Você também pode gostar
- Technical Papers: 34th Annual Meeting International Institute of Ammonia RefrigerationDocumento40 páginasTechnical Papers: 34th Annual Meeting International Institute of Ammonia Refrigerationrohitkb09Ainda não há avaliações
- 05-CalARP Codes and Standards For Ammonia Systems-Carter ReddingDocumento33 páginas05-CalARP Codes and Standards For Ammonia Systems-Carter ReddingDave CAinda não há avaliações
- Limits and Fits KenDocumento40 páginasLimits and Fits KennilamAinda não há avaliações
- Calculating Relief Valves Under The New ASHRAEDocumento2 páginasCalculating Relief Valves Under The New ASHRAEchandrashekharsAinda não há avaliações
- Evaporative Condenser Control in Industrial Refrigeration SystemsDocumento21 páginasEvaporative Condenser Control in Industrial Refrigeration SystemsMichael BasaAinda não há avaliações
- ATC E Bulletin 153E Final LR PDFDocumento44 páginasATC E Bulletin 153E Final LR PDFMax JunghannsAinda não há avaliações
- Technical Notes - Ammonia Refrigerant in Refrigeration WorldDocumento6 páginasTechnical Notes - Ammonia Refrigerant in Refrigeration WorldVigneshJeyaseelanAinda não há avaliações
- Phuong Phap Tinh Tai Theo Phan Mem MistralDocumento8 páginasPhuong Phap Tinh Tai Theo Phan Mem Mistralntt_121987Ainda não há avaliações
- AHRI Standard 441 SI 2019Documento26 páginasAHRI Standard 441 SI 2019sofyangunawanAinda não há avaliações
- Bock CO2 Compressor GBDocumento68 páginasBock CO2 Compressor GBWilfrid DutruelAinda não há avaliações
- CO2 Handbook IIARDocumento190 páginasCO2 Handbook IIAROnofreHalberAinda não há avaliações
- Basic Pneumatic Circuitry: For Control and AutomationDocumento134 páginasBasic Pneumatic Circuitry: For Control and AutomationMuh KhairanAinda não há avaliações
- HG34P I HG34e: Maintenance ManualDocumento40 páginasHG34P I HG34e: Maintenance Manualcamilo obrasAinda não há avaliações
- Revisiting Flammable RefrigerantsDocumento19 páginasRevisiting Flammable RefrigerantsULdialogueAinda não há avaliações
- Specifications, Applications, Service Instructions & PartsDocumento20 páginasSpecifications, Applications, Service Instructions & Partsfranmolina1212Ainda não há avaliações
- RDB ManualDocumento160 páginasRDB ManualgamunozdAinda não há avaliações
- 070.450-IOM XJF 2013-11 Rev 2022-03Documento38 páginas070.450-IOM XJF 2013-11 Rev 2022-03Mohamed HeshamAinda não há avaliações
- AHRI Standard 440 I-P 2019Documento26 páginasAHRI Standard 440 I-P 2019Mahmoud GwailyAinda não há avaliações
- XRV Compressor Package - Maintenance Schedule: RemarksDocumento1 páginaXRV Compressor Package - Maintenance Schedule: RemarksfrigoremontAinda não há avaliações
- b1 20 1Documento31 páginasb1 20 1Gustavo FamaAinda não há avaliações
- Oil Free Compressor enDocumento24 páginasOil Free Compressor enMohamed Nagim Cheikh AhmedAinda não há avaliações
- CB 21466180998 en LtuDocumento15 páginasCB 21466180998 en LtuRoger Parra0% (1)
- CO2 Refrigerant for Industrial Refrigeration SystemsDocumento16 páginasCO2 Refrigerant for Industrial Refrigeration SystemsDenis Alfafrio GotAinda não há avaliações
- Dectron DSV Series CatalogDocumento4 páginasDectron DSV Series Catalogbluemojo0% (2)
- 20-01 Design Din en Iso enDocumento19 páginas20-01 Design Din en Iso enIbhar Santos MumentheyAinda não há avaliações
- Formatting Requirements PDFDocumento2 páginasFormatting Requirements PDFGhassan Akrem100% (1)
- Sab87 Sab81 2stage Nh3Documento2 páginasSab87 Sab81 2stage Nh3Yutt WattAinda não há avaliações
- Chiller-6CHW3-01B (1) LGDocumento59 páginasChiller-6CHW3-01B (1) LGHernan Hoyos100% (1)
- RefrigerantS & LubricantsDocumento62 páginasRefrigerantS & LubricantskelkararAinda não há avaliações
- Bitzer 6FE-40P compressorDocumento2 páginasBitzer 6FE-40P compressorFendy TnAinda não há avaliações
- Chiller Daikin Ewadc12cfxs - 1118 Kw-Free CoolingDocumento7 páginasChiller Daikin Ewadc12cfxs - 1118 Kw-Free CoolingBogdan-iulian BalintAinda não há avaliações
- Ammonia Compressor Spec. V1.1Documento6 páginasAmmonia Compressor Spec. V1.1Daniel FernándezAinda não há avaliações
- ALCO CatDocumento156 páginasALCO CatTousef AwanAinda não há avaliações
- Copeland ZP SeriesDocumento4 páginasCopeland ZP Seriesakram rasheed shaikAinda não há avaliações
- Ansi Asabe Ep270.5-2003 (2008)Documento20 páginasAnsi Asabe Ep270.5-2003 (2008)Stephan100% (2)
- ASHRAE Guideline 36-2018: High-Performance Sequences of Operation For HVAC SystemsDocumento66 páginasASHRAE Guideline 36-2018: High-Performance Sequences of Operation For HVAC SystemsAouina Chokri100% (1)
- ACHE Windmill DraftguardDocumento5 páginasACHE Windmill DraftguardTIKSHALAAinda não há avaliações
- Residential Indoor Air Quality GUIDE (ASHRAE)Documento37 páginasResidential Indoor Air Quality GUIDE (ASHRAE)Ets HVAC/MEP & Energy EngineeringAinda não há avaliações
- Is 7008 1 1999Documento11 páginasIs 7008 1 1999Ruger MonteAinda não há avaliações
- Multipass Belt Tunnel Freezer: Space-Saving Freezing for Food Products Under 40 CharactersDocumento11 páginasMultipass Belt Tunnel Freezer: Space-Saving Freezing for Food Products Under 40 CharactersAbas S. AcmadAinda não há avaliações
- CO2 Refrigerant for Industrial Refrigeration SystemsDocumento24 páginasCO2 Refrigerant for Industrial Refrigeration SystemsrosabebeAinda não há avaliações
- Handbook - en 02 03 18 PDFDocumento63 páginasHandbook - en 02 03 18 PDFwiyatnoAinda não há avaliações
- 5HP PDFDocumento76 páginas5HP PDFeduardomanuel3Ainda não há avaliações
- BSR Iiar 2 201xDocumento152 páginasBSR Iiar 2 201xAshraf N HaniaAinda não há avaliações
- ANSI - AHRI Standard 1061 (SI) - 2011Documento12 páginasANSI - AHRI Standard 1061 (SI) - 2011mpwasaAinda não há avaliações
- Stainless Steel Evaporator Engineering ManualDocumento52 páginasStainless Steel Evaporator Engineering ManualGerber GarciaAinda não há avaliações
- Fundamentals of Safety Relief Valves in Ammonia SystemsDocumento3 páginasFundamentals of Safety Relief Valves in Ammonia SystemsBehnam AshouriAinda não há avaliações
- Anti Surge App BrochureDocumento4 páginasAnti Surge App Brochuresamy7354Ainda não há avaliações
- Reduce Compressor Damage with Proper Suction Accumulator SelectionDocumento5 páginasReduce Compressor Damage with Proper Suction Accumulator Selectionpaplus50% (2)
- GL Series Screw Compressor Package: Gea Fes, IncDocumento2 páginasGL Series Screw Compressor Package: Gea Fes, IncVadimAinda não há avaliações
- Advantages of Oil-Free Screw CompressorsDocumento4 páginasAdvantages of Oil-Free Screw CompressorsSelvaraji Muthu100% (1)
- Commissioning - A Process To Achieve Sustainable Refrigerated FacilitiesDocumento5 páginasCommissioning - A Process To Achieve Sustainable Refrigerated Facilitiescefa84Ainda não há avaliações
- Centrif Compr Droplet ErosionDocumento6 páginasCentrif Compr Droplet ErosionrossifrancescoAinda não há avaliações
- Waste ManagementDocumento119 páginasWaste ManagementRezaul Karim0% (1)
- Safety Relevant Leakages in Ammonia Plants Due To Corrosion From OutsideDocumento10 páginasSafety Relevant Leakages in Ammonia Plants Due To Corrosion From Outsidevaratharajan g rAinda não há avaliações
- Design and Maintenance of Refractory Linings in The Reformer Section of Ammonia PlantsDocumento14 páginasDesign and Maintenance of Refractory Linings in The Reformer Section of Ammonia PlantsAhmed FoudaAinda não há avaliações
- Risk Note On Explosion Risks in Battery Rooms PDFDocumento6 páginasRisk Note On Explosion Risks in Battery Rooms PDFKapil DevAinda não há avaliações
- Caadox: ChemerronDocumento35 páginasCaadox: Chemerrondon timoAinda não há avaliações
- Explosion Riks-Battery RoomsDocumento6 páginasExplosion Riks-Battery RoomsPillai Sreejith100% (12)
- 07 Ammonia-Monitoring-in-Refrigeration Applications ENDocumento5 páginas07 Ammonia-Monitoring-in-Refrigeration Applications ENKelvin LimAinda não há avaliações
- Ammonia Detection System Codes and Design Specifications PDFDocumento7 páginasAmmonia Detection System Codes and Design Specifications PDFGilberto SanchezAinda não há avaliações
- The Ammonia Ice Rink Question PDFDocumento32 páginasThe Ammonia Ice Rink Question PDFGilberto SanchezAinda não há avaliações
- LV Arc Flash PaperDocumento24 páginasLV Arc Flash PaperAlbert TuazonAinda não há avaliações
- System Earthings in LV PDFDocumento29 páginasSystem Earthings in LV PDFGilberto SanchezAinda não há avaliações
- Accident Prevention Ammonia RefrigerationDocumento80 páginasAccident Prevention Ammonia Refrigerationjapganzan2186Ainda não há avaliações
- Substation Ventilation Openings Sizing GuideDocumento3 páginasSubstation Ventilation Openings Sizing GuideGilberto SanchezAinda não há avaliações
- Defining Size and Location of Capacitor in Ele PDFDocumento9 páginasDefining Size and Location of Capacitor in Ele PDFGilberto SanchezAinda não há avaliações
- IndustrialVentilation MachineRoom PDFDocumento4 páginasIndustrialVentilation MachineRoom PDFHassan KhanAinda não há avaliações
- Reactive Power Compensation PDFDocumento97 páginasReactive Power Compensation PDFGilberto Sanchez100% (1)
- Capacitores PDFDocumento9 páginasCapacitores PDFGilberto SanchezAinda não há avaliações
- Allen Bradley Low Voltage Switchgear and ControlgearDocumento176 páginasAllen Bradley Low Voltage Switchgear and Controlgearbsunanda01Ainda não há avaliações
- Understanding Arc Flash HazardsDocumento16 páginasUnderstanding Arc Flash HazardsMyong FernandezAinda não há avaliações
- Power System Protection CoordinationDocumento142 páginasPower System Protection Coordinationemogan100% (5)
- Guide to Lowering Costs With Variable Speed PumpingDocumento22 páginasGuide to Lowering Costs With Variable Speed PumpingGilberto Sanchez100% (1)
- The Philosophy of Protective RelayingDocumento13 páginasThe Philosophy of Protective RelayingrajeshAinda não há avaliações
- Grounding Systems PDFDocumento22 páginasGrounding Systems PDFGilberto SanchezAinda não há avaliações
- Schneider DiscriminationDocumento44 páginasSchneider DiscriminationBooker44100% (2)
- Grounding and Bonding For Electrical Systems PDFDocumento72 páginasGrounding and Bonding For Electrical Systems PDFGilberto Sanchez100% (1)
- Power System Protection CoordinationDocumento142 páginasPower System Protection Coordinationemogan100% (5)
- The Art & Science of Protective Relaying - C. Russell Mason - GEDocumento357 páginasThe Art & Science of Protective Relaying - C. Russell Mason - GEAasim MallickAinda não há avaliações
- LV Arc Flash PaperDocumento24 páginasLV Arc Flash PaperAlbert TuazonAinda não há avaliações
- Test Procedures For Protective RelaysDocumento123 páginasTest Procedures For Protective Relayssmaeel_niazy100% (1)
- Arc Flash Application Guide PDFDocumento16 páginasArc Flash Application Guide PDFGilberto SanchezAinda não há avaliações
- Typical Applications PDFDocumento6 páginasTypical Applications PDFGilberto SanchezAinda não há avaliações
- Faults On Electrical SystemDocumento21 páginasFaults On Electrical Systemjosh bradley100% (3)
- DAHandbook Section 08p11 Motor-Protection 757291 ENaDocumento28 páginasDAHandbook Section 08p11 Motor-Protection 757291 ENa1453hAinda não há avaliações
- Electrical Fault AnalysisDocumento44 páginasElectrical Fault AnalysisprotectionworkAinda não há avaliações
- Power System Protection CoordinationDocumento142 páginasPower System Protection Coordinationemogan100% (5)
- ABB DA Section 8.2Documento28 páginasABB DA Section 8.2ronald_chan_2Ainda não há avaliações
- Smart Payment MeterDocumento2 páginasSmart Payment MeterJesus Castro OrozcoAinda não há avaliações
- Brake Pedals and ValveDocumento4 páginasBrake Pedals and Valveala17Ainda não há avaliações
- Sample Style GuideDocumento5 páginasSample Style Guideapi-282547722Ainda não há avaliações
- Basicline BL 21t9stDocumento28 páginasBasicline BL 21t9stgabriel6276Ainda não há avaliações
- Multi-Door Compact Type Controller (V4A) - Multi-Door Controller - ACS - SYRIS Technology Corp. (The RFID Total Solution.) - Powered by SYRISDocumento2 páginasMulti-Door Compact Type Controller (V4A) - Multi-Door Controller - ACS - SYRIS Technology Corp. (The RFID Total Solution.) - Powered by SYRISSusheel GuptaAinda não há avaliações
- August 2017Documento72 páginasAugust 2017Treatment Plant Operator MagazineAinda não há avaliações
- Mobil Pegasus™ 1100 Series Mobil Pegasus™ 1100 Series Mobil Pegasus™ 1100 Series Mobil Pegasus™ 1100 SeriesDocumento3 páginasMobil Pegasus™ 1100 Series Mobil Pegasus™ 1100 Series Mobil Pegasus™ 1100 Series Mobil Pegasus™ 1100 SeriesMudabbir Shan AhmedAinda não há avaliações
- The Causes of Shear Cracking in Prestressed Concrete Box Girder BridgesDocumento10 páginasThe Causes of Shear Cracking in Prestressed Concrete Box Girder BridgesVipin Kumar ParasharAinda não há avaliações
- Daily DAWN News Vocabulary With Urdu Meaning (05 April 2020) PDFDocumento6 páginasDaily DAWN News Vocabulary With Urdu Meaning (05 April 2020) PDFAEO Begowala100% (2)
- Roof Slab of Guard RoomDocumento3 páginasRoof Slab of Guard RoomAditya KumarAinda não há avaliações
- Valve Group-Control - AuxiliaryDocumento3 páginasValve Group-Control - AuxiliarythierrylindoAinda não há avaliações
- PMO ProceduresDocumento21 páginasPMO ProceduresTariq JamalAinda não há avaliações
- Ref Paper 2Documento4 páginasRef Paper 2Subhanjali MyneniAinda não há avaliações
- 1 Project ManagementDocumento14 páginas1 Project Managementyaswanth119Ainda não há avaliações
- SPP 40 Series Sponsored BE MTech Projects CollegewiseDocumento145 páginasSPP 40 Series Sponsored BE MTech Projects CollegewiseVinay KumarAinda não há avaliações
- Value-Instruments Cat2012 enDocumento58 páginasValue-Instruments Cat2012 enAnonymous C6Vaod9Ainda não há avaliações
- Recovering Valuable Metals From Recycled Photovoltaic ModulesDocumento12 páginasRecovering Valuable Metals From Recycled Photovoltaic ModulesNguyễn TriếtAinda não há avaliações
- I) CentrifugesDocumento46 páginasI) Centrifugesiahim87Ainda não há avaliações
- Manufacturing Egg Trays from Waste PaperDocumento17 páginasManufacturing Egg Trays from Waste Paperravibarora86% (7)
- SE01 SE04 SE03 SE02 E14 E13: As BuiltDocumento1 páginaSE01 SE04 SE03 SE02 E14 E13: As BuiltgenricAinda não há avaliações
- ARL-300 UCM Test Instructions For Hydraulic Lifts - enDocumento6 páginasARL-300 UCM Test Instructions For Hydraulic Lifts - enkizonimeisterAinda não há avaliações
- Plett DawsonDocumento270 páginasPlett DawsonRaghu0% (1)
- Tutorial Ip 2 Win EnglishDocumento25 páginasTutorial Ip 2 Win EnglishGarry Zein0% (1)
- Performance Estimation of Ofdm-Wimax Network: Vishal Sharma & Navneet KaurDocumento8 páginasPerformance Estimation of Ofdm-Wimax Network: Vishal Sharma & Navneet KaurTJPRC PublicationsAinda não há avaliações
- CISO Core Proficiency Prepared by Chintan GurjarDocumento1 páginaCISO Core Proficiency Prepared by Chintan GurjarDerpAinda não há avaliações
- 3095MV Calibration Procedure W QuickCal Merian 4010Documento8 páginas3095MV Calibration Procedure W QuickCal Merian 4010luisalbertopumaAinda não há avaliações
- TN 46Documento23 páginasTN 46Khalil AhmadAinda não há avaliações
- Aesculap: F E S SDocumento28 páginasAesculap: F E S SEcole AcharafAinda não há avaliações
- Fire Pump ChecklistDocumento11 páginasFire Pump ChecklistLD Jr FrancisAinda não há avaliações
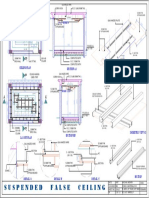
- Gypsum Ceiling PDFDocumento1 páginaGypsum Ceiling PDFAanchal Mishra100% (1)