Você também pode gostar
- ACE Inhibitory, Hypotensive and Antioxidant Peptide Fractions FromMucuna Pruriens ProteinsFranciscoDocumento8 páginasACE Inhibitory, Hypotensive and Antioxidant Peptide Fractions FromMucuna Pruriens ProteinsFranciscoMaritsa PerHerAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Bioactive Peptides and Proteins: Anne Pihlanto and Hannu KorhonenDocumento102 páginasBioactive Peptides and Proteins: Anne Pihlanto and Hannu KorhonenMaritsa PerHerAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- Advanced Biochemistry: The Krebs CycleDocumento11 páginasAdvanced Biochemistry: The Krebs CycleMaritsa PerHerAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Cirugi A Espan Ola: Clinical Xenotransplantation, A Closer Reality: Literature ReviewDocumento11 páginasCirugi A Espan Ola: Clinical Xenotransplantation, A Closer Reality: Literature ReviewMaritsa PerHerAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Bioactive Peptides From Marine Organisms A Short OverviewDocumento8 páginasBioactive Peptides From Marine Organisms A Short OverviewMaritsa PerHerAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Formulation and Characterization of A Bioactive-Enriched Fruit Beverage Designed For Cardio-ProtectionDocumento2 páginasFormulation and Characterization of A Bioactive-Enriched Fruit Beverage Designed For Cardio-ProtectionMaritsa PerHerAinda não há avaliações
- User Manual Leica TCS SP2 English25072003 PDFDocumento307 páginasUser Manual Leica TCS SP2 English25072003 PDFMaritsa PerHerAinda não há avaliações
- 01 06 Production & Downstream Processing Jiskoot PDFDocumento22 páginas01 06 Production & Downstream Processing Jiskoot PDFMaritsa PerHerAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- D AvalosDocumento6 páginasD AvalosMaritsa PerHerAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Biosafety FH Guidance Guide Good Manufacturing Practice enDocumento40 páginasBiosafety FH Guidance Guide Good Manufacturing Practice enMaritsa PerHerAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Classification of Matter ANSWER KEY PDFDocumento2 páginasClassification of Matter ANSWER KEY PDFMaritsa PerHer100% (1)
- Articulo ExpoDocumento28 páginasArticulo ExpoMaritsa PerHerAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Mathematical Statistics and Data Analysis 3rd Edition - Chapter8 Solutions PDFDocumento54 páginasMathematical Statistics and Data Analysis 3rd Edition - Chapter8 Solutions PDFnewpersia81% (32)
- Peran Lembaga Adat Melayu Lam Riau Dalam Pelestarian Budaya Daerah Di Provinsi RDocumento9 páginasPeran Lembaga Adat Melayu Lam Riau Dalam Pelestarian Budaya Daerah Di Provinsi RRahmi nurhayatiAinda não há avaliações
- Introduction To E-Business and E-CommerceDocumento27 páginasIntroduction To E-Business and E-CommerceThư AnhAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Property 261Documento4 páginasProperty 261lynAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Yamamoto KuwaharaDocumento15 páginasYamamoto KuwaharapravinsuryaAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Laws of Limiting FactorsDocumento22 páginasLaws of Limiting FactorsRajdeep YadavAinda não há avaliações
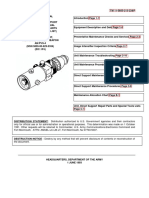
- TM11-5855-213-23&P - AN-PVS4 - UNIT AND DIRECT SUPPORT MAINTENANCE MANUAL - 1 - June - 1993Documento110 páginasTM11-5855-213-23&P - AN-PVS4 - UNIT AND DIRECT SUPPORT MAINTENANCE MANUAL - 1 - June - 1993hodhodhodsribd100% (1)
- NTCC FinalDocumento43 páginasNTCC FinalNihar NanyamAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Math 1220 Calculus 2 Final Sample 2 - Summer 01Documento2 páginasMath 1220 Calculus 2 Final Sample 2 - Summer 01Tyler CameronAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1091)
- Affective Encounters ProceedingsDocumento296 páginasAffective Encounters ProceedingsJoe RigbyAinda não há avaliações
- Using The Developer Console To Execute Apex CodeDocumento5 páginasUsing The Developer Console To Execute Apex Codeksr131Ainda não há avaliações
- PreDefined VB - Net FunctionsDocumento10 páginasPreDefined VB - Net FunctionsMohd NafishAinda não há avaliações
- Signal System 50 Most Important MCQ With SolutionDocumento14 páginasSignal System 50 Most Important MCQ With SolutionattiqueAinda não há avaliações
- BGP Vibroseis Acquisition TechniquesDocumento4 páginasBGP Vibroseis Acquisition TechniquesMustapha ChettouhAinda não há avaliações
- Cot Angel Eng 3Documento3 páginasCot Angel Eng 3Arjay GarboAinda não há avaliações
- HL7 AdtDocumento21 páginasHL7 AdtJerome B. AgliamAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Eight Types of Interview QuestionsDocumento2 páginasThe Eight Types of Interview QuestionsKayla Camille A. Miguel100% (1)
- Bei 076 III II AntenamarksDocumento8 páginasBei 076 III II Antenamarksshankar bhandariAinda não há avaliações
- Xii Practical Part B (2022-23) PDFDocumento14 páginasXii Practical Part B (2022-23) PDFanshika goelAinda não há avaliações
- Leadership in The Construction Industry 2008Documento24 páginasLeadership in The Construction Industry 2008Gishan SanjeewaAinda não há avaliações
- Curriculum Vitae: Akiggundu@kari - Go.ugDocumento14 páginasCurriculum Vitae: Akiggundu@kari - Go.ugtahainam93Ainda não há avaliações
- 7 HabitsDocumento8 páginas7 HabitssaliimjAinda não há avaliações
- PB115 Connection ReferenceDocumento278 páginasPB115 Connection ReferenceJose Andres LeonAinda não há avaliações
- Research PaperDocumento154 páginasResearch Paperleo lokeshAinda não há avaliações
- Utm EnglishDocumento23 páginasUtm Englishapi-240506461Ainda não há avaliações
- Sommerfeld's Free Electron Theory of Metals - Physics AssignmentDocumento10 páginasSommerfeld's Free Electron Theory of Metals - Physics AssignmentDevkinandan100% (1)
- Art and Design - Course ProspectusDocumento20 páginasArt and Design - Course ProspectusNHCollegeAinda não há avaliações
- Sediment Transport Flo2DDocumento22 páginasSediment Transport Flo2DJoshua Xilo MoronAinda não há avaliações
- XY Model Symmetric (Broken) Phase Normal (Supercon-Ducting) PhaseDocumento12 páginasXY Model Symmetric (Broken) Phase Normal (Supercon-Ducting) PhaseKay WuAinda não há avaliações