Você também pode gostar
- Instruction Manual Water Chiller Model PRR 50 (N)Documento18 páginasInstruction Manual Water Chiller Model PRR 50 (N)kasper kasperAinda não há avaliações
- 10 FORGING TECHNOLOGY New 1Documento43 páginas10 FORGING TECHNOLOGY New 1Alfred KuwodzaAinda não há avaliações
- QMS Manual SampleDocumento48 páginasQMS Manual Sampleesivaks2000Ainda não há avaliações
- Annex 6-Risk Analysis ReportDocumento9 páginasAnnex 6-Risk Analysis ReportalexAinda não há avaliações
- Risk Assessment - Hip-Hop NightDocumento12 páginasRisk Assessment - Hip-Hop Nightapi-317655476Ainda não há avaliações
- Visual Control of Standard Operating Procedure SOP Inspection Packaging and Storage Ijariie6972 PDFDocumento6 páginasVisual Control of Standard Operating Procedure SOP Inspection Packaging and Storage Ijariie6972 PDFParesh PatelAinda não há avaliações
- Welding Repair Procedure: PCH Steel Engineering & Construction Sdn. BHDDocumento8 páginasWelding Repair Procedure: PCH Steel Engineering & Construction Sdn. BHDmohd as shahiddin jafriAinda não há avaliações
- Stress Relieving Procedure 01Documento6 páginasStress Relieving Procedure 01VikasShelkeAinda não há avaliações
- How To Streamline Sterile Package Validation: Key RegulationsDocumento9 páginasHow To Streamline Sterile Package Validation: Key RegulationsNila AshokanAinda não há avaliações
- Bidding & Contract ReviewDocumento8 páginasBidding & Contract ReviewreineckedjAinda não há avaliações
- LGT - WHD - QP03-Material Handling and Storage Control ProcedureDocumento7 páginasLGT - WHD - QP03-Material Handling and Storage Control ProcedureGregorAinda não há avaliações
- Raw Material Supplier RequirementsDocumento2 páginasRaw Material Supplier RequirementsbaluchakpAinda não há avaliações
- Furnace Validation Report-2021Documento1 páginaFurnace Validation Report-2021Harjeet SinghAinda não há avaliações
- Induction Training Text Format - StaffDocumento5 páginasInduction Training Text Format - StaffkumargaruAinda não há avaliações
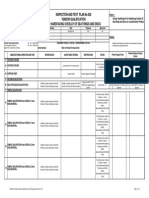
- Inspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsDocumento3 páginasInspection and Test Plan No 826 Vendor Qualification For Hardfacing Overlay of Seat Rings and DiscsGohilakrishnan ThiagarajanAinda não há avaliações
- ISO-Control of Non Conforming ProductsDocumento3 páginasISO-Control of Non Conforming Productsnoufal27100% (1)
- Technical Specifications For Mechanical Power Press 30T CapDocumento4 páginasTechnical Specifications For Mechanical Power Press 30T Capshanjuneo17Ainda não há avaliações
- Std-Insp-0001 (Proceudre For Storage, Drying (Baking), Issue and Control of Welding Consumables)Documento5 páginasStd-Insp-0001 (Proceudre For Storage, Drying (Baking), Issue and Control of Welding Consumables)airbroomAinda não há avaliações
- DRAFT Sample Welding Procedure GuidebookDocumento3 páginasDRAFT Sample Welding Procedure Guidebookahmad100% (1)
- Control of Monitoring and Measuring EquipmentDocumento3 páginasControl of Monitoring and Measuring EquipmentLinda Setya WatiAinda não há avaliações
- Curriculum Vitae: Educational QualificationDocumento5 páginasCurriculum Vitae: Educational Qualificationkhushwinder86Ainda não há avaliações
- In Process QC FormatDocumento9 páginasIn Process QC FormatSunil ChaubeyAinda não há avaliações
- Prepared By: Signature: Name: Khuram Shahzad Date: Designation: SR - Manager QA/QCDocumento2 páginasPrepared By: Signature: Name: Khuram Shahzad Date: Designation: SR - Manager QA/QCMhammad NaveedAinda não há avaliações
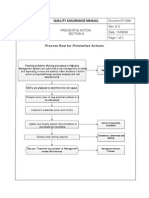
- Quality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Documento2 páginasQuality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Ngonidzashe ZvarevasheAinda não há avaliações
- Packaging and Shipping SpecificationDocumento30 páginasPackaging and Shipping SpecificationashokclineAinda não há avaliações
- Asme 1325-18 (2007)Documento1 páginaAsme 1325-18 (2007)Matthew TaylorAinda não há avaliações
- Manufacturing Process of Piston IN Shriram Pistons & Rings LTDDocumento11 páginasManufacturing Process of Piston IN Shriram Pistons & Rings LTDVipul SinghalAinda não há avaliações
- F-05 Corrective Action FormDocumento1 páginaF-05 Corrective Action Formsuhara hussainAinda não há avaliações
- 1.heat Treatment - Avsp 01Documento10 páginas1.heat Treatment - Avsp 01Siva100% (1)
- Form 18 NABL 163Documento2 páginasForm 18 NABL 163asr labAinda não há avaliações
- Quality Information SummaryDocumento3 páginasQuality Information SummaryHenry Kay100% (1)
- QP-001 Control of DocumentsDocumento4 páginasQP-001 Control of DocumentsMartinAinda não há avaliações
- Of Stability (Exhibit Batches) SamplesDocumento6 páginasOf Stability (Exhibit Batches) SamplesROHIT CONSULTANCYAinda não há avaliações
- MM User ManualDocumento312 páginasMM User ManualdbedadaAinda não há avaliações
- SOP - Complaint & SurveyDocumento5 páginasSOP - Complaint & SurveySheila BonusAinda não há avaliações
- Calibration FormatDocumento84 páginasCalibration FormatJagjeet SinghAinda não há avaliações
- The Ultimate Guide To A Truly Effective Procure-to-Pay ProcessDocumento4 páginasThe Ultimate Guide To A Truly Effective Procure-to-Pay ProcessthenameisvijayAinda não há avaliações
- Non Conforming ProductDocumento2 páginasNon Conforming ProductbomiAinda não há avaliações
- Environmental Assessment ReportDocumento6 páginasEnvironmental Assessment ReportTichaona KwazvichasvikaAinda não há avaliações
- Set-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1Documento1 páginaSet-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1sbmmlaAinda não há avaliações
- 01a.supplier Evaluation Form For Raw Material & VendorDocumento3 páginas01a.supplier Evaluation Form For Raw Material & VendorPurchase RG FibrotechAinda não há avaliações
- VAL 005 Validation Concept and Procedure SampleDocumento4 páginasVAL 005 Validation Concept and Procedure SampleSameh MostafaAinda não há avaliações
- SOP For Destruction of Control Samples (Raw Material and Finished Product)Documento3 páginasSOP For Destruction of Control Samples (Raw Material and Finished Product)SolomonAinda não há avaliações
- Needle Metal Contamination Control SOP 2Documento16 páginasNeedle Metal Contamination Control SOP 2vikkas vermaAinda não há avaliações
- FOF-InP-010 Base Inspection - Operations and Dispatch Check List Rev. 1Documento3 páginasFOF-InP-010 Base Inspection - Operations and Dispatch Check List Rev. 1dnana100% (1)
- Humidity Indicator Card How To ReadDocumento10 páginasHumidity Indicator Card How To ReadSneha PatelAinda não há avaliações
- Pre Production ProcedureDocumento1 páginaPre Production ProcedureNguyen Quoc TriAinda não há avaliações
- Rejected Material List: Cogen DivDocumento1 páginaRejected Material List: Cogen DivDurjoy ChakrabortyAinda não há avaliações
- RFPGlovesAug2019 Compressed PDFDocumento112 páginasRFPGlovesAug2019 Compressed PDFKULDEEP KUMARAinda não há avaliações
- Quality System Procedure: Introduction:-ResponsibilityDocumento3 páginasQuality System Procedure: Introduction:-ResponsibilityPeracha EngineeringAinda não há avaliações
- Quality Plan Dyeing FinishingDocumento3 páginasQuality Plan Dyeing FinishingITOPS TeamAinda não há avaliações
- Charging & Discharging of CapacitorDocumento4 páginasCharging & Discharging of CapacitorHemanth GedelaAinda não há avaliações
- GSB-Form-58 Non Conforming Report (NCR)Documento1 páginaGSB-Form-58 Non Conforming Report (NCR)Made GileeAinda não há avaliações
- Hydraulic Press MachineDocumento1 páginaHydraulic Press MachineDebashishParidaAinda não há avaliações
- Neptune Orthopaedics Standard Operating Procedure-ProductionDocumento4 páginasNeptune Orthopaedics Standard Operating Procedure-Productiondhir.ankurAinda não há avaliações
- MF Group of Industries: RISK MANAGEMENT-CORE PROCESS - Product InspectionDocumento1 páginaMF Group of Industries: RISK MANAGEMENT-CORE PROCESS - Product InspectionRohit VishwakarmaAinda não há avaliações
- .0 Inspection of Input MaterialsDocumento22 páginas.0 Inspection of Input MaterialsSPH PURCHASEAinda não há avaliações
- TK QP 002 G2 PDFDocumento8 páginasTK QP 002 G2 PDFAnish MadhavanAinda não há avaliações
- E2C-FMP-005 In-Progress Management ProcedureDocumento6 páginasE2C-FMP-005 In-Progress Management ProcedureVPN NetworkAinda não há avaliações
- Purchasing Control ProcedureDocumento8 páginasPurchasing Control Procedureandruta19780% (1)
- Unlashing SXDA and LSMW Part 1 - Definition - SCNDocumento10 páginasUnlashing SXDA and LSMW Part 1 - Definition - SCNRaksha RaniAinda não há avaliações
- MIT16 842F15 Ses1SE Ovr VWDocumento64 páginasMIT16 842F15 Ses1SE Ovr VWDilshanAinda não há avaliações
- Manual Instalare Acoperis RuukiDocumento16 páginasManual Instalare Acoperis Ruukimadsheep01Ainda não há avaliações
- March 19, 2013 PMDocumento251 páginasMarch 19, 2013 PMOSDocs2012Ainda não há avaliações
- C VisitorDocumento261 páginasC VisitorAspire SuccessAinda não há avaliações
- Shaktivell M.letchumanan Dd160012 ReportDocumento56 páginasShaktivell M.letchumanan Dd160012 ReportShaktivell LetchumananAinda não há avaliações
- Infographic Tetra RecartDocumento1 páginaInfographic Tetra RecartvizmarghAinda não há avaliações
- Manual M250 M370 M400Documento222 páginasManual M250 M370 M400Carlos Quispe100% (1)
- Techniques of Quality Improvement 09092010Documento40 páginasTechniques of Quality Improvement 09092010International-Society-for-Six-Sigma-CertificationsAinda não há avaliações
- Fly The B717-200 User GuideDocumento14 páginasFly The B717-200 User GuideJesús Nieto DomínguezAinda não há avaliações
- Software Testing FundamentalsDocumento5 páginasSoftware Testing FundamentalsSuman PravallikaAinda não há avaliações
- Orlaco CatalogueDocumento10 páginasOrlaco CataloguencthanhckAinda não há avaliações
- Competency Based Curriculum DrivingDocumento73 páginasCompetency Based Curriculum DrivingElonah Jean ConstantinoAinda não há avaliações
- SAP Ticketing ProcessDocumento2 páginasSAP Ticketing ProcessSingaiah PathuriAinda não há avaliações
- MGT 187 University of The Philippines Cebu: JKL BearingDocumento8 páginasMGT 187 University of The Philippines Cebu: JKL BearingbutterflygigglesAinda não há avaliações
- Review - Module I - Understanding ValueDocumento72 páginasReview - Module I - Understanding ValueRavi RakeshAinda não há avaliações
- Chapter 4: Trends in Information Systems Development: System TheoryDocumento19 páginasChapter 4: Trends in Information Systems Development: System TheoryMina twiceAinda não há avaliações
- 3M Car CareDocumento28 páginas3M Car CareHarsh GoyalAinda não há avaliações
- Automotive Policy (Myn-Eng)Documento62 páginasAutomotive Policy (Myn-Eng)wineAinda não há avaliações
- S6-Fintech Case PDFDocumento17 páginasS6-Fintech Case PDFVRAinda não há avaliações
- 23 JSA For Block WorkDocumento2 páginas23 JSA For Block WorkWakil AhmadAinda não há avaliações
- Opm IV ModuleDocumento18 páginasOpm IV ModuleSharma VishnuAinda não há avaliações
- Mysql v5.6Documento204 páginasMysql v5.6Adrian LozadaAinda não há avaliações
- Presentation On Back OfficeDocumento56 páginasPresentation On Back OfficeARIF PATEL100% (1)
- P156 P190 Reference Section Worldwide All List)Documento20 páginasP156 P190 Reference Section Worldwide All List)mahdisajjadi100% (1)
- Case Study ABCDocumento17 páginasCase Study ABCIza Adnan100% (1)
- HYCHEM Catalogue BookDocumento32 páginasHYCHEM Catalogue Bookengage4u2020Ainda não há avaliações
- Lesco Price List 2011Documento12 páginasLesco Price List 2011AboudouleAinda não há avaliações
- BITS Dubai ProspectusDocumento48 páginasBITS Dubai ProspectusDeepak DahiyaAinda não há avaliações
- SPRING Singapore Auditorium: 31 Aug 2006 at (Organised by SPRING & BCA)Documento4 páginasSPRING Singapore Auditorium: 31 Aug 2006 at (Organised by SPRING & BCA)xuongrong_xdAinda não há avaliações