Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Lead Acid Battery Desulfator GuideDocumento5 páginasLead Acid Battery Desulfator GuidetopazeusAinda não há avaliações
- WS XI PH Rotational Motion RollingDocumento11 páginasWS XI PH Rotational Motion Rollingkaushik247Ainda não há avaliações
- STSMDocumento278 páginasSTSMMiguel Ruiz TatajeAinda não há avaliações
- Effects of Parameters On Nrel Solar Position Algorithm (Spa) and Simatic S7-1200 Spa - Calc - Sunvector Library AccuracyDocumento18 páginasEffects of Parameters On Nrel Solar Position Algorithm (Spa) and Simatic S7-1200 Spa - Calc - Sunvector Library AccuracyBoulos NassarAinda não há avaliações
- Leaching Spent Batteries Powder Sodium Carbonate CO2Documento6 páginasLeaching Spent Batteries Powder Sodium Carbonate CO2Boulos NassarAinda não há avaliações
- Main Vehicle SpecificationsDocumento3 páginasMain Vehicle SpecificationsBoulos NassarAinda não há avaliações
- ACS 355 frequency inverter quick setup guideDocumento3 páginasACS 355 frequency inverter quick setup guideBoulos NassarAinda não há avaliações
- 19A00142Documento1 página19A00142Boulos NassarAinda não há avaliações
- Pulse Charge With Single InductorDocumento4 páginasPulse Charge With Single Inductorkcarring100% (1)
- Efficiency Package For Solar TrackerDocumento2 páginasEfficiency Package For Solar TrackerBoulos NassarAinda não há avaliações
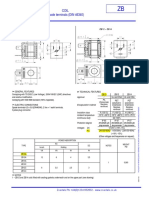
- Spade Terminals (DIN 46340) : ZB10 ZB12 - ZB14Documento1 páginaSpade Terminals (DIN 46340) : ZB10 ZB12 - ZB14Boulos NassarAinda não há avaliações
- Wiring PDFDocumento13 páginasWiring PDFBoulos NassarAinda não há avaliações
- AOD Brochure PersulfateDocumento16 páginasAOD Brochure PersulfateÖzgür SelviAinda não há avaliações
- Waste Handling Cranes: Power Cable Integrated With The DrumDocumento1 páginaWaste Handling Cranes: Power Cable Integrated With The DrumBoulos NassarAinda não há avaliações
- ACS 355 frequency inverter quick setup guideDocumento3 páginasACS 355 frequency inverter quick setup guideBoulos NassarAinda não há avaliações
- Battery Desulphator: John Drake Services, IncDocumento3 páginasBattery Desulphator: John Drake Services, IncBoulos NassarAinda não há avaliações
- DesulfatorDocumento5 páginasDesulfatormad659Ainda não há avaliações
- Battery Desulphator: John Drake Services, IncDocumento3 páginasBattery Desulphator: John Drake Services, IncBoulos NassarAinda não há avaliações
- Sadelmi Power: List of ReferencesDocumento24 páginasSadelmi Power: List of ReferencesBoulos NassarAinda não há avaliações
- Review On Desulfation of Lead-Acid Battery For HevDocumento12 páginasReview On Desulfation of Lead-Acid Battery For Hevstark2006Ainda não há avaliações
- Load Cell Cabling Setup and Trimming GuideDocumento8 páginasLoad Cell Cabling Setup and Trimming GuideTong Van NgocAinda não há avaliações
- GBDocumento2 páginasGBBoulos NassarAinda não há avaliações
- CAT - C15-500 - EN 500kVADocumento1 páginaCAT - C15-500 - EN 500kVAAmmar Lateef GakharAinda não há avaliações
- Split Unit MUE 18HR (6 Pieces)Documento1 páginaSplit Unit MUE 18HR (6 Pieces)Boulos NassarAinda não há avaliações
- Lowara ESV 50Hz en LDocumento72 páginasLowara ESV 50Hz en LmbgprsmsAinda não há avaliações
- 3GAA112312 BSE M3aa 112mb 4Documento2 páginas3GAA112312 BSE M3aa 112mb 4Boulos NassarAinda não há avaliações
- 3gaa112312 AeeDocumento2 páginas3gaa112312 AeeBoulos NassarAinda não há avaliações
- 3gaa112312 BseDocumento2 páginas3gaa112312 BseBoulos NassarAinda não há avaliações
- Item ModelDocumento1 páginaItem ModelBoulos NassarAinda não há avaliações
- Silica Gel Emitter PreparationDocumento2 páginasSilica Gel Emitter PreparationBoulos NassarAinda não há avaliações
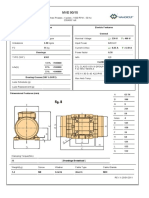
- Mve90 15Documento1 páginaMve90 15Boulos NassarAinda não há avaliações
- Transesterification of Oil TBGDocumento6 páginasTransesterification of Oil TBGSAinda não há avaliações
- Back To Basics - RTO MediaDocumento2 páginasBack To Basics - RTO Mediaguardsman3Ainda não há avaliações
- Accident Radio Logic GOIANIADocumento157 páginasAccident Radio Logic GOIANIACatalin CuraliucAinda não há avaliações
- Parts Book D85ess-2 - Lepbd08205Documento325 páginasParts Book D85ess-2 - Lepbd08205Frengki Pangaribuan100% (2)
- OCR Advanced GCE Physics A - 2826/01 - Unifying Concepts in Physics - January 2007Documento12 páginasOCR Advanced GCE Physics A - 2826/01 - Unifying Concepts in Physics - January 2007Soham PatwardhanAinda não há avaliações
- Waterwell Catalog WebDocumento96 páginasWaterwell Catalog WebJuan Carlos Sequeira RoblesAinda não há avaliações
- A Methodology To Determine Transient Recovery Voltage in Short-Line FaultDocumento7 páginasA Methodology To Determine Transient Recovery Voltage in Short-Line FaultLeonardo CamargoAinda não há avaliações
- HVAC Control Panel ArrangementDocumento82 páginasHVAC Control Panel ArrangementMohamed Ali JAinda não há avaliações
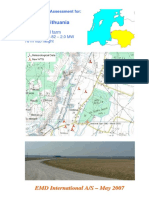
- EMD Report PDFDocumento32 páginasEMD Report PDFVelmurugan KAinda não há avaliações
- Analisis Comparativo Cat® 992G Vs - Cat 993KDocumento14 páginasAnalisis Comparativo Cat® 992G Vs - Cat 993KMónica Rada Urbina100% (1)
- TOBUL OandMsheet052909v2Documento5 páginasTOBUL OandMsheet052909v2Walter JosephAinda não há avaliações
- Wipro CSR BBDocumento35 páginasWipro CSR BBYogesh GomsaleAinda não há avaliações
- BOMAG - Brochure - BF600-700-800-3 - PRE107416 - 2103Documento32 páginasBOMAG - Brochure - BF600-700-800-3 - PRE107416 - 2103Jason TanAinda não há avaliações
- Electric Vehicle ChargingDocumento60 páginasElectric Vehicle Chargingvinod 7100% (1)
- 01 V5 X Series Engineering Data BookDocumento212 páginas01 V5 X Series Engineering Data Bookcalvin.bloodaxe4478Ainda não há avaliações
- Concept of Microgrid AND Evolution of Smart Grid: Dileep GDocumento45 páginasConcept of Microgrid AND Evolution of Smart Grid: Dileep GDileep GAinda não há avaliações
- 08 Redox NotesDocumento12 páginas08 Redox NotesAwais BodlaAinda não há avaliações
- PU158TIDocumento2 páginasPU158TITrevor BurnettAinda não há avaliações
- Assignment-Research 2-MJD-MALLARIDocumento9 páginasAssignment-Research 2-MJD-MALLARIMark MallariAinda não há avaliações
- Quiet Ducted Exhaust Ventilation Fans for Homes and Commercial SpacesDocumento2 páginasQuiet Ducted Exhaust Ventilation Fans for Homes and Commercial SpacesKyaw ZawAinda não há avaliações
- Acd (Microproject Report)Documento42 páginasAcd (Microproject Report)Gaurav SapkalAinda não há avaliações
- Unit 4: Fault Analysis EssentialsDocumento9 páginasUnit 4: Fault Analysis EssentialsBALAKRISHNAN100% (2)
- Solar Water HeaterDocumento27 páginasSolar Water HeaterSantosh ThapaAinda não há avaliações
- Specification FOR Reciprocating Compressors: National Iranian South Oil-Fields Company (NISOC)Documento27 páginasSpecification FOR Reciprocating Compressors: National Iranian South Oil-Fields Company (NISOC)Mehrshad ShakibAinda não há avaliações
- QQ Reference List (July 2010)Documento11 páginasQQ Reference List (July 2010)gabox707Ainda não há avaliações
- Electronics MCQsDocumento17 páginasElectronics MCQslovelyosmile253Ainda não há avaliações
- Control Uniformity in Reactive Magnetron SputteringDocumento4 páginasControl Uniformity in Reactive Magnetron SputteringmikecostantiniAinda não há avaliações
- Green ConcreteDocumento22 páginasGreen ConcreteQseem Khan100% (1)
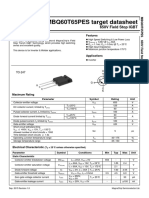
- MBQ60T65PES Target Datasheet: 650V Field Stop IGBTDocumento1 páginaMBQ60T65PES Target Datasheet: 650V Field Stop IGBTamrAinda não há avaliações