Você também pode gostar
- AWS Welding Symbol Chart PDFDocumento1 páginaAWS Welding Symbol Chart PDFmpica100% (1)
- Visual Weld Inspection and Defect Identification GuideDocumento46 páginasVisual Weld Inspection and Defect Identification GuideDương PhúcAinda não há avaliações
- Various Welding ProcessDocumento50 páginasVarious Welding Processsachin G.Ainda não há avaliações
- Drill Press Speed ChartDocumento1 páginaDrill Press Speed ChartFerdinand ValdezAinda não há avaliações
- A967A967M-13 Standard Specification For Chemical Passivation Treatments For Stainless Steel PartsDocumento7 páginasA967A967M-13 Standard Specification For Chemical Passivation Treatments For Stainless Steel Partstjt4779100% (1)
- Module 4 Welding Joints and SymbolsDocumento68 páginasModule 4 Welding Joints and SymbolsAhmed Shaban KotbAinda não há avaliações
- Non-Destructive TestingDocumento78 páginasNon-Destructive TestingshifaAinda não há avaliações
- Liquid Penetrant Test Level-IiDocumento39 páginasLiquid Penetrant Test Level-IiAabhas UpadhyayaAinda não há avaliações
- Fundamentals of Welding TechDocumento29 páginasFundamentals of Welding TechAshwani DograAinda não há avaliações
- Weld GaugesDocumento15 páginasWeld GaugesHaleemUrRashidBangashAinda não há avaliações
- Non-Destructive Testing Methods for Welding InspectorsDocumento51 páginasNon-Destructive Testing Methods for Welding InspectorsmanojballaAinda não há avaliações
- 1 - MMAW Process - PPT (Compatibility Mode)Documento44 páginas1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- FCAW Electrode Classification and PerformanceDocumento6 páginasFCAW Electrode Classification and PerformanceChoky Nandho AlghifariezAinda não há avaliações
- Welding Inspection: Non-Destructive Testing Course Reference WIS 5Documento35 páginasWelding Inspection: Non-Destructive Testing Course Reference WIS 5Ad Man GeTigAinda não há avaliações
- Heat Treatment of SteelsDocumento9 páginasHeat Treatment of SteelsEhsan KhanAinda não há avaliações
- 1.2 Resistance and Special WeldingDocumento14 páginas1.2 Resistance and Special WeldingnikhilbathamAinda não há avaliações
- Arc WeldingDocumento23 páginasArc WeldingZerohumidity 123100% (1)
- Lec24 PDFDocumento69 páginasLec24 PDFsskiitbAinda não há avaliações
- Welding defects, causes and correction explainedDocumento3 páginasWelding defects, causes and correction explainedBinh Pham100% (2)
- Analyzer Sample Systems Ver HappenDocumento12 páginasAnalyzer Sample Systems Ver HappenIñaki Eseberri100% (1)
- Weld TestingDocumento51 páginasWeld TestingYuki FongAinda não há avaliações
- Radiography Interpretation PDFDocumento220 páginasRadiography Interpretation PDFVijay Kumar100% (1)
- 3 ElectricArcWeldingDocumento35 páginas3 ElectricArcWeldingKirandeep GandhamAinda não há avaliações
- Murex Oxy Welding Poster 2008 PDFDocumento1 páginaMurex Oxy Welding Poster 2008 PDFPCAinda não há avaliações
- Anodising Vs Powder CoatingDocumento3 páginasAnodising Vs Powder CoatingCgpscAspirantAinda não há avaliações
- CSWIP QuestionaireDocumento158 páginasCSWIP QuestionaireUmaibalanAinda não há avaliações
- Backing & RetainerDocumento4 páginasBacking & RetainersatraheAinda não há avaliações
- Welding TechnologyDocumento77 páginasWelding TechnologySrinivasadarshan A M100% (1)
- Cracks and welding imperfectionsDocumento39 páginasCracks and welding imperfectionsAnonymousAinda não há avaliações
- Afternoon Quiz Set 4Documento66 páginasAfternoon Quiz Set 4pchakkrapani100% (1)
- What Is Langmuir Adsorption IsothermDocumento5 páginasWhat Is Langmuir Adsorption Isothermalimisaghian62Ainda não há avaliações
- Water Quality WSO Student Workbook Water Supply OperationsDocumento69 páginasWater Quality WSO Student Workbook Water Supply OperationsdikeAinda não há avaliações
- Manufacturing of Light Weight Composite Parts For Automotive ApplicationsDocumento84 páginasManufacturing of Light Weight Composite Parts For Automotive ApplicationsvkrishnarajAinda não há avaliações
- Metallurgy LabDocumento26 páginasMetallurgy LabSudarshan GAinda não há avaliações
- Dissimilar Metal WeldingDocumento37 páginasDissimilar Metal WeldingAlbar33% (3)
- WELDING QUESTIONS AND ANSWERSDocumento6 páginasWELDING QUESTIONS AND ANSWERSengrzia76Ainda não há avaliações
- CMT Welding Research PaperDocumento23 páginasCMT Welding Research PaperUpendra93Ainda não há avaliações
- Critical Observations During A Shut Down Audit of A PF BoilerDocumento9 páginasCritical Observations During A Shut Down Audit of A PF Boilerparthi20065768Ainda não há avaliações
- Weld ImperfectionsDocumento11 páginasWeld Imperfections0502raviAinda não há avaliações
- MTI Friction Welding Brochure PDFDocumento60 páginasMTI Friction Welding Brochure PDFemirAinda não há avaliações
- Arc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDocumento44 páginasArc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDinesh InavoluAinda não há avaliações
- TIG Welding Process GuideDocumento20 páginasTIG Welding Process GuideEnache DaniAinda não há avaliações
- Welding Variables Guide: Effects of Current, Voltage, Speed & MoreDocumento34 páginasWelding Variables Guide: Effects of Current, Voltage, Speed & MoremilindAinda não há avaliações
- Cold Cracking in WeldingDocumento1 páginaCold Cracking in WeldingEmad A.Ahmad50% (2)
- WeldingDocumento23 páginasWeldingBilal TayyabAinda não há avaliações
- Welding InspectionDocumento19 páginasWelding InspectionMaricrisMendozaAinda não há avaliações
- Module 5 Documents Governing WI and QualificationDocumento44 páginasModule 5 Documents Governing WI and QualificationMiki JaksicAinda não há avaliações
- IIW-ANB Refresher Course: Gas Welding, Brazing, Soldering and Cutting ProcessesDocumento81 páginasIIW-ANB Refresher Course: Gas Welding, Brazing, Soldering and Cutting ProcessesAsad Bin Ala QatariAinda não há avaliações
- W6 Lecture 6.surface Hardening of Steel PDFDocumento28 páginasW6 Lecture 6.surface Hardening of Steel PDFYota KimireAinda não há avaliações
- Manufacturing Technology: Unit - IDocumento12 páginasManufacturing Technology: Unit - Iapi-271354682Ainda não há avaliações
- Is 7310 RequirementsDocumento4 páginasIs 7310 RequirementsRavichandran Tirupattur SubramaniamAinda não há avaliações
- A Study On Transverse Weld Cracks PDFDocumento8 páginasA Study On Transverse Weld Cracks PDFRifani ImamAinda não há avaliações
- CIGWELDDocumento244 páginasCIGWELDrodastrid5653100% (1)
- A Brief Synopsis ofDocumento54 páginasA Brief Synopsis ofNO ONEAinda não há avaliações
- Inspections and Audits For Boilers and Pressure VesselsDocumento2 páginasInspections and Audits For Boilers and Pressure VesselsNDTInstructorAinda não há avaliações
- Material Imperfections: CSWIP 3.1 Welding InspectionDocumento12 páginasMaterial Imperfections: CSWIP 3.1 Welding InspectionLâm ThanhAinda não há avaliações
- TWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDocumento26 páginasTWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDanem HalasAinda não há avaliações
- Plate Material SpecificationDocumento8 páginasPlate Material SpecificationKarthic KeyanAinda não há avaliações
- Rail WeldingDocumento4 páginasRail WeldingOlga Sandoval RomeroAinda não há avaliações
- Slide 4 Casting Defects and Heat TreatmentDocumento58 páginasSlide 4 Casting Defects and Heat TreatmentgunjanAinda não há avaliações
- Industrial radiography A Complete Guide - 2019 EditionNo EverandIndustrial radiography A Complete Guide - 2019 EditionAinda não há avaliações
- Welding Defects - 5Documento61 páginasWelding Defects - 5me0906840087Ainda não há avaliações
- Welding Defects GuideDocumento61 páginasWelding Defects GuideJayaneela PrawinAinda não há avaliações
- Welding Defects: Ganesan V Assistant Manager-TSD D&H Secheron Electrodes PVT - LTDDocumento49 páginasWelding Defects: Ganesan V Assistant Manager-TSD D&H Secheron Electrodes PVT - LTDPrakash RajAinda não há avaliações
- Weld Defects Cause and RemediesDocumento11 páginasWeld Defects Cause and RemediesKarl ManiquezAinda não há avaliações
- عيوب اللحامDocumento20 páginasعيوب اللحامابو حيدرا الخزعليAinda não há avaliações
- Unit V: Design of Weld Joints, Weldability and Testing of WeldmentsDocumento24 páginasUnit V: Design of Weld Joints, Weldability and Testing of WeldmentsparthibankAinda não há avaliações
- 01 - Welding Lectures 1-6Documento113 páginas01 - Welding Lectures 1-6Govind GuptaAinda não há avaliações
- Warning, Mirror & Signal DevicesDocumento2 páginasWarning, Mirror & Signal Devicesمحمد امين شريفAinda não há avaliações
- 02-Means of Egress1 PDFDocumento13 páginas02-Means of Egress1 PDFZaki AdamouAinda não há avaliações
- Test Package Progress - W1C - P1 - 20180925 PDFDocumento8 páginasTest Package Progress - W1C - P1 - 20180925 PDFمحمد امين شريفAinda não há avaliações
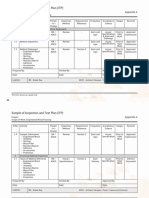
- Sample of Inspection and Test Plan (ITP) : Appendix ADocumento5 páginasSample of Inspection and Test Plan (ITP) : Appendix AJuang Brian SitanggangAinda não há avaliações
- Coupled PumpDocumento40 páginasCoupled Pumpمحمد امين شريفAinda não há avaliações
- Coupled PumpDocumento40 páginasCoupled Pumpمحمد امين شريفAinda não há avaliações
- Relative ClausesDocumento10 páginasRelative Clausesapi-250747408Ainda não há avaliações
- Finite Element Analysis: Understanding 1D Rods and 2D TrussesDocumento34 páginasFinite Element Analysis: Understanding 1D Rods and 2D TrussesAnonymous hWj4HKIDOFAinda não há avaliações
- Ball PistonDocumento15 páginasBall PistonNm5793100% (1)
- Ps Pre Final ExamDocumento5 páginasPs Pre Final ExamRemar Jhon PaineAinda não há avaliações
- Aspl 2011 PDFDocumento29 páginasAspl 2011 PDFRajkumar AAinda não há avaliações
- Qorpak 2018 CatalogDocumento104 páginasQorpak 2018 Catalog東栄大出Ainda não há avaliações
- How The Concept of The Element Evolved From Ancient Greek To The PresentDocumento23 páginasHow The Concept of The Element Evolved From Ancient Greek To The PresentPineda, Sean AlfredAinda não há avaliações
- Bi Rotator FormDocumento17 páginasBi Rotator FormBùi Hắc HảiAinda não há avaliações
- Alloy Cuni 70-30Documento2 páginasAlloy Cuni 70-30didiethardoyoAinda não há avaliações
- An Introduction To Vibration Control in BuildingsDocumento45 páginasAn Introduction To Vibration Control in Buildingsosama alabsiAinda não há avaliações
- Material BalancesDocumento15 páginasMaterial BalancesHalil İbrahim ÖzdemirAinda não há avaliações
- Accuracy Precision Significant Digits PDFDocumento5 páginasAccuracy Precision Significant Digits PDFnkar037Ainda não há avaliações
- Steam Trap PerformanceDocumento36 páginasSteam Trap Performancenewnse2008Ainda não há avaliações
- Gibberellins: Regulators of Plant HeightDocumento17 páginasGibberellins: Regulators of Plant HeightPratiwi DwiAinda não há avaliações
- Zener BZX83CDocumento2 páginasZener BZX83CPelotaDeTrapoAinda não há avaliações
- Data Sheet For Mixer M34Documento5 páginasData Sheet For Mixer M34bingminAinda não há avaliações
- Research Programmes: EligibilityDocumento14 páginasResearch Programmes: Eligibilitysatyakrishna1234Ainda não há avaliações
- MTC Spec 1916Documento3 páginasMTC Spec 1916Indwell RaigarhAinda não há avaliações
- 1 ph-1Documento17 páginas1 ph-1soonaAinda não há avaliações
- Aapt United States Physics Team AIP 2010: Do Not Distribute This PageDocumento15 páginasAapt United States Physics Team AIP 2010: Do Not Distribute This PagelagostinhaAinda não há avaliações
- Energy Engineering SyllabusDocumento49 páginasEnergy Engineering SyllabusKarthiik88Ainda não há avaliações
- 21 Pathogenesis of Carp Erythrodermatitis (CE)Documento6 páginas21 Pathogenesis of Carp Erythrodermatitis (CE)giuseppegnrAinda não há avaliações
- Raman Effect: Fingerprinting The UniverseDocumento2 páginasRaman Effect: Fingerprinting The UniverserachelAinda não há avaliações
- 100-800 HP Boiler Control System PLC HMI Safety FunctionsDocumento4 páginas100-800 HP Boiler Control System PLC HMI Safety FunctionssebaversaAinda não há avaliações
- Incompatibilities in Prescription 4e (1917)Documento334 páginasIncompatibilities in Prescription 4e (1917)Benjel AndayaAinda não há avaliações