Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
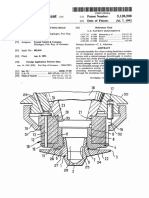
- Ulllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000Documento27 páginasUlllted States Patent (19) (11) Patent Number: 6,118,097: Kaga Et Al. (45) Date of Patent: Sep. 12, 2000xinfeng HEAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Computational Fluid Dynamics Study For Flow ofDocumento17 páginasComputational Fluid Dynamics Study For Flow ofxinfeng HEAinda não há avaliações
- Us 5128508 ADocumento5 páginasUs 5128508 Axinfeng HEAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Duan2001 1Documento9 páginasDuan2001 1xinfeng HEAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- 10.1007 - s00170 017 0107 6Documento10 páginas10.1007 - s00170 017 0107 6xinfeng HEAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Characterization of The Melt Removal Rate in Laser Cutting of Thick-SectionDocumento9 páginasCharacterization of The Melt Removal Rate in Laser Cutting of Thick-Sectionxinfeng HEAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Analysis of The DynamicDocumento10 páginasAnalysis of The Dynamicxinfeng HEAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- 10.1007 - s00170 011 3209 6Documento14 páginas10.1007 - s00170 011 3209 6xinfeng HEAinda não há avaliações
- 3laser Machining AssDocumento1 página3laser Machining Assxinfeng HEAinda não há avaliações
- 10.1007 - 978 1 4020 9340 1Documento396 páginas10.1007 - 978 1 4020 9340 1xinfeng HE100% (1)
- 1 s2.0 S0143816608001747 MainDocumento8 páginas1 s2.0 S0143816608001747 Mainxinfeng HEAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- 1 s2.0 S0735193313002078 MainDocumento6 páginas1 s2.0 S0735193313002078 Mainxinfeng HEAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- 1 s2.0 S0141635917301599 MainDocumento28 páginas1 s2.0 S0141635917301599 Mainxinfeng HEAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Khan 080220Documento29 páginasKhan 080220xinfeng HEAinda não há avaliações
- Wo 2016177596Documento39 páginasWo 2016177596xinfeng HEAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Innovator - S SolutionDocumento21 páginasThe Innovator - S SolutionKeijjo Matti100% (1)
- MHR Common SFX and LimitsDocumento2 páginasMHR Common SFX and LimitsJeferson MoreiraAinda não há avaliações
- PUBLIC - Axie Origins Changelogs - Season 4Documento2 páginasPUBLIC - Axie Origins Changelogs - Season 4Alef CarlosAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Skills Check Extra 2ADocumento1 páginaSkills Check Extra 2AVishmi JayawardeneAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Piston Master PumpsDocumento14 páginasPiston Master PumpsMauricio Ariel H. OrellanaAinda não há avaliações
- Promoting Services and Educating CustomersDocumento28 páginasPromoting Services and Educating Customershassan mehmoodAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Story of An Hour QuestionpoolDocumento5 páginasThe Story of An Hour QuestionpoolAKM pro player 2019Ainda não há avaliações
- Cryptocurrency Research PDFDocumento59 páginasCryptocurrency Research PDFAnupriyaAinda não há avaliações
- Dr. Babasaheb Ambedkar Technological UniversityDocumento3 páginasDr. Babasaheb Ambedkar Technological UniversityalfajAinda não há avaliações
- Embedded System Lab ManualDocumento67 páginasEmbedded System Lab Manualsaim100% (1)
- An Analysis of The Cloud Computing Security ProblemDocumento6 páginasAn Analysis of The Cloud Computing Security Problemrmsaqib1Ainda não há avaliações
- Boeing SWOT AnalysisDocumento3 páginasBoeing SWOT AnalysisAlexandra ApostolAinda não há avaliações
- Glory in The Cross - Holy Thursday - Schutte PDFDocumento1 páginaGlory in The Cross - Holy Thursday - Schutte PDFsharon0murphyAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- LhiannanDocumento6 páginasLhiannanGreybornAinda não há avaliações
- Datasheet of STS 6000K H1 GCADocumento1 páginaDatasheet of STS 6000K H1 GCAHome AutomatingAinda não há avaliações
- 3-CHAPTER-1 - Edited v1Documento32 páginas3-CHAPTER-1 - Edited v1Michael Jaye RiblezaAinda não há avaliações
- Sip Poblacion 2019 2021 Revised Latest UpdatedDocumento17 páginasSip Poblacion 2019 2021 Revised Latest UpdatedANNALLENE MARIELLE FARISCALAinda não há avaliações
- Submitted By: S.M. Tajuddin Group:245Documento18 páginasSubmitted By: S.M. Tajuddin Group:245KhurshidbuyamayumAinda não há avaliações
- BSBSTR602 Project PortfolioDocumento16 páginasBSBSTR602 Project Portfoliocruzfabricio0Ainda não há avaliações
- Awo, Part I by Awo Fa'lokun FatunmbiDocumento7 páginasAwo, Part I by Awo Fa'lokun FatunmbiodeAinda não há avaliações
- Gender and Patriarchy: Crisis, Negotiation and Development of Identity in Mahesh Dattani'S Selected PlaysDocumento6 páginasGender and Patriarchy: Crisis, Negotiation and Development of Identity in Mahesh Dattani'S Selected Playsতন্ময়Ainda não há avaliações
- Clock of Destiny Book-1Documento46 páginasClock of Destiny Book-1Bass Mcm87% (15)
- Self-Efficacy and Academic Stressors in University StudentsDocumento9 páginasSelf-Efficacy and Academic Stressors in University StudentskskkakleirAinda não há avaliações
- Old Man and The SeaDocumento10 páginasOld Man and The SeaXain RanaAinda não há avaliações
- Learning Spanish - 1dDocumento23 páginasLearning Spanish - 1dChima C. Ugwuegbu100% (1)
- Chapter 8 - Current Electricity - Selina Solutions Concise Physics Class 10 ICSE - KnowledgeBoatDocumento123 páginasChapter 8 - Current Electricity - Selina Solutions Concise Physics Class 10 ICSE - KnowledgeBoatskjAinda não há avaliações
- ASTM D 4437-99 Standard Practice For Determining The Integrity of Fiel Seams Used in Joining Flexible Polymeric Sheet GeomembranesDocumento3 páginasASTM D 4437-99 Standard Practice For Determining The Integrity of Fiel Seams Used in Joining Flexible Polymeric Sheet GeomembranesPablo Antonio Valcárcel Vargas100% (2)
- Human Aspect Issues After Mergers and AcquisitionsDocumento4 páginasHuman Aspect Issues After Mergers and AcquisitionsA B100% (1)
- Tourism and GastronomyDocumento245 páginasTourism and GastronomySakurel ZenzeiAinda não há avaliações