Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Laser Cutter 101Documento36 páginasLaser Cutter 101jinxy06Ainda não há avaliações
- SUDA Fiber Laser Cutting Machine FC1530-1000W 2020.6.2Documento15 páginasSUDA Fiber Laser Cutting Machine FC1530-1000W 2020.6.2marceilinus devaluantoAinda não há avaliações
- Horseley Bridge Tanks BrochureDocumento12 páginasHorseley Bridge Tanks BrochureSreekumar K NairAinda não há avaliações
- Barbecue Grill Manufacturing Process Analysis (Report)Documento60 páginasBarbecue Grill Manufacturing Process Analysis (Report)Mahmoud KassabAinda não há avaliações
- 10.1007 - 978 1 4020 9340 1Documento396 páginas10.1007 - 978 1 4020 9340 1xinfeng HE100% (1)
- 96ENSIS AJ 3kW - Fibre Laser Cutting MachineDocumento8 páginas96ENSIS AJ 3kW - Fibre Laser Cutting MachineXuan Phuong HuynhAinda não há avaliações
- 2019-2-16 Fiber Cut Parts ListDocumento50 páginas2019-2-16 Fiber Cut Parts ListNguyen Van Hoi100% (3)
- AccTek Fiber Laser Machine ManualDocumento73 páginasAccTek Fiber Laser Machine ManualAlexAinda não há avaliações
- TRUMPF 2D Laser Cutting Machines Brochure enDocumento44 páginasTRUMPF 2D Laser Cutting Machines Brochure enAbc ThoiAinda não há avaliações
- Duan2001 1Documento9 páginasDuan2001 1xinfeng HEAinda não há avaliações
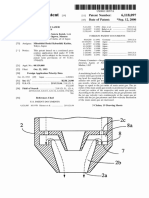
- Ulllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000Documento27 páginasUlllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000xinfeng HEAinda não há avaliações
- Us 5128508 ADocumento5 páginasUs 5128508 Axinfeng HEAinda não há avaliações
- Computational Fluid Dynamics Study For Flow ofDocumento17 páginasComputational Fluid Dynamics Study For Flow ofxinfeng HEAinda não há avaliações
- 10.1007 - s00170 017 0107 6Documento10 páginas10.1007 - s00170 017 0107 6xinfeng HEAinda não há avaliações
- Characterization of The Melt Removal Rate in Laser Cutting of Thick-SectionDocumento9 páginasCharacterization of The Melt Removal Rate in Laser Cutting of Thick-Sectionxinfeng HEAinda não há avaliações
- Analysis of The DynamicDocumento10 páginasAnalysis of The Dynamicxinfeng HEAinda não há avaliações
- 10.1007 - s00170 012 4402 yDocumento15 páginas10.1007 - s00170 012 4402 yxinfeng HEAinda não há avaliações
- 10.1007 - s00170 011 3209 6Documento14 páginas10.1007 - s00170 011 3209 6xinfeng HEAinda não há avaliações
- 3laser Machining AssDocumento1 página3laser Machining Assxinfeng HEAinda não há avaliações
- Wo 2016177596Documento39 páginasWo 2016177596xinfeng HEAinda não há avaliações
- 1 s2.0 S0143816608001747 MainDocumento8 páginas1 s2.0 S0143816608001747 Mainxinfeng HEAinda não há avaliações
- 1 s2.0 S0141635917301599 MainDocumento28 páginas1 s2.0 S0141635917301599 Mainxinfeng HEAinda não há avaliações
- Khan 080220Documento29 páginasKhan 080220xinfeng HEAinda não há avaliações
- HypCut User Manual V1.4Documento66 páginasHypCut User Manual V1.4Deepak IshaannAinda não há avaliações
- CNC Laser Cutting Machine The Speedmaster PDFDocumento10 páginasCNC Laser Cutting Machine The Speedmaster PDFAbhishek Mohite0% (1)
- SPCCDocumento10 páginasSPCCDeepak JainAinda não há avaliações
- 2013 Turbine Manufacture Pelton TurbineDocumento60 páginas2013 Turbine Manufacture Pelton TurbineAnonymous K48TgviAinda não há avaliações
- Tool M1 Complete Material Report ListDocumento36 páginasTool M1 Complete Material Report ListIsraelAinda não há avaliações
- PDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDocumento12 páginasPDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDeva RajAinda não há avaliações
- Laser Cutting Model EOE-2040 2040 1500wDocumento6 páginasLaser Cutting Model EOE-2040 2040 1500waofguyAinda não há avaliações
- Spreading and Cutting Equipments: Spme-IiDocumento23 páginasSpreading and Cutting Equipments: Spme-IiNeetek SahayAinda não há avaliações
- LBM EBM NotesDocumento36 páginasLBM EBM NotesFRANCIS THOMASAinda não há avaliações
- Akrylon XT - : Technical ManualDocumento21 páginasAkrylon XT - : Technical ManualMaria TamasanAinda não há avaliações
- AMADA REGIUS Laser Cutting MachineDocumento2 páginasAMADA REGIUS Laser Cutting MachinemehrdadgeminiAinda não há avaliações
- Why Can't It Cut Through During Laser Cutting and How To Solve It - Industry News - ACCTEKDocumento7 páginasWhy Can't It Cut Through During Laser Cutting and How To Solve It - Industry News - ACCTEKMyst ToganAinda não há avaliações
- TrumpfDocumento3 páginasTrumpfarmin heidariAinda não há avaliações
- Internship ReportDocumento12 páginasInternship ReportNirav100% (1)
- Sheet Metal Cutting PDFDocumento2 páginasSheet Metal Cutting PDFRakhesh ManchiAinda não há avaliações
- Laser Machining of Basalt Glass Hybrid Composite Using Dematel MethodDocumento11 páginasLaser Machining of Basalt Glass Hybrid Composite Using Dematel MethodIJAR JOURNALAinda não há avaliações
- Lc40 User Manual v4.0Documento45 páginasLc40 User Manual v4.0ซีเอสไอซีเอ็นซี จำกัดAinda não há avaliações
- Principles of Laser Materials Processing Developments and Applications - 2023 - Kannatey Asibu - Front MatterDocumento24 páginasPrinciples of Laser Materials Processing Developments and Applications - 2023 - Kannatey Asibu - Front Matterxafat53862Ainda não há avaliações
- Computer-Aided Design of Mechanical Automata Engin PDFDocumento7 páginasComputer-Aided Design of Mechanical Automata Engin PDFRobi CahyadiAinda não há avaliações
- Laser Beam Machining (LBM)Documento10 páginasLaser Beam Machining (LBM)RAMAKANT RANAAinda não há avaliações
- Machining of CompositesDocumento5 páginasMachining of CompositesoussamaAinda não há avaliações
- Maven Laser Catalog 220328Documento20 páginasMaven Laser Catalog 220328kelly MavenAinda não há avaliações