Você também pode gostar
- Operating Instructions Welding Robot Manipulator PDFDocumento84 páginasOperating Instructions Welding Robot Manipulator PDFRodrigo Cariz75% (12)
- 850k Diagrama ElectricoDocumento1 página850k Diagrama Electricollesli17Ainda não há avaliações
- User Manual SteadyControlDocumento57 páginasUser Manual SteadyControlrobiny100% (2)
- Aircraft Composite RepairDocumento98 páginasAircraft Composite Repairbobbarleys100% (4)
- SAMI On RunwayDocumento12 páginasSAMI On RunwayMastani Bajirao100% (1)
- GRP Repair Manual PDFDocumento29 páginasGRP Repair Manual PDFArjed Ali Shaikh100% (1)
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Documento11 páginasTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robiny100% (1)
- Value Stream Map TrainingDocumento90 páginasValue Stream Map Trainingjcastellon14370100% (8)
- Damage Repair Techniques For Sandwich PanelsDocumento17 páginasDamage Repair Techniques For Sandwich PanelsOsama Aadil SaadiAinda não há avaliações
- Attachment Composite - Repair 001Documento14 páginasAttachment Composite - Repair 001zekAinda não há avaliações
- Damage Evaluation and Repair of Composite Structures: Gary Savage & Mark Oxley, Honda Racing F1 TeamDocumento11 páginasDamage Evaluation and Repair of Composite Structures: Gary Savage & Mark Oxley, Honda Racing F1 TeamregorAinda não há avaliações
- Fiberglass Repair Composite RepairDocumento5 páginasFiberglass Repair Composite RepairMichael Dunne (Bicycle Connect)Ainda não há avaliações
- EM 1110-2-2002 ch6Documento23 páginasEM 1110-2-2002 ch6shaik saifulla lAinda não há avaliações
- Repair: Re Pair in Single-Skin ConstructionDocumento15 páginasRepair: Re Pair in Single-Skin ConstructionMirceaAinda não há avaliações
- 1999Spr GeblerDocumento5 páginas1999Spr Geblerwagzarus14Ainda não há avaliações
- Bhubaneswar College of Engineering: Department of Aeronautical Engineering AE2357 Airframe Laboratory ManualDocumento14 páginasBhubaneswar College of Engineering: Department of Aeronautical Engineering AE2357 Airframe Laboratory ManualSambeetSekharPandaAinda não há avaliações
- Chapter 1. Wood Structure: F 1-4. Consideration of Grain Direction WhenDocumento19 páginasChapter 1. Wood Structure: F 1-4. Consideration of Grain Direction WhenrobinyAinda não há avaliações
- WTC Composites Day2Documento118 páginasWTC Composites Day2junjie yiAinda não há avaliações
- SP Use Maintenance - 2017 01 - enDocumento10 páginasSP Use Maintenance - 2017 01 - enEngr Ahmed FadulAinda não há avaliações
- Types of Shotcrete and Applications: A. Repair. Shotcrete Can Be Used To Repair TheDocumento5 páginasTypes of Shotcrete and Applications: A. Repair. Shotcrete Can Be Used To Repair Thepaul machariaAinda não há avaliações
- Unit-V Design of Moulds Molding PartsDocumento8 páginasUnit-V Design of Moulds Molding Partsyuvaraj4509Ainda não há avaliações
- March-2020 CDRDocumento4 páginasMarch-2020 CDRShivam SharmaAinda não há avaliações
- Case Studies in Structural Repair of Pretensioned Concrete ProductsDocumento6 páginasCase Studies in Structural Repair of Pretensioned Concrete Productsmekkawi6650Ainda não há avaliações
- MMS Seco - BearingsDocumento21 páginasMMS Seco - BearingsAnthony Lezcano MAinda não há avaliações
- Repairing The Surface of Concrete 01102010Documento6 páginasRepairing The Surface of Concrete 01102010dingwen1974Ainda não há avaliações
- Pages From Cocrete-978-3-89958-086-0.volltext - FreiDocumento18 páginasPages From Cocrete-978-3-89958-086-0.volltext - FreiGopi KrishnanAinda não há avaliações
- Class A Asphalt Shingles Surfaced With Mineral Granules: Standard Specification ForDocumento2 páginasClass A Asphalt Shingles Surfaced With Mineral Granules: Standard Specification ForMohammad YaseenAinda não há avaliações
- Design and Analysis of Filament Wound Composite Pressure Vessel With Integrated-End DomesDocumento9 páginasDesign and Analysis of Filament Wound Composite Pressure Vessel With Integrated-End DomesmrezaianAinda não há avaliações
- International Journal of Adhesion & Adhesives: H. Errouane, Z. Sereir, A. ChateauneufDocumento9 páginasInternational Journal of Adhesion & Adhesives: H. Errouane, Z. Sereir, A. ChateauneufMike PenceAinda não há avaliações
- Design Consideration For Metal Forming: 1.extrusionDocumento2 páginasDesign Consideration For Metal Forming: 1.extrusionyeswanthAinda não há avaliações
- Assignment 3Documento5 páginasAssignment 3Sumirthan ThamotharampillaiAinda não há avaliações
- 3p PP PPP 3p P P PP 3pp PPP P 3p PPPPPPP !P PPP !P PP 3ppppppppp 3p PPP !P PP P PP PP !P PP PPP PDocumento1 página3p PP PPP 3p P P PP 3pp PPP P 3p PPPPPPP !P PPP !P PP 3ppppppppp 3p PPP !P PP P PP PP !P PP PPP PRezve AhmedAinda não há avaliações
- Repair of Composites: By: Ariadne D. MirandaDocumento15 páginasRepair of Composites: By: Ariadne D. MirandaBea Llana100% (1)
- Joint DetailsDocumento2 páginasJoint Detailsmusibo911Ainda não há avaliações
- Impact Behavior of Sandwich Panels Made of Composite MaterialDocumento5 páginasImpact Behavior of Sandwich Panels Made of Composite MaterialInternational Journal of Application or Innovation in Engineering & ManagementAinda não há avaliações
- PW 06stakingDocumento4 páginasPW 06stakingMiguel ArriecheAinda não há avaliações
- Scarf Repair of Composite Laminates: 2016 ApopDocumento4 páginasScarf Repair of Composite Laminates: 2016 ApopAtef R. SawalmehAinda não há avaliações
- Ferrocement FinalDocumento9 páginasFerrocement Finalyash runwalAinda não há avaliações
- 4 Construction - Fabrication of FerrocementDocumento24 páginas4 Construction - Fabrication of FerrocementRafael CuaAinda não há avaliações
- Chippings For Surface Dressings Note03Documento2 páginasChippings For Surface Dressings Note03CarolAinda não há avaliações
- D 4601 Â " 98 RDQ2MDEDocumento2 páginasD 4601 Â " 98 RDQ2MDEMigue EnriquezAinda não há avaliações
- 10 1 1 536 9127 PDFDocumento17 páginas10 1 1 536 9127 PDFeng jamaAinda não há avaliações
- Composite Materials Note Form Nptel in PDFDocumento33 páginasComposite Materials Note Form Nptel in PDFM.Thirunavukkarasu100% (1)
- Ori-T003.0 - Ori-T003.0Documento2 páginasOri-T003.0 - Ori-T003.0mario salazarAinda não há avaliações
- Study of Composite Sandwich Structure and Bending Characteristics - A ReviewDocumento6 páginasStudy of Composite Sandwich Structure and Bending Characteristics - A ReviewAkhsanto AnanditoAinda não há avaliações
- BS 1881-Part 109-83Documento3 páginasBS 1881-Part 109-83AntonAinda não há avaliações
- Paint Application Guide No. 11: SSPC: The Society For Protective CoatingsDocumento6 páginasPaint Application Guide No. 11: SSPC: The Society For Protective CoatingsaRiTo!Ainda não há avaliações
- D 2626 - 97 - Rdi2mjy - PDFDocumento3 páginasD 2626 - 97 - Rdi2mjy - PDFdelta lab sangliAinda não há avaliações
- 123 - Concrete CoverDocumento2 páginas123 - Concrete CoverrealchicAinda não há avaliações
- SW Vs Kammprofile GsktsDocumento4 páginasSW Vs Kammprofile GsktsFilipAinda não há avaliações
- Section 5. Finishing Wood StructuresDocumento3 páginasSection 5. Finishing Wood StructuresrobinyAinda não há avaliações
- Self-Healing of Composite Structures in A Space Environment: R S Trask, I P Bond and C O A SemprimoschnigDocumento8 páginasSelf-Healing of Composite Structures in A Space Environment: R S Trask, I P Bond and C O A SemprimoschnigyorasAinda não há avaliações
- Development of Wear-Resistant BucketDocumento6 páginasDevelopment of Wear-Resistant BucketWiyono [BSI]Ainda não há avaliações
- Joining StructuresDocumento5 páginasJoining Structuresmilan44Ainda não há avaliações
- Prefabricated Asphalt Reservoir, Pond, Canal, and Ditch Liner (Exposed Type)Documento3 páginasPrefabricated Asphalt Reservoir, Pond, Canal, and Ditch Liner (Exposed Type)Edmundo Jaita CuellarAinda não há avaliações
- Emaco S88 Ci: Sprayable, Fiber-Reinforced Structural Repair Mortar With Integral Corrosion InhibitorDocumento4 páginasEmaco S88 Ci: Sprayable, Fiber-Reinforced Structural Repair Mortar With Integral Corrosion Inhibitormohamed ayadAinda não há avaliações
- Topic: 2.0 Aggregates: 2.4 Physical Properties of AggregateDocumento9 páginasTopic: 2.0 Aggregates: 2.4 Physical Properties of AggregatesitiAinda não há avaliações
- Branson - Part Design For Ultrasonic Welding PDFDocumento6 páginasBranson - Part Design For Ultrasonic Welding PDFOsama MohammedAinda não há avaliações
- Causes, Evaluation and Repair of Cracks in ConcreteDocumento9 páginasCauses, Evaluation and Repair of Cracks in ConcreteSachin RathaurAinda não há avaliações
- Adhesive Bonding TechnologyDocumento26 páginasAdhesive Bonding TechnologymichaelbaroneAinda não há avaliações
- 39Documento26 páginas39supriyo1970Ainda não há avaliações
- Concrete Construction Article PDF Form ReuseDocumento3 páginasConcrete Construction Article PDF Form ReuseiveyAinda não há avaliações
- Spencer Electroplating ServiceDocumento24 páginasSpencer Electroplating Servicespencer electroplatingAinda não há avaliações
- Self-healing Ceramic Matrix Composites: A MonographNo EverandSelf-healing Ceramic Matrix Composites: A MonographAinda não há avaliações
- Module 01-01 Mathematics: ArithmeticDocumento139 páginasModule 01-01 Mathematics: ArithmeticrobinyAinda não há avaliações
- PART-66 Syllabuses: Module 1. MathematicsDocumento2 páginasPART-66 Syllabuses: Module 1. MathematicsrobinyAinda não há avaliações
- M o D U L e 0 1 - 0 3 A Mathematics - Geometry: Simple Geometrical ConstructionsDocumento43 páginasM o D U L e 0 1 - 0 3 A Mathematics - Geometry: Simple Geometrical ConstructionsrobinyAinda não há avaliações
- M o D U L e 0 1 - 0 3 C Mathematics: Geometry TrigonometryDocumento36 páginasM o D U L e 0 1 - 0 3 C Mathematics: Geometry TrigonometryИлларион ПанасенкоAinda não há avaliações
- M1 Math - Algebra - Algebraic Expressions PDFDocumento67 páginasM1 Math - Algebra - Algebraic Expressions PDFAdrian LauAinda não há avaliações
- AG 01 03a B1 B2 B3 0602Documento84 páginasAG 01 03a B1 B2 B3 0602robinyAinda não há avaliações
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Documento3 páginasTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robinyAinda não há avaliações
- 7290engine Oil and Breather SystemDocumento27 páginas7290engine Oil and Breather SystemrobinyAinda não há avaliações
- Ag 01 01 A 0602Documento69 páginasAg 01 01 A 0602robinyAinda não há avaliações
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Documento27 páginasTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robiny100% (1)
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Documento20 páginasTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robinyAinda não há avaliações
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Documento84 páginasTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)blackhawkAinda não há avaliações
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Documento13 páginasTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robinyAinda não há avaliações
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Documento10 páginasTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robinyAinda não há avaliações
- Addinex 1Documento5 páginasAddinex 1robinyAinda não há avaliações
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Documento23 páginasTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robinyAinda não há avaliações
- 7230 CompressorDocumento57 páginas7230 Compressorrobiny100% (1)
- State Standard,: Specification, InstmctionDocumento2 páginasState Standard,: Specification, Instmctionrobiny100% (1)
- Appendix 4Documento5 páginasAppendix 4robinyAinda não há avaliações
- Appendix 5 Peculiarities of Engine Transportation, Storage, Unpacking and Packing in Metal Shipping Container Manufactured by Klimov JSCDocumento3 páginasAppendix 5 Peculiarities of Engine Transportation, Storage, Unpacking and Packing in Metal Shipping Container Manufactured by Klimov JSCrobinyAinda não há avaliações
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Documento84 páginasTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)blackhawkAinda não há avaliações
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Documento14 páginasTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robinyAinda não há avaliações
- AppendixDocumento19 páginasAppendixrobinyAinda não há avaliações
- TB3-117 Maintenance Manual: The Shelf Life of The Prepared Siloxane Enamel Is Five Days. 2. Antistick AgentDocumento2 páginasTB3-117 Maintenance Manual: The Shelf Life of The Prepared Siloxane Enamel Is Five Days. 2. Antistick AgentrobinyAinda não há avaliações
- Faa Ir M 8040 - 1C PDFDocumento77 páginasFaa Ir M 8040 - 1C PDFபிரேம் ஆனந்த்Ainda não há avaliações
- 01descrjption and OperationDocumento15 páginas01descrjption and OperationblackhawkAinda não há avaliações
- Srmgsa PDFDocumento121 páginasSrmgsa PDFrobinyAinda não há avaliações
- Steadycontrol® Rotor: New Technology For Rotor Track and Balance TuningDocumento13 páginasSteadycontrol® Rotor: New Technology For Rotor Track and Balance TuningrobinyAinda não há avaliações
- IIB Modules 10 11Documento4 páginasIIB Modules 10 11Joan GroizardAinda não há avaliações
- Genie Z60Documento2 páginasGenie Z60jishorAinda não há avaliações
- Synthesis: Partial OxidationDocumento5 páginasSynthesis: Partial OxidationTrangSkyAinda não há avaliações
- Load-Bearing Glass Structures PDFDocumento16 páginasLoad-Bearing Glass Structures PDFbatteekhAinda não há avaliações
- ME5286RoboticsToday - 1-RobotArms2017 PDFDocumento5 páginasME5286RoboticsToday - 1-RobotArms2017 PDFchrisAinda não há avaliações
- City Sanitation Plan, UttarakhandDocumento101 páginasCity Sanitation Plan, UttarakhandHarish Kumar Mahavar100% (1)
- Estimate For Renovations of Kitchen Burzahama GanderbalDocumento2 páginasEstimate For Renovations of Kitchen Burzahama GanderbalShahii ShahbazAinda não há avaliações
- Lecture Slide 1 - Why You Should Be Excited Learning Control EngineeringDocumento18 páginasLecture Slide 1 - Why You Should Be Excited Learning Control EngineeringReyasAinda não há avaliações
- Water Supply Pressure TestDocumento3 páginasWater Supply Pressure TestarlanAinda não há avaliações
- CFR 2012 Title33 Vol2 Part127 (33cfr Section 127)Documento26 páginasCFR 2012 Title33 Vol2 Part127 (33cfr Section 127)Jaime Grajeda GarciaAinda não há avaliações
- #4 Standard 3 Wheel SKD CKD FinalDocumento15 páginas#4 Standard 3 Wheel SKD CKD Finalnatan makuAinda não há avaliações
- Husqvarna 36 Operators Manual PDFDocumento22 páginasHusqvarna 36 Operators Manual PDFJoshua RoyAinda não há avaliações
- GPR MS enDocumento68 páginasGPR MS enJMAinda não há avaliações
- Abp Catalog Heater AirconditioningDocumento4 páginasAbp Catalog Heater AirconditioningFABIO MOACIR KORNDOERFERAinda não há avaliações
- Lesson 34, Jen GabrielDocumento13 páginasLesson 34, Jen Gabrielxxmark_jen12xxAinda não há avaliações
- (PDF) UAP Doc 401-402Documento17 páginas(PDF) UAP Doc 401-402stanflynnAinda não há avaliações
- DGMS - Tech - Circular No 03. 2009 Qualitative and Quantitative Assessment of Fire FightingDocumento3 páginasDGMS - Tech - Circular No 03. 2009 Qualitative and Quantitative Assessment of Fire FightingminingnovaAinda não há avaliações
- PM3 Ops Bra PR F 3001 - Rev - A1 - Procedure PDFDocumento82 páginasPM3 Ops Bra PR F 3001 - Rev - A1 - Procedure PDFMohd HisammudinAinda não há avaliações
- Operations and Maintenance Manual: Chapter 3: Safety PrecautionsDocumento10 páginasOperations and Maintenance Manual: Chapter 3: Safety Precautionsamit64007Ainda não há avaliações
- Kitchen Mood BoardDocumento9 páginasKitchen Mood BoardKelly CantaraAinda não há avaliações
- Body Movement Detection For ComaDocumento4 páginasBody Movement Detection For ComaJiiva GopiAinda não há avaliações
- MFC Hubli Final Bill Jan 2013Documento12 páginasMFC Hubli Final Bill Jan 2013Nagaraj PatilAinda não há avaliações
- Saes A 007 PDFDocumento29 páginasSaes A 007 PDFsindalisindiAinda não há avaliações
- Ministry of Public Works, Liberia: Flakiness Index - FiDocumento2 páginasMinistry of Public Works, Liberia: Flakiness Index - FikwameAinda não há avaliações
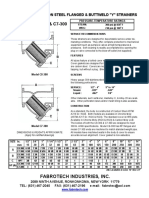
- MODELS: C8-300 & C7-300: 300 Lb. Cast Carbon Steel Flanged & Buttweld "Y" StrainersDocumento1 páginaMODELS: C8-300 & C7-300: 300 Lb. Cast Carbon Steel Flanged & Buttweld "Y" Strainersanugrah_dimas5441Ainda não há avaliações
- SR Piping Designer/checkerDocumento4 páginasSR Piping Designer/checkerapi-78715367Ainda não há avaliações
- List of Dams and Reservoirs in India PDFDocumento5 páginasList of Dams and Reservoirs in India PDFAnonAinda não há avaliações