Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
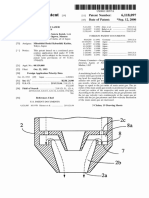
- Ulllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000Documento27 páginasUlllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000xinfeng HEAinda não há avaliações
- Us 5128508 ADocumento5 páginasUs 5128508 Axinfeng HEAinda não há avaliações
- Duan2001 1Documento9 páginasDuan2001 1xinfeng HEAinda não há avaliações
- 3laser Machining AssDocumento1 página3laser Machining Assxinfeng HEAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1091)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- 05-01-19 Kristy Ann B. de VeraDocumento1 página05-01-19 Kristy Ann B. de VeraFernando CabreraAinda não há avaliações
- Problem Faced by EntrepreneurDocumento9 páginasProblem Faced by EntrepreneurRatnadeep PaulAinda não há avaliações
- Manual de Operación Terrometro de GanchoDocumento19 páginasManual de Operación Terrometro de GanchoIsrael SanchezAinda não há avaliações
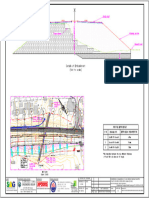
- Sag 011 5267 DSN PW em 24.380 24.520 Ol SG2 100 01Documento1 páginaSag 011 5267 DSN PW em 24.380 24.520 Ol SG2 100 01Sanjay SwamiAinda não há avaliações
- PH Scale Universal Indicator PH Color Chart Vector Image: Similar ImagesDocumento1 páginaPH Scale Universal Indicator PH Color Chart Vector Image: Similar Imagesmyzna_husna_90788547Ainda não há avaliações
- English Course For Cyber Scientists - 1Documento44 páginasEnglish Course For Cyber Scientists - 11m0zvrtAinda não há avaliações
- Transfer PolicyDocumento3 páginasTransfer PolicyRam MeenaAinda não há avaliações
- 3D Laser ScannerDocumento100 páginas3D Laser ScannerVojta5100% (1)
- MR Bean BrandDocumento7 páginasMR Bean Brandmeonly88100% (1)
- 2 Bim L A N 10 InglesDocumento29 páginas2 Bim L A N 10 InglesAlejandro OleaAinda não há avaliações
- Nitoproof 600 UAEDocumento4 páginasNitoproof 600 UAECharles FernandesAinda não há avaliações
- Otic Disease and Ear Disorder MAINDocumento27 páginasOtic Disease and Ear Disorder MAINJames AchuAinda não há avaliações
- SHMS BrochureDocumento36 páginasSHMS BrochureRazvan AlexandruAinda não há avaliações
- Review Test: Unit 1: Focus On Grammar 5E Level 4Documento10 páginasReview Test: Unit 1: Focus On Grammar 5E Level 4Alina LiakhovychAinda não há avaliações
- 1.1 IntroductionDocumento17 páginas1.1 IntroductionRicka ValinoAinda não há avaliações
- PARTES - TurbineMeterManual212FDocumento16 páginasPARTES - TurbineMeterManual212FronaldAinda não há avaliações
- 14th ROMAN 4.2Documento7 páginas14th ROMAN 4.2Dhruv BajajAinda não há avaliações
- OSI Model and Its LayersDocumento9 páginasOSI Model and Its LayersBakhtiyarAinda não há avaliações
- Opportunistic Parasitic InfectionsDocumento57 páginasOpportunistic Parasitic Infectionstummalapalli venkateswara raoAinda não há avaliações
- Cat and Dog Classification Using CNN: Project ObjectiveDocumento7 páginasCat and Dog Classification Using CNN: Project Objectivecoursera detailsAinda não há avaliações
- Curriculum Cam I 342Documento5 páginasCurriculum Cam I 342ricardojrv3258Ainda não há avaliações
- Post Building Techniques NX8Documento267 páginasPost Building Techniques NX8Dolvando Ferreira Alves Filho100% (1)
- Technical Data: Rotax Kart Type R1, Model 2002Documento2 páginasTechnical Data: Rotax Kart Type R1, Model 2002Gallego VilaAinda não há avaliações
- PHP Indeks Podsahdley 1968Documento7 páginasPHP Indeks Podsahdley 1968Rhaudota AileenAinda não há avaliações
- Gold Exp B1P U4 Skills Test BDocumento6 páginasGold Exp B1P U4 Skills Test BVanina BuonagennaAinda não há avaliações
- Arch DamDocumento15 páginasArch DamHenok MandefroAinda não há avaliações
- Designs Catalogue With Basic Drawings - 7th Dec 21 1Documento29 páginasDesigns Catalogue With Basic Drawings - 7th Dec 21 1Ibrar HussainAinda não há avaliações
- Unit 2 SummerDocumento3 páginasUnit 2 SummerUmaAinda não há avaliações
- G Schock G-2210 ManualDocumento2 páginasG Schock G-2210 ManualcaquirinoAinda não há avaliações
- Chapter 2 (A) - DrRADocumento27 páginasChapter 2 (A) - DrRAFareez SedakaAinda não há avaliações