Você também pode gostar
- PETSOC-09-07-18 Gas Condensate Reservoir Performance PDFDocumento7 páginasPETSOC-09-07-18 Gas Condensate Reservoir Performance PDFMiguel Angel GonzalesAinda não há avaliações
- PETSOC-09-07-18 Gas Condensate Reservoir Performance PDFDocumento7 páginasPETSOC-09-07-18 Gas Condensate Reservoir Performance PDFEduardo UstarezAinda não há avaliações
- Moses - GC - Spe 1987 39 PehDocumento28 páginasMoses - GC - Spe 1987 39 PehPorfirio AguileraAinda não há avaliações
- SPE-153602-ms (ASFALTENOS EN EL LAGO)Documento12 páginasSPE-153602-ms (ASFALTENOS EN EL LAGO)EvelynAinda não há avaliações
- Ammonia Removal From Aquaculture Water by Means of Fluidised Technology (NG Et Al. 1996)Documento8 páginasAmmonia Removal From Aquaculture Water by Means of Fluidised Technology (NG Et Al. 1996)Sumoharjo La MpagaAinda não há avaliações
- Laboratory Investigation of Enhanced Light-Oil Recovery by CO /flue Gas Huff-n-Puff ProcessDocumento9 páginasLaboratory Investigation of Enhanced Light-Oil Recovery by CO /flue Gas Huff-n-Puff Processjrluva096Ainda não há avaliações
- P.pip.0477 Final ReportDocumento31 páginasP.pip.0477 Final Reportvirus40Ainda não há avaliações
- Low-Temperature-Oxidation Kinetic Parameters For In-Situ Combustion: Numerical SimulationDocumento10 páginasLow-Temperature-Oxidation Kinetic Parameters For In-Situ Combustion: Numerical SimulationPatricio EspinosaAinda não há avaliações
- Differences in Distillation and Solvent Separated Asphalt ResiduaDocumento5 páginasDifferences in Distillation and Solvent Separated Asphalt Residuachirag jainAinda não há avaliações
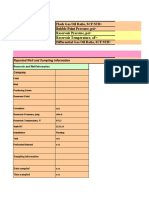
- Flash Gas/Oil Ratio, SCF/STB Bubble Point Pressure, Psi Reservoir Pressure, Psi Reservoir Temperature, of Differential Gas/Oil Ratio, SCF/STBDocumento52 páginasFlash Gas/Oil Ratio, SCF/STB Bubble Point Pressure, Psi Reservoir Pressure, Psi Reservoir Temperature, of Differential Gas/Oil Ratio, SCF/STBMario HuasasquicheAinda não há avaliações
- Hydrotreater Revamps MUSTANG PTQDocumento4 páginasHydrotreater Revamps MUSTANG PTQDavid SmithAinda não há avaliações
- Craft and Hawkins - Applied Petroleum Reservoir Engineering - Bab 5Documento19 páginasCraft and Hawkins - Applied Petroleum Reservoir Engineering - Bab 5afriandi-prasetya-2030100% (3)
- NGL Fractionation - Full PaperDocumento5 páginasNGL Fractionation - Full PaperArash EsmaeiliAinda não há avaliações
- Chapter 7 Natural Gas and Natural Gas Liq - 1987 - Developments in Petroleum SciDocumento34 páginasChapter 7 Natural Gas and Natural Gas Liq - 1987 - Developments in Petroleum SciFalokid RaboAinda não há avaliações
- Kon VersiDocumento33 páginasKon VersiSeftiyantiAinda não há avaliações
- Screenshot 2024-02-15 at 06.55.31Documento21 páginasScreenshot 2024-02-15 at 06.55.31yusuf oktoviyantoAinda não há avaliações
- Abu Khamsin1988 PDFDocumento9 páginasAbu Khamsin1988 PDFPatricio EspinosaAinda não há avaliações
- Tat e Van Gerpen (2003)Documento4 páginasTat e Van Gerpen (2003)Laís C. PoletoAinda não há avaliações
- APCI ProcessDocumento5 páginasAPCI ProcessMario MontessoriAinda não há avaliações
- 11 - Chapter 7Documento3 páginas11 - Chapter 7knight1729Ainda não há avaliações
- ArticleDocumento14 páginasArticlejaime100% (1)
- 03 PDFDocumento53 páginas03 PDFAbdulrahman G. ElgamalAinda não há avaliações
- Notes On Dimensions and UnitsDocumento30 páginasNotes On Dimensions and Unitsmuhammad_taufan_5Ainda não há avaliações
- Laboratory Analysis For Reservoir FluidsDocumento53 páginasLaboratory Analysis For Reservoir FluidsNizar Ali100% (1)
- Dry GasDocumento2 páginasDry GasGustavo ValleAinda não há avaliações
- Properties and Operating Experience With Bagasse As A Boiler FuelDocumento6 páginasProperties and Operating Experience With Bagasse As A Boiler FuelAmulya KumarAinda não há avaliações
- Homework 2 Due: Thursday, February 7, 2019 in Class: PNG 410 Applied Reservoir EngineeringDocumento5 páginasHomework 2 Due: Thursday, February 7, 2019 in Class: PNG 410 Applied Reservoir EngineeringMuStafaAbbasAinda não há avaliações
- Us 3625879 PatentDocumento8 páginasUs 3625879 PatentJuPe Juniawan PrakosoAinda não há avaliações
- Adsorption Column Specs Rev1Documento6 páginasAdsorption Column Specs Rev1Mariana MichelAinda não há avaliações
- UASB Design Calculations - S.I Units: Workbook ContentsDocumento12 páginasUASB Design Calculations - S.I Units: Workbook Contentsdiego100% (1)
- Crue Distillation Process (1) .EditedDocumento16 páginasCrue Distillation Process (1) .EditedEdunjobi TundeAinda não há avaliações
- Poster RecycledDocumento1 páginaPoster RecycledEko PriyadiAinda não há avaliações
- Methaforming - 6: Processing Unit For Up To 6 000 Tpa (150 BPD) of Hydrocarbon FeedDocumento16 páginasMethaforming - 6: Processing Unit For Up To 6 000 Tpa (150 BPD) of Hydrocarbon FeedramatajamaAinda não há avaliações
- 19 (1985) 219-223 Elsevier Science Publishers V., Amsterdam - Printed in The Netherlands 219Documento5 páginas19 (1985) 219-223 Elsevier Science Publishers V., Amsterdam - Printed in The Netherlands 219Syukri ZainuddinAinda não há avaliações
- Recovery of Aconitic Acid From MolassesDocumento10 páginasRecovery of Aconitic Acid From MolassesAsmita AtreAinda não há avaliações
- LT HC ProcessDocumento9 páginasLT HC ProcessguhadebasisAinda não há avaliações
- Review: Pre-Corona MaterialDocumento22 páginasReview: Pre-Corona MaterialzazoAinda não há avaliações
- PVT HW - Helalizadeh PDFDocumento4 páginasPVT HW - Helalizadeh PDFMohama KarimiAinda não há avaliações
- 03 HRR Flame Height Burning Duration CalculationsDocumento2 páginas03 HRR Flame Height Burning Duration CalculationssalcedopozasAinda não há avaliações
- Ipa23 e 47 - 20230712040253 - Ipa23 e 47Documento8 páginasIpa23 e 47 - 20230712040253 - Ipa23 e 47Muhammad Irkham IslamiAinda não há avaliações
- Acetone Production Process From Iso-propyl-Alcohol (IPA)Documento36 páginasAcetone Production Process From Iso-propyl-Alcohol (IPA)Serkan91% (44)
- Chapter 3 - Laboratory Analysis of Reservoir - 2019 - Reservoir Engineering Han PDFDocumento44 páginasChapter 3 - Laboratory Analysis of Reservoir - 2019 - Reservoir Engineering Han PDFCarolineAinda não há avaliações
- Bunsen Coefficient For Oxygen in Marine Oils at Various Temperatures DeterminDocumento7 páginasBunsen Coefficient For Oxygen in Marine Oils at Various Temperatures DeterminDarvich GomezAinda não há avaliações
- Gas-Condensate Separator Stage SelectionDocumento7 páginasGas-Condensate Separator Stage SelectionRabah Semassel100% (1)
- Design of A Dumping GrateDocumento13 páginasDesign of A Dumping GrateABDULLAH MAQBOOL100% (1)
- Spe 738 PaDocumento6 páginasSpe 738 PaAliAinda não há avaliações
- Seminar 4Documento2 páginasSeminar 4Jack SmithAinda não há avaliações
- B-Plan ReportDocumento13 páginasB-Plan ReportShubham BarnwalAinda não há avaliações
- 1st CyclohexaneDocumento27 páginas1st CyclohexanePattrapon SamaikaewAinda não há avaliações
- مشروع انتاج الفثاالين PDFDocumento19 páginasمشروع انتاج الفثاالين PDFwahab aliAinda não há avaliações
- Concept Paper-Bagasse As FuelDocumento12 páginasConcept Paper-Bagasse As FuelDaniel Andre Ocampo PrudencioAinda não há avaliações
- Corrected Reservoir EngineeringDocumento4 páginasCorrected Reservoir EngineeringSonchifua IsaacAinda não há avaliações
- CAP6 Whitson Phase BehaviorDocumento21 páginasCAP6 Whitson Phase BehaviorMaría José MartínezAinda não há avaliações
- Spe 365 GDocumento7 páginasSpe 365 Gyelitza MarquezAinda não há avaliações
- Working Guide to Petroleum and Natural Gas Production EngineeringNo EverandWorking Guide to Petroleum and Natural Gas Production EngineeringNota: 5 de 5 estrelas5/5 (2)
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsNo EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerAinda não há avaliações
- Oil Spill Remediation: Colloid Chemistry-Based Principles and SolutionsNo EverandOil Spill Remediation: Colloid Chemistry-Based Principles and SolutionsAinda não há avaliações
- 63Documento11 páginas63Miguel Angel GonzalesAinda não há avaliações
- SPE-62920-MS Well Test Analysis in Gas Condensate Reservoirs PDFDocumento9 páginasSPE-62920-MS Well Test Analysis in Gas Condensate Reservoirs PDFMiguel Angel GonzalesAinda não há avaliações
- The Challenge of Producing and Stimulating A Deep Sandstone-Carbonate Reservoir With Combined Organic and Inorganic Formation DamageDocumento21 páginasThe Challenge of Producing and Stimulating A Deep Sandstone-Carbonate Reservoir With Combined Organic and Inorganic Formation DamageMiguel Angel GonzalesAinda não há avaliações
- Asociación Colombiana de Ingenieros de Petróleos: Fig. 1-Location of The "Region Marina Suroeste" in Offshore MexicoDocumento9 páginasAsociación Colombiana de Ingenieros de Petróleos: Fig. 1-Location of The "Region Marina Suroeste" in Offshore MexicoMiguel Angel GonzalesAinda não há avaliações
- SPE-4072-PA Single Well Performance Predictions For Gas CondDocumento11 páginasSPE-4072-PA Single Well Performance Predictions For Gas CondMiguel Angel GonzalesAinda não há avaliações
- SI Errata 03-13-08 PDFDocumento24 páginasSI Errata 03-13-08 PDFMiguel Angel GonzalesAinda não há avaliações
- 140Documento8 páginas140Miguel Angel GonzalesAinda não há avaliações
- API-46-150 Gas Condensate Reservoir A Review PDFDocumento10 páginasAPI-46-150 Gas Condensate Reservoir A Review PDFMiguel Angel GonzalesAinda não há avaliações
- SPE-4271-MS Simulation of Gas Condensate Reservoirs PDFDocumento25 páginasSPE-4271-MS Simulation of Gas Condensate Reservoirs PDFMiguel Angel GonzalesAinda não há avaliações
- PETSOC-99-08-DA Performance Prediction in Gas Condensate Res PDFDocumento5 páginasPETSOC-99-08-DA Performance Prediction in Gas Condensate Res PDFMiguel Angel GonzalesAinda não há avaliações
- SPE-169286-MS IPR Naturally Fractured Gas Condensate ReservoDocumento13 páginasSPE-169286-MS IPR Naturally Fractured Gas Condensate ReservoMiguel Angel Gonzales100% (1)
- PETSOC-99-08-DA Performance Prediction in Gas Condensate Res PDFDocumento5 páginasPETSOC-99-08-DA Performance Prediction in Gas Condensate Res PDFMiguel Angel GonzalesAinda não há avaliações
- SPWLA-1978-A The Uncertainty of Evaluating Original Oil in PDocumento17 páginasSPWLA-1978-A The Uncertainty of Evaluating Original Oil in PMiguel Angel GonzalesAinda não há avaliações
- SPE-67241-MS Determination of The Skin Factor For A Well ProDocumento4 páginasSPE-67241-MS Determination of The Skin Factor For A Well ProMiguel Angel GonzalesAinda não há avaliações
- SPE-1100-0068-JPT Well Test Analysis in Gas Condensate Reser PDFDocumento2 páginasSPE-1100-0068-JPT Well Test Analysis in Gas Condensate Reser PDFMiguel Angel GonzalesAinda não há avaliações
- PETSOC-94-04 Optimizing Production From Gas Condensate ReserDocumento14 páginasPETSOC-94-04 Optimizing Production From Gas Condensate ReserMiguel Angel GonzalesAinda não há avaliações
- XOTC-24208-MS Exploitation and Production of Gas CondensateDocumento14 páginasXOTC-24208-MS Exploitation and Production of Gas CondensateMiguel Angel GonzalesAinda não há avaliações
- PETSOC-95-09 Towards Optimizing Gas Condensate ReservoirsDocumento18 páginasPETSOC-95-09 Towards Optimizing Gas Condensate ReservoirsMiguel Angel GonzalesAinda não há avaliações
- SPE-16984-PA Performance Predictions For Gas Condensate Rese PDFDocumento9 páginasSPE-16984-PA Performance Predictions For Gas Condensate Rese PDFMiguel Angel GonzalesAinda não há avaliações
- PETSOC-99-08-DA Performance Prediction in Gas Condensate Res PDFDocumento5 páginasPETSOC-99-08-DA Performance Prediction in Gas Condensate Res PDFMiguel Angel GonzalesAinda não há avaliações
- PETSOC-2006-101 Gas Condensate Reservoir Performance Part IIDocumento11 páginasPETSOC-2006-101 Gas Condensate Reservoir Performance Part IIMiguel Angel GonzalesAinda não há avaliações
- PETSOC-2004-113 Well Deliverability Loss Analysis in The Gas PDFDocumento6 páginasPETSOC-2004-113 Well Deliverability Loss Analysis in The Gas PDFMiguel Angel GonzalesAinda não há avaliações
- PETSOC-2004-113 Well Deliverability Loss Analysis in The GasDocumento6 páginasPETSOC-2004-113 Well Deliverability Loss Analysis in The GasMiguel Angel GonzalesAinda não há avaliações
- SPE-1100-0068-JPT Well Test Analysis in Gas Condensate ReserDocumento2 páginasSPE-1100-0068-JPT Well Test Analysis in Gas Condensate ReserMiguel Angel GonzalesAinda não há avaliações
- Skin Factor and Flow Efficiency in Wells Producing Under Solution Gas Drive T.E.W. NindDocumento5 páginasSkin Factor and Flow Efficiency in Wells Producing Under Solution Gas Drive T.E.W. NindMiguel Angel GonzalesAinda não há avaliações
- SPE-4271-MS Simulation of Gas Condensate Reservoirs PDFDocumento25 páginasSPE-4271-MS Simulation of Gas Condensate Reservoirs PDFMiguel Angel GonzalesAinda não há avaliações
- API-46-150 Gas Condensate Reservoir A ReviewDocumento10 páginasAPI-46-150 Gas Condensate Reservoir A ReviewMiguel Angel GonzalesAinda não há avaliações
- PETSOC-99-08-DA Performance Prediction in Gas Condensate ResDocumento5 páginasPETSOC-99-08-DA Performance Prediction in Gas Condensate ResMiguel Angel GonzalesAinda não há avaliações
- A Method of Identifying The Lightning Strike Location On A Structure Hartono ArticleDocumento6 páginasA Method of Identifying The Lightning Strike Location On A Structure Hartono Articlefreddy riveraAinda não há avaliações
- Ak-Cc 460Documento30 páginasAk-Cc 460Øyvind SkulstadAinda não há avaliações
- 3516BDocumento392 páginas3516Bmuhammad arif95% (22)
- LM4040 Precision Micropower Shunt Voltage Reference: 1 Features 3 DescriptionDocumento60 páginasLM4040 Precision Micropower Shunt Voltage Reference: 1 Features 3 Descriptionmuhamad faizal yaakubAinda não há avaliações
- Chiller Plant DesignDocumento48 páginasChiller Plant Designryxor-mrbl100% (1)
- ECE 611 SP17 Homework 1Documento3 páginasECE 611 SP17 Homework 1hanythekingAinda não há avaliações
- Analysis of Cable-Stayed BridgesDocumento227 páginasAnalysis of Cable-Stayed BridgescxwAinda não há avaliações
- C184 E037bDocumento48 páginasC184 E037bNeyda Flores VasquezAinda não há avaliações
- Agarose Gel ElectrophoresisDocumento4 páginasAgarose Gel ElectrophoresisTarequl Islam NishadAinda não há avaliações
- Guide Du Soudage Des Aciers InoxydablesDocumento92 páginasGuide Du Soudage Des Aciers InoxydablesFares Hayder100% (1)
- Test SyllabusDocumento4 páginasTest SyllabusAjinkya Aniruddha DangeAinda não há avaliações
- DNV Bolts Failure Analisys Marine ApplicationDocumento34 páginasDNV Bolts Failure Analisys Marine ApplicationBrian Chmeisse100% (2)
- BC 107Documento3 páginasBC 107Sreerag Kunnathu SugathanAinda não há avaliações
- Control and Interfacing of BLDC Motor With Labview Using MyrioDocumento5 páginasControl and Interfacing of BLDC Motor With Labview Using Myriovasu_koneti5124Ainda não há avaliações
- Comparative Study of Performance of CDS, CdSeDocumento7 páginasComparative Study of Performance of CDS, CdSeAli AhmedAinda não há avaliações
- Strain GuageDocumento6 páginasStrain GuageChristian EspanolAinda não há avaliações
- Improvement of Soil Properties by Using Waste PlasticDocumento6 páginasImprovement of Soil Properties by Using Waste PlasticnehamyaAinda não há avaliações
- Dimensional AnalysisDocumento16 páginasDimensional AnalysisChara ZerihunAinda não há avaliações
- PEX250í 1200 Instruction ManualDocumento10 páginasPEX250í 1200 Instruction ManualSebastian Aguila RaipanAinda não há avaliações
- Forces Balanced and UnbalancedDocumento24 páginasForces Balanced and UnbalancedInah Cunanan-BaleteAinda não há avaliações
- IIIPHYDocumento1 páginaIIIPHYSarthak VijayAinda não há avaliações
- AC O& M City Mall Version 1.0Documento12 páginasAC O& M City Mall Version 1.0yewminyun6098Ainda não há avaliações
- W Stephens Resume 2013Documento3 páginasW Stephens Resume 2013Marcus HumphreyAinda não há avaliações
- Ftre 2016 17 C Ix (Going To X) Paper 2 PCMDocumento16 páginasFtre 2016 17 C Ix (Going To X) Paper 2 PCMAnonymous sW7qhZ72100% (2)
- 1757 Nursing Foundation Question BankDocumento11 páginas1757 Nursing Foundation Question BankSovon Samanta100% (1)
- ALLMENDINGER (1999) Introduction To Structural GeologyDocumento290 páginasALLMENDINGER (1999) Introduction To Structural GeologyeliasAinda não há avaliações
- THE FIFTH HORSEMAN OF THE APOCALYPSE. July - December 1962 UFOS - A HISTORY. Copyright Fremont CADocumento86 páginasTHE FIFTH HORSEMAN OF THE APOCALYPSE. July - December 1962 UFOS - A HISTORY. Copyright Fremont CAOvnis FormosaAinda não há avaliações
- Question and Ans.3Documento153 páginasQuestion and Ans.3gangoorsgAinda não há avaliações
- Internship Report Sample 5Documento35 páginasInternship Report Sample 5SUMIT KUMARAinda não há avaliações