packer Setting Reporteng20072007Ainda não há avaliações
- Reliability and Risk Assessment: Ace 4 ApDocumento1 páginaReliability and Risk Assessment: Ace 4 Apeng20072007Ainda não há avaliações
- Ngdiploma EnglishDocumento2 páginasNgdiploma Englisheng20072007Ainda não há avaliações
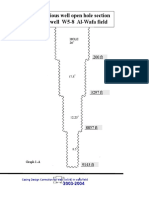
- Previous Well Open Hole Section For Well W5-8 Al-Wafa FieldDocumento4 páginasPrevious Well Open Hole Section For Well W5-8 Al-Wafa Fieldeng20072007Ainda não há avaliações
- Duplicate Cleaner LogDocumento1 páginaDuplicate Cleaner LogMuhammad Hafizuddin Bin JumadinAinda não há avaliações
- 0 - Cources IntroductionDocumento5 páginas0 - Cources Introductioneng20072007Ainda não há avaliações
- احدث CVDocumento4 páginasاحدث CVeng20072007Ainda não há avaliações
- DareDocumento11 páginasDareeng20072007Ainda não há avaliações
- Gad SeparatorDocumento3 páginasGad Separatoreng20072007Ainda não há avaliações
- 5-1 13 3/8" Surface Casing DesignDocumento10 páginas5-1 13 3/8" Surface Casing Designeng20072007Ainda não há avaliações
- 5.2.3 Tension Loading:: Casing Depth, (FT) Tension, (LB) Over Pull 100000, (LB) Apply-DF 1.6 (LB)Documento6 páginas5.2.3 Tension Loading:: Casing Depth, (FT) Tension, (LB) Over Pull 100000, (LB) Apply-DF 1.6 (LB)eng20072007Ainda não há avaliações
- 1007 DISQ 0 M SS 42005 Air Cooled Heat Exchangers SpecificationDocumento18 páginas1007 DISQ 0 M SS 42005 Air Cooled Heat Exchangers Specificationeng20072007Ainda não há avaliações
- 1007 DISQ 0 J SS 33030 Control Valve SpecificationDocumento18 páginas1007 DISQ 0 J SS 33030 Control Valve Specificationeng20072007Ainda não há avaliações
- 1007-Disq-0-L-ss-39151 Rev 2 Spec For Chemical Cleaning of PipingDocumento10 páginas1007-Disq-0-L-ss-39151 Rev 2 Spec For Chemical Cleaning of Pipingeng20072007Ainda não há avaliações
- 1007 Disq 0 G Ae 30033 Rev 5 Equipment ListDocumento22 páginas1007 Disq 0 G Ae 30033 Rev 5 Equipment Listeng20072007100% (1)
- 1007-DISQ-0-M-SS-42026-Rev.3 ValvesDocumento13 páginas1007-DISQ-0-M-SS-42026-Rev.3 Valveseng20072007Ainda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Welding Symbol enDocumento27 páginasWelding Symbol enAliaa El-BannaAinda não há avaliações
- Adjustable Bearing: Mechanical Engineering Design - CADDocumento3 páginasAdjustable Bearing: Mechanical Engineering Design - CADAve Niels100% (2)
- Microstructure and Properties of Quenched-and-Aged Copper-Bearing HSLA Steel PlatesDocumento7 páginasMicrostructure and Properties of Quenched-and-Aged Copper-Bearing HSLA Steel Platesardeshir yarakzadehAinda não há avaliações
- Is 2041Documento8 páginasIs 2041hhr2412Ainda não há avaliações
- Acid HandlingDocumento8 páginasAcid HandlingChem.Engg100% (2)
- APS ThinsulatorsDocumento3 páginasAPS ThinsulatorsBobbie RuckAinda não há avaliações
- Quick Reference Guide To Heat TreatingDocumento1 páginaQuick Reference Guide To Heat TreatingArtisan IdeasAinda não há avaliações
- Science 1Documento6 páginasScience 1doruoctaviandumitruAinda não há avaliações
- Luke L. HsiungDocumento9 páginasLuke L. HsiungW.t. HanAinda não há avaliações
- PQR Procedure Qualification Record Krishna SteelDocumento2 páginasPQR Procedure Qualification Record Krishna SteelHarshit Adwani100% (2)
- Laboratory waterbaths and oilbaths overviewDocumento16 páginasLaboratory waterbaths and oilbaths overviewcriman45Ainda não há avaliações
- Lysaght Roofing Walling Installation Manual Jul 2015Documento68 páginasLysaght Roofing Walling Installation Manual Jul 2015hedyAinda não há avaliações
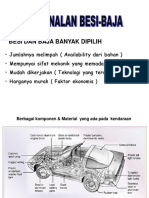
- 011 Besi BajaDocumento34 páginas011 Besi BajaMFA nounAinda não há avaliações
- Pressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedDocumento3 páginasPressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedSofiaJabadanEspulgarAinda não há avaliações
- Aludipbrochure PDFDocumento16 páginasAludipbrochure PDFflavio82pnAinda não há avaliações
- Steel Alloy Testing Pro No. 1599 GuideDocumento14 páginasSteel Alloy Testing Pro No. 1599 GuideOm PrakashAinda não há avaliações
- AodDocumento20 páginasAodanon_945096555100% (2)
- MSC Tech Thesis PDFDocumento120 páginasMSC Tech Thesis PDFscott2355Ainda não há avaliações
- Sintech Pumps For Sugar Processing PlantDocumento18 páginasSintech Pumps For Sugar Processing Plantsahildhingra100% (2)
- Full-Range Stress-Strain Curves For Stainless SteelDocumento15 páginasFull-Range Stress-Strain Curves For Stainless SteelNurul HudaAinda não há avaliações
- Juta Bumi Kapital Sdn. BHD: Doc. No. Revision NoDocumento2 páginasJuta Bumi Kapital Sdn. BHD: Doc. No. Revision NoSong Kiet ChooAinda não há avaliações
- Characteristics of Iron OreDocumento4 páginasCharacteristics of Iron OreNathan SwamiAinda não há avaliações
- Material data sheet for steel grades SB-C45, 047 and Imatra 4MDocumento2 páginasMaterial data sheet for steel grades SB-C45, 047 and Imatra 4Mabu asiyahAinda não há avaliações
- WeldedBridgeCode ACS 2 15Documento1 páginaWeldedBridgeCode ACS 2 15MAYMODERN STEELAinda não há avaliações
- UA-91 Weld Performance Test SpecificationDocumento1 páginaUA-91 Weld Performance Test SpecificationtonytrujilloAinda não há avaliações
- Engguide PDFDocumento92 páginasEngguide PDFBIJOYAinda não há avaliações
- Hilti - RE500 V3 and HAS U - EngDocumento14 páginasHilti - RE500 V3 and HAS U - EngDawn NguyenAinda não há avaliações
- Cross-reference list of steel designations and standardsDocumento3 páginasCross-reference list of steel designations and standardsIlya PikusAinda não há avaliações
- 10.1016@b0 12 227055 x@00772 0Documento8 páginas10.1016@b0 12 227055 x@00772 0import.xenoninterAinda não há avaliações
- Ams 5667Documento8 páginasAms 5667Shankar ManoAinda não há avaliações