Você também pode gostar
- QuenchingDocumento24 páginasQuenchingHakan Yamanoğlu100% (4)
- Survey ChecklistDocumento23 páginasSurvey ChecklistmgoyenAinda não há avaliações
- Guidance For Industry - ATP - PremisesDocumento13 páginasGuidance For Industry - ATP - PremisesFISHAinda não há avaliações
- HVAC ValidationDocumento20 páginasHVAC ValidationKundzo100% (1)
- PP Cast FilmDocumento4 páginasPP Cast FilmMiguel MarujoAinda não há avaliações
- Deutz 165 MK3 Electrial 1Documento100 páginasDeutz 165 MK3 Electrial 1chrideerAinda não há avaliações
- EvaluatePharma World Preview 2018Documento47 páginasEvaluatePharma World Preview 2018Laura MaldonadoAinda não há avaliações
- Presentation Cleaning ValidationDocumento38 páginasPresentation Cleaning ValidationNishit SuvaAinda não há avaliações
- Aerosol Pharmaceutical Industry Raw Materials GuideDocumento39 páginasAerosol Pharmaceutical Industry Raw Materials GuideKiki MegasariAinda não há avaliações
- Vaisala On-Demand Webinar:: Listen To The Recording atDocumento46 páginasVaisala On-Demand Webinar:: Listen To The Recording atMohammad IsmailAinda não há avaliações
- Clean Room Training Procedures ISO Class 7 CertificationDocumento17 páginasClean Room Training Procedures ISO Class 7 CertificationLoraAinda não há avaliações
- White Paper 10 Problems With Pharma Plant MaintenanceDocumento9 páginasWhite Paper 10 Problems With Pharma Plant MaintenanceAlok Kumar SharmaAinda não há avaliações
- Whythe10 ppmCriterionShouldBeAbandonedDocumento5 páginasWhythe10 ppmCriterionShouldBeAbandonedMuhammad AsifAinda não há avaliações
- Manufacturing of Sterile PharmaceuticalsDocumento48 páginasManufacturing of Sterile PharmaceuticalsMelaku TeshomeAinda não há avaliações
- GMP PartiiDocumento76 páginasGMP PartiiRoger ManzanarezAinda não há avaliações
- Battle Axe Pattern Revised Jan 2018Documento4 páginasBattle Axe Pattern Revised Jan 2018Joelle GrondinAinda não há avaliações
- Parenteral Manufacturing Basic InformationDocumento58 páginasParenteral Manufacturing Basic InformationSin PoulAinda não há avaliações
- Tim Sandle White Paper EU - GMP - Annex - 1 - The - New - Draft - and - Implications 2020Documento15 páginasTim Sandle White Paper EU - GMP - Annex - 1 - The - New - Draft - and - Implications 2020Supriya KapasAinda não há avaliações
- Containment GuardDocumento36 páginasContainment GuardSatish HiremathAinda não há avaliações
- Cleaning Sanitisation Disinfection Annex1 PDFDocumento4 páginasCleaning Sanitisation Disinfection Annex1 PDFAbhiAinda não há avaliações
- Environmental Control and Measurement: Mark J. StannardDocumento42 páginasEnvironmental Control and Measurement: Mark J. StannardSampada AcharyaAinda não há avaliações
- AHU - GMP Guidelines - OkDocumento27 páginasAHU - GMP Guidelines - OkSadar BhayoAinda não há avaliações
- DCVMN Heat Sterilisation v3 1 PDFDocumento94 páginasDCVMN Heat Sterilisation v3 1 PDFmuzammil21_adAinda não há avaliações
- Method Statement for Painting Concrete SurfacesDocumento5 páginasMethod Statement for Painting Concrete Surfacesxxx100% (2)
- Sterile Opthalmic Preparations PDFDocumento6 páginasSterile Opthalmic Preparations PDFSundariAinda não há avaliações
- CIC API 570 (8) Api-578Documento44 páginasCIC API 570 (8) Api-578Ibrahim EldesokyAinda não há avaliações
- 03 VDmax Method1 FAQDocumento4 páginas03 VDmax Method1 FAQFrengki Hadi Eko SantosoAinda não há avaliações
- Retrofitting Existing Lines with RABSDocumento28 páginasRetrofitting Existing Lines with RABSsteven correaAinda não há avaliações
- Guidelines For Routine Environmental Cleaning of The Operating RoomDocumento13 páginasGuidelines For Routine Environmental Cleaning of The Operating RoomYnaffit Alteza UntalAinda não há avaliações
- Alus UK 12ppDocumento12 páginasAlus UK 12ppReza JafariAinda não há avaliações
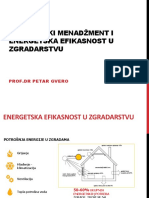
- Energetski Menadžment I Energetska Efikasnost U Zgradarstvu: Prof - DR Petar GveroDocumento34 páginasEnergetski Menadžment I Energetska Efikasnost U Zgradarstvu: Prof - DR Petar GveroKundzo100% (1)
- Generating Options For A New Business Model: Geoff EaglesonDocumento28 páginasGenerating Options For A New Business Model: Geoff EaglesonpjantoAinda não há avaliações
- Portfolio, Program, and Project Management in the Pharmaceutical and Biotechnology IndustriesNo EverandPortfolio, Program, and Project Management in the Pharmaceutical and Biotechnology IndustriesPete HarpumAinda não há avaliações
- HVAC Pharmaceutical FacilitiesDocumento36 páginasHVAC Pharmaceutical FacilitiesMd. JewelAinda não há avaliações
- Particle Counting and Environmental Monitoring in Pharma CleanroomsDocumento93 páginasParticle Counting and Environmental Monitoring in Pharma Cleanroomsdavincicode888Ainda não há avaliações
- Specific Areas of Concerns: Inspections of Manufacturers of Sterile ProductsDocumento40 páginasSpecific Areas of Concerns: Inspections of Manufacturers of Sterile Productsashfaq-matte-7993Ainda não há avaliações
- Simplified Guide to Pneumatic Conveying System DesignDocumento20 páginasSimplified Guide to Pneumatic Conveying System DesignKundzo100% (6)
- Aseptic Processing and Sterile FiltrationDocumento116 páginasAseptic Processing and Sterile FiltrationMohammed S.GoudaAinda não há avaliações
- Cleaning and disinfection of food factories: a practical guideNo EverandCleaning and disinfection of food factories: a practical guideAinda não há avaliações
- Fibrafix 01 2018 e PDFDocumento3 páginasFibrafix 01 2018 e PDFjpsingh75Ainda não há avaliações
- NGVF 2016 D1.T2.4.1 Gordon Farquharson WFI - New PH Eur Production Specification PDFDocumento39 páginasNGVF 2016 D1.T2.4.1 Gordon Farquharson WFI - New PH Eur Production Specification PDFParth PatelAinda não há avaliações
- FILL FINISH Solutions ENDocumento32 páginasFILL FINISH Solutions ENSatish HiremathAinda não há avaliações
- ADC Skan Occupational SafetyDocumento6 páginasADC Skan Occupational SafetyjmittalAinda não há avaliações
- Strategic and Project ManagementDocumento10 páginasStrategic and Project ManagementsurapolAinda não há avaliações
- WHO IVB 14.07 EngDocumento14 páginasWHO IVB 14.07 EnggineAinda não há avaliações
- Clean RoomDocumento16 páginasClean RoomApoloTrevinoAinda não há avaliações
- Product Development Handout MA SolivenDocumento84 páginasProduct Development Handout MA SolivenJackielou MaquisoAinda não há avaliações
- DCVMN Heat Sterilisation v3 1 PDFDocumento94 páginasDCVMN Heat Sterilisation v3 1 PDFAnkush KharwalAinda não há avaliações
- Aseptic ProcessingDocumento13 páginasAseptic Processingnsk79in@gmail.comAinda não há avaliações
- Leseprobe FundamentalsDocumento14 páginasLeseprobe FundamentalsDinesh SenathipathiAinda não há avaliações
- White Paper Fedegari - Decontamination by Hydrogen Peroxide Use and TechnicaldevelopmentsDocumento3 páginasWhite Paper Fedegari - Decontamination by Hydrogen Peroxide Use and TechnicaldevelopmentsannunakipeAinda não há avaliações
- VT20L DRUVATHERM Laboratory Vacuum Shovel Dryer-201205 PDFDocumento2 páginasVT20L DRUVATHERM Laboratory Vacuum Shovel Dryer-201205 PDFKalpesh KhedekarAinda não há avaliações
- FIBRAFIX FS eDocumento2 páginasFIBRAFIX FS eAlexander AlbertoAinda não há avaliações
- 320 Other 1210 2 10 20180111Documento10 páginas320 Other 1210 2 10 20180111Vivek PrasadAinda não há avaliações
- Contamination ControlDocumento5 páginasContamination ControlPadmanabhan DhanasekaranAinda não há avaliações
- Current Trend in Sterile MFGDocumento5 páginasCurrent Trend in Sterile MFGRajneeshAinda não há avaliações
- 2 Understanding Cleanroom Classification PDFDocumento22 páginas2 Understanding Cleanroom Classification PDFTECHNO DATEAinda não há avaliações
- Vial washing for parenteral drugsDocumento2 páginasVial washing for parenteral drugsAnas Abandeh100% (1)
- Jordi Botet - Good Quality Practice (GQP) in Pharmaceutical Manufacturing - A Handbook-Bentham Science Publishers (2015)Documento504 páginasJordi Botet - Good Quality Practice (GQP) in Pharmaceutical Manufacturing - A Handbook-Bentham Science Publishers (2015)HamidAinda não há avaliações
- PQR PharmoutDocumento32 páginasPQR PharmoutTuan NguyenAinda não há avaliações
- Catalogo SterisDocumento57 páginasCatalogo SterisJuan Manuel Valdez Von Fürth0% (1)
- EU GMP Annex 1 Draft Proposes Expanded Guidance for Sterile Product ManufacturingDocumento12 páginasEU GMP Annex 1 Draft Proposes Expanded Guidance for Sterile Product ManufacturingAntónio Ferreira100% (1)
- Giz2012 en Comparison of Eu GMP Guidelines With Who Guidelines PDFDocumento70 páginasGiz2012 en Comparison of Eu GMP Guidelines With Who Guidelines PDFMr ThanhAinda não há avaliações
- Basic Principles of GMP: GMP For Sterile Pharmaceutical ProductsDocumento19 páginasBasic Principles of GMP: GMP For Sterile Pharmaceutical Productsabhijit_gothoskar6039Ainda não há avaliações
- Pharmaceutical Regulatory InspectionsDocumento2 páginasPharmaceutical Regulatory InspectionsTim SandleAinda não há avaliações
- 238 TTC Containment Workshop WebDocumento8 páginas238 TTC Containment Workshop Websumit_waghmareAinda não há avaliações
- Wfi - Usp 42 PDFDocumento1 páginaWfi - Usp 42 PDFHoang NhanAinda não há avaliações
- Column Chromatography OverviewDocumento8 páginasColumn Chromatography Overviewyasa karyadaAinda não há avaliações
- Usp 797GCDocumento61 páginasUsp 797GCAwni1989Ainda não há avaliações
- Good Distribution Practice A Complete Guide - 2020 EditionNo EverandGood Distribution Practice A Complete Guide - 2020 EditionAinda não há avaliações
- Technical Specifications for IMOS Fire DampersDocumento7 páginasTechnical Specifications for IMOS Fire DampersKundzoAinda não há avaliações
- Thermal Wheel - Handbook For Design Installation and OperationDocumento36 páginasThermal Wheel - Handbook For Design Installation and OperationCatalin StrugariuAinda não há avaliações
- Hx-Chart Humid Air: Humidity Ratio, G/KG (Dry Air)Documento1 páginaHx-Chart Humid Air: Humidity Ratio, G/KG (Dry Air)KundzoAinda não há avaliações
- Balacing Damper IMOSDocumento10 páginasBalacing Damper IMOSoelbergluisAinda não há avaliações
- Four way ceiling diffuser overviewDocumento9 páginasFour way ceiling diffuser overviewKundzoAinda não há avaliações
- Tpi 19 - VVKR - en PDFDocumento18 páginasTpi 19 - VVKR - en PDFKundzoAinda não há avaliações
- Eco Design and Energy Labeling 2019Documento27 páginasEco Design and Energy Labeling 2019KundzoAinda não há avaliações
- Systemair Fire Air Grilles: Fire Resistance Class EI 60 EI 90, EI 120, E120 and EW60Documento5 páginasSystemair Fire Air Grilles: Fire Resistance Class EI 60 EI 90, EI 120, E120 and EW60KundzoAinda não há avaliações
- Fire safety products guideDocumento24 páginasFire safety products guideKundzoAinda não há avaliações
- Spoljne Resetke - TPI 03 PZ - ENDocumento6 páginasSpoljne Resetke - TPI 03 PZ - ENKundzoAinda não há avaliações
- Tpi 31 - VVKN - enDocumento13 páginasTpi 31 - VVKN - enKundzoAinda não há avaliações
- PKI-C Cartridge Fire Dampers: Fire Resistance Class EI60S, EI90S and EI120SDocumento7 páginasPKI-C Cartridge Fire Dampers: Fire Resistance Class EI60S, EI90S and EI120SKundzoAinda não há avaliações
- Tpi 52 - Dki1 - en - 201312Documento5 páginasTpi 52 - Dki1 - en - 201312KundzoAinda não há avaliações
- Pressure Relief Louvers DimensionsDocumento4 páginasPressure Relief Louvers DimensionsKundzoAinda não há avaliações
- Air Grilles and Diffusion Grilles - NOVA Series: The Best Solution For Your VentilationDocumento48 páginasAir Grilles and Diffusion Grilles - NOVA Series: The Best Solution For Your VentilationKundzoAinda não há avaliações
- Tpi 12 Tune-R - enDocumento2 páginasTpi 12 Tune-R - enKundzoAinda não há avaliações
- ORV Over-Pressure Relief Vent: Volume Control Devices and AccessoriesDocumento2 páginasORV Over-Pressure Relief Vent: Volume Control Devices and AccessoriesKundzo100% (1)
- York-Laser (Fan Coil Catalogue)Documento6 páginasYork-Laser (Fan Coil Catalogue)KundzoAinda não há avaliações
- Tune-S: Rectangular Control DamperDocumento2 páginasTune-S: Rectangular Control DamperKundzoAinda não há avaliações
- Tpi 12 Tune-R-B - enDocumento1 páginaTpi 12 Tune-R-B - enKundzoAinda não há avaliações
- Emo TrikaDocumento8 páginasEmo TrikaKundzoAinda não há avaliações
- Solar AdsorptionDocumento7 páginasSolar AdsorptionKundzoAinda não há avaliações
- Purified Water Generetion System Operation1 PDFDocumento13 páginasPurified Water Generetion System Operation1 PDFKundzo100% (1)
- Dotok VlageDocumento8 páginasDotok VlageKundzoAinda não há avaliações
- Report On Cascading TransformersDocumento28 páginasReport On Cascading Transformerspalak yadavAinda não há avaliações
- 87a-207-01-Stainless Steel Asme Class 150 Flanged Full Port Ball Valve - 1.5" Thru 2.5Documento1 página87a-207-01-Stainless Steel Asme Class 150 Flanged Full Port Ball Valve - 1.5" Thru 2.5Hung NguyenAinda não há avaliações
- Turboexpander Lubricant Problems.Documento3 páginasTurboexpander Lubricant Problems.dr_kh_ahmedAinda não há avaliações
- Avn800xc Avn2000ac PJ DB GB 14-06-30 HK2052 01Documento2 páginasAvn800xc Avn2000ac PJ DB GB 14-06-30 HK2052 01MinaSaeedAinda não há avaliações
- Interactions Between Base Paper and Coating Color in Metered Size Press CoatingDocumento99 páginasInteractions Between Base Paper and Coating Color in Metered Size Press CoatingHuy NguyenAinda não há avaliações
- Atrita Pulverizer Products and ServicesDocumento36 páginasAtrita Pulverizer Products and ServicesYousuf AliAinda não há avaliações
- Glitter Laser Machines CashDocumento5 páginasGlitter Laser Machines CashAns JoaquinAinda não há avaliações
- How To Make Sure You Select The Right Dry Vacuum Pump: Rotary ScrewDocumento2 páginasHow To Make Sure You Select The Right Dry Vacuum Pump: Rotary ScrewVu Van KhacAinda não há avaliações
- Mohammed Et Al. (2022) - Graphene-CelluloseDocumento8 páginasMohammed Et Al. (2022) - Graphene-CellulosealhassanAinda não há avaliações
- Biostone C20 Safety Data SheetDocumento10 páginasBiostone C20 Safety Data Sheetchoton_iiiAinda não há avaliações
- 3M Cold Shrink Silicone Rubber Termination QT-III: InstructionsDocumento16 páginas3M Cold Shrink Silicone Rubber Termination QT-III: InstructionsEliazer GonzalezAinda não há avaliações
- HPLC Columns 186-234Documento49 páginasHPLC Columns 186-234Long ManAinda não há avaliações
- MiniPAC Manual REV 4.3 July 25 2012Documento78 páginasMiniPAC Manual REV 4.3 July 25 2012zfo302Ainda não há avaliações
- Chapter 21 22 - Chemical Reactions Balancing Chemical EquationsDocumento34 páginasChapter 21 22 - Chemical Reactions Balancing Chemical EquationsAlwielland BelloAinda não há avaliações
- Bombas Vacio Serie ErDocumento14 páginasBombas Vacio Serie ErAna AltamiranoAinda não há avaliações
- Esteem SeminarDocumento83 páginasEsteem SeminarTK LauAinda não há avaliações
- Semiconductor Devices Fabrication WorkshopDocumento1 páginaSemiconductor Devices Fabrication WorkshopSaniaAinda não há avaliações
- Chap 4 Wastewater Effluent Treatment Plant ETP Operation Manual FactsheetDocumento2 páginasChap 4 Wastewater Effluent Treatment Plant ETP Operation Manual FactsheetAhmedAinda não há avaliações
- Section: Data OoDocumento46 páginasSection: Data OoScaricatore92Ainda não há avaliações
- Original KSB Spare Parts Kits: For Eta PumpsDocumento2 páginasOriginal KSB Spare Parts Kits: For Eta Pumpsayham100% (1)
- Reinforcing Bar Couplers: For The Construction IndustryDocumento32 páginasReinforcing Bar Couplers: For The Construction IndustryhutuguoAinda não há avaliações
- Carboguard 703 GFDocumento2 páginasCarboguard 703 GFlhanx2100% (2)
- Worldwide Consultant in Biomass and Waste Projects (EN-V1.1-2019.12.19)Documento16 páginasWorldwide Consultant in Biomass and Waste Projects (EN-V1.1-2019.12.19)Kay MohanAinda não há avaliações