Você também pode gostar
- Viewing and Interpretation of RadiographsDocumento30 páginasViewing and Interpretation of RadiographsNatrajiAinda não há avaliações
- Guide Specification For Coatings With Inorganic Zinc Rich PrimerDocumento7 páginasGuide Specification For Coatings With Inorganic Zinc Rich PrimerFernando AlvarengaAinda não há avaliações
- AT^0S Internship Report12Documento33 páginasAT^0S Internship Report12bejaca8091Ainda não há avaliações
- T-03 - TP-04 - Data Gathering Non Destructive Testing and Destructive Testing Procedures For Structural EngineersDocumento57 páginasT-03 - TP-04 - Data Gathering Non Destructive Testing and Destructive Testing Procedures For Structural EngineersLimar SetstraAinda não há avaliações
- Detecting cracks in delayed coke drums using new NDE techniquesDocumento12 páginasDetecting cracks in delayed coke drums using new NDE techniquesMahendra RathoreAinda não há avaliações
- Radiograph Interpretation GuideDocumento36 páginasRadiograph Interpretation GuideMaverikbjAinda não há avaliações
- PART 38 CSWIP 3.1 Noted Points - Part 2Documento7 páginasPART 38 CSWIP 3.1 Noted Points - Part 2ravindra_jivaniAinda não há avaliações
- Advanced NDT 2Documento56 páginasAdvanced NDT 2Anonymous ffje1rpa83% (6)
- Corrosion Protection SpecificationDocumento19 páginasCorrosion Protection SpecificationAbhinav SinhaAinda não há avaliações
- Painting of Structure Piping Equipment 22Documento5 páginasPainting of Structure Piping Equipment 22Saurabh Kumar VermaAinda não há avaliações
- Casting Def MetDocumento8 páginasCasting Def MetBalakrishnan RagothamanAinda não há avaliações
- Bare Copper & Earthing Accessories SpecificationDocumento14 páginasBare Copper & Earthing Accessories SpecificationJayantha SampathAinda não há avaliações
- Improving Small Diameter Pipe Weld Inspections With Phased Arrays NDT For ManagersDocumento34 páginasImproving Small Diameter Pipe Weld Inspections With Phased Arrays NDT For Managerssriraj.kadabaAinda não há avaliações
- Wall Loss Measurement - Computed-RadiographyDocumento69 páginasWall Loss Measurement - Computed-RadiographyJeganeswaranAinda não há avaliações
- W P Ss 004Documento12 páginasW P Ss 004BETLAHOREAinda não há avaliações
- How To Design Voice Activated LightsDocumento13 páginasHow To Design Voice Activated LightsjackAinda não há avaliações
- Service Manual: DBVR-2700Documento99 páginasService Manual: DBVR-2700Kostas AthanasiadisAinda não há avaliações
- Daily Points To Recall (Day 8) : 1. GeneralDocumento4 páginasDaily Points To Recall (Day 8) : 1. GeneralshakeelahmadjsrAinda não há avaliações
- How To Do Printed Circuit Board Failure AnalysisDocumento6 páginasHow To Do Printed Circuit Board Failure AnalysisjackAinda não há avaliações
- West Qurna 1 Building Upgrades & Facilities WorkDocumento19 páginasWest Qurna 1 Building Upgrades & Facilities WorkNoor A QasimAinda não há avaliações
- Abb Seminar Paper European Stainless Steel ConferenceDocumento5 páginasAbb Seminar Paper European Stainless Steel ConferenceGeowana Yuka PurmanaAinda não há avaliações
- How To Analysis PCB If Circuit Board FailureDocumento15 páginasHow To Analysis PCB If Circuit Board FailurejackAinda não há avaliações
- Micro-Section Analysis of PCBsDocumento4 páginasMicro-Section Analysis of PCBsGuilherme Dos Santos MoreiraAinda não há avaliações
- Funai 29a-250-450 Service ManualDocumento70 páginasFunai 29a-250-450 Service Manualgnaks58Ainda não há avaliações
- An Imaging Technique To Measure Rust Creepage at Scribe On Coated Test Panels Subjected To Corrosive EnvironmentsDocumento4 páginasAn Imaging Technique To Measure Rust Creepage at Scribe On Coated Test Panels Subjected To Corrosive EnvironmentsAlejandro 20Ainda não há avaliações
- Viewing and Interpretation of RadiographsDocumento30 páginasViewing and Interpretation of RadiographsdavAinda não há avaliações
- SOP - 07 - Sand Blasting - Painting ProcedureDocumento66 páginasSOP - 07 - Sand Blasting - Painting ProcedureSuci Yatiningtiyas100% (1)
- DVP 2003 Service ManualDocumento48 páginasDVP 2003 Service ManualGeorge J. PitsakisAinda não há avaliações
- What Are The Criteria For PCB InspectionDocumento15 páginasWhat Are The Criteria For PCB InspectionjackAinda não há avaliações
- Eccentric SlickWELL Reamer Dull Grading Procedures (DOC SWRE DGP 2)Documento8 páginasEccentric SlickWELL Reamer Dull Grading Procedures (DOC SWRE DGP 2)Rohith PgAinda não há avaliações
- Work Instruction (Used Drill Pipe Coating) - NOVDocumento17 páginasWork Instruction (Used Drill Pipe Coating) - NOVYadi Kusmayadi100% (1)
- IPC/industry Standard of PCB and PCBA?: PCB Fabrication Steps: (Presentation-How-To-Build-Pcb)Documento3 páginasIPC/industry Standard of PCB and PCBA?: PCB Fabrication Steps: (Presentation-How-To-Build-Pcb)HenryAinda não há avaliações
- PCBA TestDocumento23 páginasPCBA TestjackAinda não há avaliações
- Viewing and Interpretation of RadiographsDocumento28 páginasViewing and Interpretation of RadiographsEr WidodoAinda não há avaliações
- POF Specs 2009Documento38 páginasPOF Specs 2009eRCeckoAinda não há avaliações
- IliDocumento38 páginasIlidanish_shoaib6874100% (1)
- What Is PCB X-Ray InspectionDocumento12 páginasWhat Is PCB X-Ray InspectionjackAinda não há avaliações
- PCB Design Process & IssuesDocumento9 páginasPCB Design Process & Issuestinderlord akoAinda não há avaliações
- LC-20DV20U: LCD Color Television/ DVD Video PlayerDocumento106 páginasLC-20DV20U: LCD Color Television/ DVD Video Playerhfog2000181Ainda não há avaliações
- Technical - Handbook - OMAN CABLES PDFDocumento70 páginasTechnical - Handbook - OMAN CABLES PDFSahul HameedAinda não há avaliações
- Manual Ultrasonic Testing Procedure for 26Documento12 páginasManual Ultrasonic Testing Procedure for 26Rohit Kumar Mishra100% (1)
- 4 - Column DesignDocumento10 páginas4 - Column Designlarry0lao0iiiAinda não há avaliações
- Proceq DY-2 Operating Instructions English HighDocumento24 páginasProceq DY-2 Operating Instructions English HighLenard Badayos0% (1)
- S-AAA-CAB-GEN (Rev.0-2011)Documento35 páginasS-AAA-CAB-GEN (Rev.0-2011)Karuppu SamyAinda não há avaliações
- Sony Cfd-s35cp Ver-1.1 SMDocumento64 páginasSony Cfd-s35cp Ver-1.1 SMAndrei Cain100% (1)
- Part 1: Two-And Three-Sheet Joints With Coated and Uncoated Steel SheetsDocumento45 páginasPart 1: Two-And Three-Sheet Joints With Coated and Uncoated Steel SheetsReginaldo Santos100% (1)
- What Is PCB SMT X Ray CheckingDocumento3 páginasWhat Is PCB SMT X Ray CheckingjackAinda não há avaliações
- Customer Specification Rport 12 FCDocumento12 páginasCustomer Specification Rport 12 FCSridharan VenkatAinda não há avaliações
- Die Casting Defects - Identification Causes and CuresDocumento12 páginasDie Casting Defects - Identification Causes and CuresjosuecncAinda não há avaliações
- 6 Ver 2 Alternating Current Field MeasurementDocumento9 páginas6 Ver 2 Alternating Current Field MeasurementMuhammad ZariqAinda não há avaliações
- Sony CFD g555cp g555cpkDocumento70 páginasSony CFD g555cp g555cpkCarlos PadillaAinda não há avaliações
- 0926p5richard-Lee2 Good Slids For Composite Wrap RepairDocumento37 páginas0926p5richard-Lee2 Good Slids For Composite Wrap RepairVignesh VelAinda não há avaliações
- Investigation of the Chirajara Bridge CollapseNo EverandInvestigation of the Chirajara Bridge CollapseAinda não há avaliações
- PAUT Beamtool Using StepsDocumento2 páginasPAUT Beamtool Using StepsnathgsurendraAinda não há avaliações
- Paint Thickness Measurement ProcedureDocumento2 páginasPaint Thickness Measurement ProcedurenathgsurendraAinda não há avaliações
- DDA RelatedDocumento2 páginasDDA RelatednathgsurendraAinda não há avaliações
- 1101 - 1 Procedure For Radiography Rev 1 Dt.19!04!2017 ZORDocumento72 páginas1101 - 1 Procedure For Radiography Rev 1 Dt.19!04!2017 ZORnathgsurendraAinda não há avaliações
- High Temperature Corrosion Mapping Procedure Rev.1Documento14 páginasHigh Temperature Corrosion Mapping Procedure Rev.1nathgsurendra100% (1)
- LPT Testing StepsDocumento2 páginasLPT Testing StepsnathgsurendraAinda não há avaliações
- AUT Ss Welds 71Documento16 páginasAUT Ss Welds 71nathgsurendraAinda não há avaliações
- Eddy Current TestingDocumento73 páginasEddy Current Testingnathgsurendra100% (2)
- RT ProcedureDocumento33 páginasRT Procedurenathgsurendra100% (2)
- Electromagnetic - Eddy Crrent Testing ProcedureDocumento17 páginasElectromagnetic - Eddy Crrent Testing Procedurenathgsurendra100% (1)
- MT ProcDocumento13 páginasMT ProcnathgsurendraAinda não há avaliações
- MT ProcDocumento13 páginasMT ProcnathgsurendraAinda não há avaliações
- Holiday Detector ProcedureDocumento2 páginasHoliday Detector Procedurenathgsurendra100% (1)
- Phased Array Inspection ProcedureDocumento10 páginasPhased Array Inspection ProcedurenathgsurendraAinda não há avaliações
- SafeRad SCAR PresentationDocumento280 páginasSafeRad SCAR PresentationnathgsurendraAinda não há avaliações
- Radn Alaram Manual Operating and MaintenanceDocumento8 páginasRadn Alaram Manual Operating and MaintenancenathgsurendraAinda não há avaliações
- Holiday Detector ProcedureDocumento2 páginasHoliday Detector ProcedurenathgsurendraAinda não há avaliações
- AWS D1.1 Weld Technique SketchDocumento6 páginasAWS D1.1 Weld Technique SketchnathgsurendraAinda não há avaliações
- Saferadiation ProcedureDocumento20 páginasSaferadiation ProcedurenathgsurendraAinda não há avaliações
- Density HelpDocumento8 páginasDensity HelpnathgsurendraAinda não há avaliações
- Barchart TemplateDocumento8 páginasBarchart TemplatenathgsurendraAinda não há avaliações
- Pipeline Coatings The Petrobrás Experience: Joaquim P. Quintela Jorge TavesDocumento51 páginasPipeline Coatings The Petrobrás Experience: Joaquim P. Quintela Jorge Tavesnathgsurendra100% (2)
- 1341065875Documento53 páginas1341065875nathgsurendraAinda não há avaliações
- Panasonic Ag dvx100 Ag Dvx100be Manual Do UtilizadorDocumento12 páginasPanasonic Ag dvx100 Ag Dvx100be Manual Do UtilizadorAnderson Assis MansanoAinda não há avaliações
- 808 #16 Manual R2Documento6 páginas808 #16 Manual R2mr_vdgreefAinda não há avaliações
- Korea Herald 20090512Documento1 páginaKorea Herald 20090512raiseyAinda não há avaliações
- Parts of Camera and LensesDocumento24 páginasParts of Camera and LensesKhushi JaiswalAinda não há avaliações
- grandMA2 Release Notes - 2.9.1.1Documento30 páginasgrandMA2 Release Notes - 2.9.1.1Carles MartiAinda não há avaliações
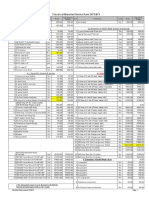
- Elecrical Rate 072-073 (KTM)Documento116 páginasElecrical Rate 072-073 (KTM)surendramaharjan100% (1)
- Chapter 4 CameraDocumento131 páginasChapter 4 CameraTj LatAinda não há avaliações
- Understanding The EOS M50 PreviewDocumento21 páginasUnderstanding The EOS M50 PreviewVenkatesan SundaramAinda não há avaliações
- Creativity Progress & Excellence: Network ProductDocumento2 páginasCreativity Progress & Excellence: Network ProductMahmoud AhmedAinda não há avaliações
- Manual Fischertechnik DesignerDocumento42 páginasManual Fischertechnik Designerlauraelena_diazlopez01Ainda não há avaliações
- MediaDocumento379 páginasMediaVishal NairAinda não há avaliações
- BS en 1317-2 - 1998Documento14 páginasBS en 1317-2 - 1998Suresh Venugopalan100% (1)
- A Family Album: Photography Versus Memory in Sigfried Kracauser's Writings On PhotographyDocumento16 páginasA Family Album: Photography Versus Memory in Sigfried Kracauser's Writings On PhotographyGeraldine TedderAinda não há avaliações
- C6CN Datasheet PDFDocumento7 páginasC6CN Datasheet PDFkakyo29433Ainda não há avaliações
- Pushing The Boundaries of Digital ImagingDocumento23 páginasPushing The Boundaries of Digital ImagingDaniel ZlatevAinda não há avaliações
- CC12 enDocumento76 páginasCC12 enemadhsobhyAinda não há avaliações
- CNG 483 Introduction to Computer Vision Image FormationDocumento40 páginasCNG 483 Introduction to Computer Vision Image FormationKom ChegAinda não há avaliações
- Soal Bahasa Inggris Kelas 9Documento5 páginasSoal Bahasa Inggris Kelas 9Ika Yuniati WinataAinda não há avaliações
- GRADE 10 Arts LM U3Documento42 páginasGRADE 10 Arts LM U3PutanginamoAinda não há avaliações
- Ch25 Giancoli7e TestBankDocumento37 páginasCh25 Giancoli7e TestBankLopez Shian ErvinAinda não há avaliações
- 2104 Operation Manual For New Milenium Grand - THT MedstarDocumento47 páginas2104 Operation Manual For New Milenium Grand - THT MedstarIPSRS RSBKAinda não há avaliações
- The Complete Guide To Diy Product PhotographyDocumento105 páginasThe Complete Guide To Diy Product PhotographyCristian Ristache93% (14)
- Upgrade your Kowa spotting scope with System S accessoriesDocumento4 páginasUpgrade your Kowa spotting scope with System S accessoriesMike CanadayAinda não há avaliações
- Camera Sales LetterDocumento2 páginasCamera Sales LetterMichael JonesAinda não há avaliações
- Comparison Hikvision Vs Iron YunDocumento20 páginasComparison Hikvision Vs Iron Yunfiterlan kriswantoAinda não há avaliações
- VIDAR SPEED With GDSDocumento5 páginasVIDAR SPEED With GDSEdwin AcostaAinda não há avaliações
- Facilitator:: Renesa B. MamuriDocumento46 páginasFacilitator:: Renesa B. MamuriRenesa Balungaya MamuriAinda não há avaliações
- Vray Physical Camera GuideDocumento4 páginasVray Physical Camera GuideeoghanobrienAinda não há avaliações
- VIVOTEK-Outdoor CameraDocumento2 páginasVIVOTEK-Outdoor CameraAlaa KamalAinda não há avaliações
- 00 Back-Front Focus Test ChartDocumento11 páginas00 Back-Front Focus Test ChartPaco PerezAinda não há avaliações