Você também pode gostar
- Belt Conveyor Dynamic AnalysisDocumento3 páginasBelt Conveyor Dynamic AnalysisAmit BhaduriAinda não há avaliações
- Flexowell - 2013 - EnglischDocumento5 páginasFlexowell - 2013 - Englischeduardo_chaban100% (1)
- Finite Element Analysis and Improved Design of Large Scale Belt Conveyor DrumsDocumento13 páginasFinite Element Analysis and Improved Design of Large Scale Belt Conveyor Drumsjhon ortizAinda não há avaliações
- Sole PlatesDocumento12 páginasSole Platesjonodo89Ainda não há avaliações
- Bulk Material Handling Belt-Conveyor-CatalogDocumento21 páginasBulk Material Handling Belt-Conveyor-CatalogjayAinda não há avaliações
- Section 3: Designer Guide Specification GuidelinesDocumento27 páginasSection 3: Designer Guide Specification GuidelinesSebaVergaraAinda não há avaliações
- Conveyor Chains TsubakiDocumento184 páginasConveyor Chains Tsubakitepu msosaAinda não há avaliações
- The Evolution of the Pipe-ConveyorDocumento9 páginasThe Evolution of the Pipe-ConveyorJohnjun ChenAinda não há avaliações
- Chain Pull CalculationsDocumento39 páginasChain Pull Calculationsmech_abhi100% (2)
- 5-1 Recent Research Developments in Belt Conveyor TechnologyDocumento17 páginas5-1 Recent Research Developments in Belt Conveyor TechnologyPLSAinda não há avaliações
- Is 14416 1996Documento20 páginasIs 14416 1996kaustavAinda não há avaliações
- Mato Belt Cleaner CatalogueDocumento12 páginasMato Belt Cleaner Catalogueleeyod100% (1)
- IdlerDesignGuide PROKDocumento25 páginasIdlerDesignGuide PROKEge UgurluAinda não há avaliações
- Beumer Overland Belt Conveyor enDocumento16 páginasBeumer Overland Belt Conveyor enIgor San Martín PeñalozaAinda não há avaliações
- Belt Conveying Vertical Curves and TransitionsDocumento18 páginasBelt Conveying Vertical Curves and TransitionsFabio MiguelAinda não há avaliações
- Belt Conveyor Take Up DesignDocumento4 páginasBelt Conveyor Take Up DesignKroya HunAinda não há avaliações
- Fatigue Failures of Welded Conveyor DrumsDocumento11 páginasFatigue Failures of Welded Conveyor DrumsWashington MoraisAinda não há avaliações
- Pipe Conv Presentation ColourDocumento25 páginasPipe Conv Presentation Colourgunduanil17Ainda não há avaliações
- Surface Belt Structure: Cema C & D SeriesDocumento8 páginasSurface Belt Structure: Cema C & D SeriesSari Ully SibaraniAinda não há avaliações
- Belt Conveyor Pulley Design - Why The FailuresDocumento16 páginasBelt Conveyor Pulley Design - Why The FailuresenrimauryAinda não há avaliações
- Belt Conveyor Design Dunlop 2Documento161 páginasBelt Conveyor Design Dunlop 2Fares BorniAinda não há avaliações
- 45 TPH DRAG CHAIN CONVEYOR DESIGNDocumento7 páginas45 TPH DRAG CHAIN CONVEYOR DESIGNImam SampoernoAinda não há avaliações
- Idler Selection PDFDocumento13 páginasIdler Selection PDFkhuong_unoAinda não há avaliações
- LOAD Cell NotesDocumento15 páginasLOAD Cell NotesLakshmanan VenkateswaranAinda não há avaliações
- Shell Thickness PDFDocumento6 páginasShell Thickness PDFLucia ZambranoAinda não há avaliações
- Conveyor Belt Engineering TablesDocumento5 páginasConveyor Belt Engineering Tablestaohung1120Ainda não há avaliações
- Material Handling Expertise: Screw Conveyors, Drag Conveyors & Bucket ElevatorsDocumento18 páginasMaterial Handling Expertise: Screw Conveyors, Drag Conveyors & Bucket ElevatorsSanjeevAinda não há avaliações
- Expansion JointsDocumento17 páginasExpansion Jointsravi00098Ainda não há avaliações
- Design and Application of FeedersDocumento51 páginasDesign and Application of Feedersretrospect1000Ainda não há avaliações
- Conveyor Problems and SolutionsDocumento18 páginasConveyor Problems and Solutionsmickey262010Ainda não há avaliações
- Chute Performance and Design For Rapid Flow ConditionsDocumento8 páginasChute Performance and Design For Rapid Flow Conditionsscrane@Ainda não há avaliações
- Belt Conveyor Design-Dunlop 1Documento161 páginasBelt Conveyor Design-Dunlop 1Andrew PotterAinda não há avaliações
- Belt Feeder Properly DesignedDocumento2 páginasBelt Feeder Properly DesignedCarlos Ediver Arias Restrepo100% (1)
- Project Report On Design of Belt ConveyorDocumento13 páginasProject Report On Design of Belt Conveyoradnankhan8965% (20)
- Optimising 5 Roll Conveyor Idler Geometry for Increased CapacityDocumento21 páginasOptimising 5 Roll Conveyor Idler Geometry for Increased CapacityRahmatwalAinda não há avaliações
- IS Code For StackerDocumento20 páginasIS Code For StackerManish VermaAinda não há avaliações
- SME 2017 Design and Analysis of Conveyor Pulleys - A HustrulidDocumento34 páginasSME 2017 Design and Analysis of Conveyor Pulleys - A Hustrulidtadela_553439598Ainda não há avaliações
- Steel Cord Conveyor Belt 1 PDFDocumento16 páginasSteel Cord Conveyor Belt 1 PDFSudarshan deshpandeAinda não há avaliações
- CB Selecting The Proper Conveyor BeltDocumento18 páginasCB Selecting The Proper Conveyor BeltdineshAinda não há avaliações
- Formula calculates conveyor belt transition distanceDocumento8 páginasFormula calculates conveyor belt transition distanceRajaram JayaramanAinda não há avaliações
- CEMA GuidelinesDocumento2 páginasCEMA GuidelinesasnandyAinda não há avaliações
- DesignDocumento4 páginasDesignJigneshkumar PatelAinda não há avaliações
- Structural Health MonitoringNo EverandStructural Health MonitoringDaniel BalageasAinda não há avaliações
- Whats new in Helix delta-t v6.0.21Documento4 páginasWhats new in Helix delta-t v6.0.21Juan AliagaAinda não há avaliações
- Manual Helix Delta t6 PDFDocumento309 páginasManual Helix Delta t6 PDFKikiDiansyah100% (1)
- Helixdelta T5Brochure02 PDFDocumento4 páginasHelixdelta T5Brochure02 PDFKikiDiansyahAinda não há avaliações
- Manual Helix Delta t6Documento309 páginasManual Helix Delta t6Ricardo Garay Reinoso100% (2)
- New Delta-T6 Version Now Available: Helix Software Download PageDocumento3 páginasNew Delta-T6 Version Now Available: Helix Software Download PagealgoreAinda não há avaliações
- Helix Delta T-5 - HelpDocumento274 páginasHelix Delta T-5 - Helpgkforoghan100% (1)
- Renault Trucks Case Study: End-To-End Control of The Harness Production ProcessDocumento4 páginasRenault Trucks Case Study: End-To-End Control of The Harness Production Processcomecha3Ainda não há avaliações
- Appendix I ComputerProgramsDocumento10 páginasAppendix I ComputerProgramsRamAinda não há avaliações
- Crane KitsDocumento18 páginasCrane KitsMiguel MachadoAinda não há avaliações
- Research Paper On Hydraulic LiftDocumento8 páginasResearch Paper On Hydraulic Liftzyjulejup0p3100% (1)
- Conveyor Dynamic Analysis Case StudyDocumento16 páginasConveyor Dynamic Analysis Case StudyarcelitasAinda não há avaliações
- Intro To Project Engineering ToolsDocumento112 páginasIntro To Project Engineering ToolselakkiyaAinda não há avaliações
- AutomationDocumento114 páginasAutomationFaisal RosidAinda não há avaliações
- Sidewinder Conveyor Design Software - Sidewinder Conveyor Design SoftwareDocumento12 páginasSidewinder Conveyor Design Software - Sidewinder Conveyor Design SoftwareJrbritoAinda não há avaliações
- Home Work-3 Cap 501: Data Warehousing and Data MiningDocumento8 páginasHome Work-3 Cap 501: Data Warehousing and Data MiningVeenit KumarAinda não há avaliações
- Csicol ManualDocumento118 páginasCsicol ManualEsmeraldo L. ErandioAinda não há avaliações
- ASHIP 8.2 User GuideDocumento180 páginasASHIP 8.2 User Guideroxynycy100% (1)
- Operation and Maintenance Recommendations For Media Type Gas Turbine Inlet Air Evaporative CoolersDocumento32 páginasOperation and Maintenance Recommendations For Media Type Gas Turbine Inlet Air Evaporative CoolersaerryawanAinda não há avaliações
- Coal Fired Steam Power Plant Aerryawan GerryDocumento1 páginaCoal Fired Steam Power Plant Aerryawan GerryaerryawanAinda não há avaliações
- Coal Fired Fossil FuelsDocumento18 páginasCoal Fired Fossil FuelsaerryawanAinda não há avaliações
- Adjustable Speed Drives TutorialDocumento13 páginasAdjustable Speed Drives Tutorialapi-3765150100% (2)
- Adjustable Speed Drives TutorialDocumento13 páginasAdjustable Speed Drives Tutorialapi-3765150100% (2)
- Description: TurbineDocumento1 páginaDescription: TurbineaerryawanAinda não há avaliações
- John 16 33 Sweet Peace For Tried Believers - Charles SpurgeonDocumento15 páginasJohn 16 33 Sweet Peace For Tried Believers - Charles Spurgeonstevel75Ainda não há avaliações
- TOEFL Module 1 - ReadingDocumento65 páginasTOEFL Module 1 - ReadingImam NurviyantoAinda não há avaliações
- Ahmed 2022Documento20 páginasAhmed 2022Mariela Estefanía Marín LópezAinda não há avaliações
- Mahamrityunjaya MantraDocumento8 páginasMahamrityunjaya MantraBalakrishnan KannanAinda não há avaliações
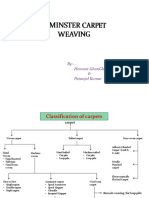
- Axminster CarpetDocumento19 páginasAxminster Carpetrohit sinhaAinda não há avaliações
- FH400 73158464 Pca-6.140Documento431 páginasFH400 73158464 Pca-6.140IgorGorduz100% (1)
- SynopsisDocumento13 páginasSynopsisharivijay ranmaleAinda não há avaliações
- Bep Rev.c-New 20 MLD WTP, NathavaliDocumento380 páginasBep Rev.c-New 20 MLD WTP, NathavaliAnonymous 7l8AIyq2Ainda não há avaliações
- Laplace Transform AssignmentDocumento1 páginaLaplace Transform AssignmentMohamad DuhokiAinda não há avaliações
- Comp7 - Answer Key - Dec. Exam - 1st SetDocumento2 páginasComp7 - Answer Key - Dec. Exam - 1st SetHazel Joy LusellaAinda não há avaliações
- Renal Cortical CystDocumento2 páginasRenal Cortical Cystra222j239Ainda não há avaliações
- Megger FORMDocumento1 páginaMegger FORMCOSMOPOLITAN M&EAinda não há avaliações
- Tajima Usb Linker User's GuideDocumento35 páginasTajima Usb Linker User's GuideFermin MuñozAinda não há avaliações
- Technical Manual: Package Air Conditioner Rooftop - Cooling Only (50Hz)Documento56 páginasTechnical Manual: Package Air Conditioner Rooftop - Cooling Only (50Hz)Im Chinith100% (1)
- Environmental Law Handbook ExampleDocumento20 páginasEnvironmental Law Handbook ExampleThomson Reuters Australia100% (5)
- CSS9 TQ PT 3rd4thDocumento8 páginasCSS9 TQ PT 3rd4thJevan Hope BaltazarAinda não há avaliações
- FMDocumento12 páginasFMGajera HarshadAinda não há avaliações
- 72 Names of God in HasidimDocumento16 páginas72 Names of God in HasidimFrancesco VinciguerraAinda não há avaliações
- STC PDFDocumento34 páginasSTC PDFМиша ШаулаAinda não há avaliações
- CQ B TECHNIQUESDocumento37 páginasCQ B TECHNIQUESeddie6355100% (3)
- Satellite Communication Uplink Transmitter Downlink Receiver and TransponderDocumento2 páginasSatellite Communication Uplink Transmitter Downlink Receiver and TransponderTHONTARADYA CHANNELAinda não há avaliações
- Tests On Cement: IS: 4031 Part 4 1988 (Indian Standards)Documento1 páginaTests On Cement: IS: 4031 Part 4 1988 (Indian Standards)Lorna BacligAinda não há avaliações
- Presentation 1Documento26 páginasPresentation 1Vaibhav Hireraddi100% (1)
- Dr. Kumar's Probability and Statistics LectureDocumento104 páginasDr. Kumar's Probability and Statistics LectureAnish KumarAinda não há avaliações
- English 6 Action Research Contextualized Materials ProposalDocumento41 páginasEnglish 6 Action Research Contextualized Materials ProposalJake YaoAinda não há avaliações
- Design and Analysis of Interleaved Boost Converter for Increased Renewable Energy OutputDocumento18 páginasDesign and Analysis of Interleaved Boost Converter for Increased Renewable Energy OutputHarshitAinda não há avaliações
- Alfa Laval Energy Balance Casestory enDocumento2 páginasAlfa Laval Energy Balance Casestory enHélder FernandoAinda não há avaliações
- #4 Types of Food, Ingredients and Procedures.Documento7 páginas#4 Types of Food, Ingredients and Procedures.Peter GonzálezAinda não há avaliações
- Application of Operations Research in Banking FinanceDocumento13 páginasApplication of Operations Research in Banking FinanceInternational Journal of Innovative Science and Research TechnologyAinda não há avaliações
- Lesson Plan 2aDocumento5 páginasLesson Plan 2aapi-332424736Ainda não há avaliações