Você também pode gostar
- AWS D1.1 CommentsDocumento1 páginaAWS D1.1 CommentsRavi Kumar VatturiAinda não há avaliações
- Lund and Browder ChartDocumento1 páginaLund and Browder ChartFirras Salsabila100% (1)
- DSVDSSDVDocumento92 páginasDSVDSSDVnehelet920Ainda não há avaliações
- Piano Voicings Mnemonics NotationDocumento7 páginasPiano Voicings Mnemonics NotationJuan Francisco Orbaiceta EsteinAinda não há avaliações
- 3x1 Pass ConceptsDocumento8 páginas3x1 Pass ConceptsChristof LauriersAinda não há avaliações
- Reference of WPS AWSDocumento5 páginasReference of WPS AWSKent TanakAinda não há avaliações
- Aisc Asd89Documento6 páginasAisc Asd89Mahaveer Janapala100% (3)
- SEM Rack EarthingDocumento1 páginaSEM Rack EarthingParthasarathi PaulAinda não há avaliações
- Cross Gcode v4Documento1 páginaCross Gcode v4ivan_radojkovicAinda não há avaliações
- Table 6.7Documento2 páginasTable 6.7AngelTinocoAinda não há avaliações
- Anchor Bolt Plan Finished Floor at 100'-0": Drawing Is Not To ScaleDocumento12 páginasAnchor Bolt Plan Finished Floor at 100'-0": Drawing Is Not To ScaleInoshan Madushika JayawickramaAinda não há avaliações
- Eend To EndDocumento3 páginasEend To EndMoin KhanAinda não há avaliações
- Welding Detail of Part B-1 (A-J) : Front Elevation Side Elevation View - XDocumento1 páginaWelding Detail of Part B-1 (A-J) : Front Elevation Side Elevation View - XRanjit Kumar ShahAinda não há avaliações
- Wire Mesh Tray-DrawingDocumento1 páginaWire Mesh Tray-DrawingNithin AbrahamAinda não há avaliações
- Ecs 1KD BDocumento13 páginasEcs 1KD BMarco Yarasca RomeroAinda não há avaliações
- AISC. Tolerancias Dimensionales.Documento14 páginasAISC. Tolerancias Dimensionales.Jose Luis VazquezAinda não há avaliações
- Projection of Planes: Hareesha NG Don Bosco Institute of Technology Bangalore-74Documento13 páginasProjection of Planes: Hareesha NG Don Bosco Institute of Technology Bangalore-74brinder_06Ainda não há avaliações
- 1990 ECM WiringDocumento8 páginas1990 ECM WiringHenry Garro MoraAinda não há avaliações
- A 5 PDFDocumento1 páginaA 5 PDFchristianmechanincAinda não há avaliações
- 356.140.150.175 DROP TEST - Old StandardDocumento9 páginas356.140.150.175 DROP TEST - Old Standardcaogia.indevAinda não há avaliações
- Projection of PlanesDocumento22 páginasProjection of Planesrcora69Ainda não há avaliações
- In This Topic Various Plane Figures Are The ObjectsDocumento36 páginasIn This Topic Various Plane Figures Are The ObjectsDDDAinda não há avaliações
- Cruise Control (A25A-FKS), ECT and A/T Indicator (A25A-FKS), Engine Control (A25A-FKS)Documento42 páginasCruise Control (A25A-FKS), ECT and A/T Indicator (A25A-FKS), Engine Control (A25A-FKS)Zakir AzhievAinda não há avaliações
- B 17 - Game AidsDocumento2 páginasB 17 - Game AidsDaniel Montenegro100% (2)
- UntitledDocumento20 páginasUntitledSourabhAinda não há avaliações
- Air University Fire FightingDocumento2 páginasAir University Fire FightingCE capital BuildersAinda não há avaliações
- 25831046824825501-GTD-BearcapDocumento10 páginas25831046824825501-GTD-BearcapFredrick OduorAinda não há avaliações
- MIRORDocumento1 páginaMIROREko PrasetyoAinda não há avaliações
- Supplying Providing & Placing in Position Stone Boulder Soling of AllDocumento31 páginasSupplying Providing & Placing in Position Stone Boulder Soling of AllRajnish VermaAinda não há avaliações
- In This Topic Various Plane Figures Are The ObjectsDocumento36 páginasIn This Topic Various Plane Figures Are The Objectshiren_mistry55Ainda não há avaliações
- R R R R: Em's SubmittalsDocumento4 páginasR R R R: Em's SubmittalsNaresh KumarAinda não há avaliações
- Measuring Procedure For Wear in Slewing Bearings For Rope Luffing CranesDocumento6 páginasMeasuring Procedure For Wear in Slewing Bearings For Rope Luffing CranesKokok LASAinda não há avaliações
- Aurora's Design Institute 1. Parallel To The Vertical PlaneDocumento1 páginaAurora's Design Institute 1. Parallel To The Vertical PlanepradeepAinda não há avaliações
- Projection of Planes: Hareesha NG Don Bosco Institute of Technology Bangalore-74Documento13 páginasProjection of Planes: Hareesha NG Don Bosco Institute of Technology Bangalore-74Chandramohan GAinda não há avaliações
- 3Rd Floor Beam Section at B-B & C-C & D-DDocumento1 página3Rd Floor Beam Section at B-B & C-C & D-DSaroj Kumar KaparAinda não há avaliações
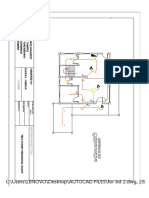
- C:/Users/LENOVO/Desktop/AUTOCAD FILES/for BD 2.dwg, 29/01/2030 7:14:00 PM, DWG To PDF - pc3Documento1 páginaC:/Users/LENOVO/Desktop/AUTOCAD FILES/for BD 2.dwg, 29/01/2030 7:14:00 PM, DWG To PDF - pc3Eloisa Furigay FabroaAinda não há avaliações
- End To End Test 7008 Circuit 7041 Mbci01Documento3 páginasEnd To End Test 7008 Circuit 7041 Mbci01abonada.hqAinda não há avaliações
- Ecs 1KD BDocumento13 páginasEcs 1KD BJet acostaAinda não há avaliações
- Is 1GRDocumento3 páginasIs 1GRAbdoulaye Andillo MahamadouAinda não há avaliações
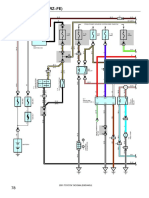
- Engine Control (3Rz-Fe) : 2001 Toyota Tacoma (Ewd440U)Documento8 páginasEngine Control (3Rz-Fe) : 2001 Toyota Tacoma (Ewd440U)Omar ZernaAinda não há avaliações
- Engine Control (3Rz-Fe) : 2001 Toyota Tacoma (Ewd440U)Documento8 páginasEngine Control (3Rz-Fe) : 2001 Toyota Tacoma (Ewd440U)Romer DelgadilloAinda não há avaliações
- ECT and A/T Indicator, Engine ControlDocumento25 páginasECT and A/T Indicator, Engine ControlHijrah ZakariaAinda não há avaliações
- 320D2 Excavator XBA00001-UP (MACHINE) POWERED BY C7.1 Engine (M0065912 - 10) - Front GlassDocumento2 páginas320D2 Excavator XBA00001-UP (MACHINE) POWERED BY C7.1 Engine (M0065912 - 10) - Front GlassAbi ManyuAinda não há avaliações
- Key Plan With Main Typical C AsesDocumento6 páginasKey Plan With Main Typical C AseskazemAinda não há avaliações
- Pattern C5 Vectors - SM025 - 2019 2020Documento17 páginasPattern C5 Vectors - SM025 - 2019 2020NUR BATRISYIA AMALYAAinda não há avaliações
- Test Item Analysis: Practical Research II SY 2017-2018 Second QuarterDocumento5 páginasTest Item Analysis: Practical Research II SY 2017-2018 Second QuarterKENNEDY VAGAYAinda não há avaliações
- Engineering Drawing Part 6Documento36 páginasEngineering Drawing Part 6shaiksaadathaliAinda não há avaliações
- Jazz Piano Voicings Mnemonics JB Dyas PHD Revised 2020.Documento8 páginasJazz Piano Voicings Mnemonics JB Dyas PHD Revised 2020.DMAinda não há avaliações
- CH-12 600Documento10 páginasCH-12 600mayank designdimensionnAinda não há avaliações
- Test Item Analysis: Practical Research II SY 2017-2018 Second QuarterDocumento5 páginasTest Item Analysis: Practical Research II SY 2017-2018 Second QuarterKENNEDY VAGAYAinda não há avaliações
- MHCWH01 Hec WQ07 02 DR Ab LC 65002 R1Documento1 páginaMHCWH01 Hec WQ07 02 DR Ab LC 65002 R1waseem kausarAinda não há avaliações
- Coaxial Cable Stripper: Instruction LeafletDocumento2 páginasCoaxial Cable Stripper: Instruction LeafletGuilhermeAinda não há avaliações
- Hydra-Matic 5L40-E Five-Speed TransmissionDocumento12 páginasHydra-Matic 5L40-E Five-Speed Transmissiondef889Ainda não há avaliações
- HRO (TOOLS 6-9) : Tool 6: My Family and My Career ChoicesDocumento6 páginasHRO (TOOLS 6-9) : Tool 6: My Family and My Career ChoicesAkosi EtutsAinda não há avaliações
- Avalon LF GB CTP MachineDocumento2 páginasAvalon LF GB CTP Machinekojo0% (1)
- Doas - MotorcycleDocumento2 páginasDoas - MotorcycleNaojAinda não há avaliações
- Research Article: Finite Element Simulation of Medium-Range Blast Loading Using LS-DYNADocumento10 páginasResearch Article: Finite Element Simulation of Medium-Range Blast Loading Using LS-DYNAAnonymous cgcKzFtXAinda não há avaliações
- Analysis of Material Nonlinear Problems Using Pseudo-Elastic Finite Element MethodDocumento5 páginasAnalysis of Material Nonlinear Problems Using Pseudo-Elastic Finite Element MethodleksremeshAinda não há avaliações
- Brand Positioning of PepsiCoDocumento9 páginasBrand Positioning of PepsiCoAbhishek DhawanAinda não há avaliações
- Case Assignment 2Documento5 páginasCase Assignment 2Ashish BhanotAinda não há avaliações
- Social Media Marketing Advice To Get You StartedmhogmDocumento2 páginasSocial Media Marketing Advice To Get You StartedmhogmSanchezCowan8Ainda não há avaliações
- TAS5431-Q1EVM User's GuideDocumento23 páginasTAS5431-Q1EVM User's GuideAlissonAinda não há avaliações
- 199437-Unit 4Documento36 páginas199437-Unit 4Yeswanth rajaAinda não há avaliações
- Interruptions - 02.03.2023Documento2 páginasInterruptions - 02.03.2023Jeff JeffAinda não há avaliações
- MDOF (Multi Degre of FreedomDocumento173 páginasMDOF (Multi Degre of FreedomRicky Ariyanto100% (1)
- CodebreakerDocumento3 páginasCodebreakerwarrenAinda não há avaliações
- PCDocumento4 páginasPCHrithik AryaAinda não há avaliações
- Building New Boxes WorkbookDocumento8 páginasBuilding New Boxes Workbookakhileshkm786Ainda não há avaliações
- Food and Beverage Department Job DescriptionDocumento21 páginasFood and Beverage Department Job DescriptionShergie Rivera71% (7)
- Lab 6 PicoblazeDocumento6 páginasLab 6 PicoblazeMadalin NeaguAinda não há avaliações
- Ss 7 Unit 2 and 3 French and British in North AmericaDocumento147 páginasSs 7 Unit 2 and 3 French and British in North Americaapi-530453982Ainda não há avaliações
- ICSI-Admit-Card (1) - 230531 - 163936Documento17 páginasICSI-Admit-Card (1) - 230531 - 163936SanjayAinda não há avaliações
- Multispan LC 2046 Length Counter PDFDocumento2 páginasMultispan LC 2046 Length Counter PDFvinod kumarAinda não há avaliações
- G.R. No. 185449, November 12, 2014 Del Castillo Digest By: DOLARDocumento2 páginasG.R. No. 185449, November 12, 2014 Del Castillo Digest By: DOLARTheodore DolarAinda não há avaliações
- Check Fraud Running Rampant in 2023 Insights ArticleDocumento4 páginasCheck Fraud Running Rampant in 2023 Insights ArticleJames Brown bitchAinda não há avaliações
- Continue: Rudolf Bultmann Theology of The New Testament PDFDocumento3 páginasContinue: Rudolf Bultmann Theology of The New Testament PDFpishoi gerges0% (1)
- 7 TariffDocumento22 páginas7 TariffParvathy SureshAinda não há avaliações
- As 60068.5.2-2003 Environmental Testing - Guide To Drafting of Test Methods - Terms and DefinitionsDocumento8 páginasAs 60068.5.2-2003 Environmental Testing - Guide To Drafting of Test Methods - Terms and DefinitionsSAI Global - APACAinda não há avaliações
- 30 Creative Activities For KidsDocumento4 páginas30 Creative Activities For KidsLaloGomezAinda não há avaliações
- Apm p5 Course NotesDocumento267 páginasApm p5 Course NotesMusumbulwe Sue MambweAinda não há avaliações
- A Review Paper On Improvement of Impeller Design A Centrifugal Pump Using FEM and CFDDocumento3 páginasA Review Paper On Improvement of Impeller Design A Centrifugal Pump Using FEM and CFDIJIRSTAinda não há avaliações
- Feasibility Study of Diethyl Sulfate ProductionDocumento3 páginasFeasibility Study of Diethyl Sulfate ProductionIntratec SolutionsAinda não há avaliações
- Appendix - 5 (Under The Bye-Law No. 19 (B) )Documento3 páginasAppendix - 5 (Under The Bye-Law No. 19 (B) )jytj1Ainda não há avaliações