Você também pode gostar
- Ammonia Plant Brief DescriptionDocumento44 páginasAmmonia Plant Brief Descriptionmohamed badranAinda não há avaliações
- Final ReportDocumento46 páginasFinal ReportVarun Gupta100% (1)
- Training Report: Rahul Gupta Ammonia PlantDocumento25 páginasTraining Report: Rahul Gupta Ammonia PlantMohit MangalAinda não há avaliações
- Uhde Brochures PDF en 5 (Ammonia)Documento0 páginaUhde Brochures PDF en 5 (Ammonia)golovanAinda não há avaliações
- KSFL ReportDocumento56 páginasKSFL ReportAbhishek KumarAinda não há avaliações
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocumento13 páginasTopsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantSyariful Maliki NejstaršíAinda não há avaliações
- Brief Description of Ammonia & Urea Plant RevampDocumento48 páginasBrief Description of Ammonia & Urea Plant RevampGeorge Van BommelAinda não há avaliações
- Flare Gas Recovery - by Reliance Industries Ltd. (Refinery Division)Documento3 páginasFlare Gas Recovery - by Reliance Industries Ltd. (Refinery Division)sriram84Ainda não há avaliações
- Teniente ConverterDocumento5 páginasTeniente ConverterProfesor Waldo ValderramaAinda não há avaliações
- Ammonia and Urea Plants PDFDocumento48 páginasAmmonia and Urea Plants PDFbenon100% (1)
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocumento13 páginasTopsoe Ammonia 4 Start Up Worlds Largest Ammonia Plantpekanselandar0% (1)
- Indian Coal To Chemicals New Rev8Documento167 páginasIndian Coal To Chemicals New Rev8Swarnim RajAinda não há avaliações
- Reliance - Flare Gas Recovery IMPDocumento6 páginasReliance - Flare Gas Recovery IMPsvnaik14Ainda não há avaliações
- Full BookDocumento194 páginasFull BookApm FoumilAinda não há avaliações
- Hydrogen generation design for modern refineriesDocumento4 páginasHydrogen generation design for modern refineriesJosiph BukairAinda não há avaliações
- (143170606) 12 - PettinauDocumento2 páginas(143170606) 12 - PettinauKiki Maria NababanAinda não há avaliações
- 10 1 1 168 59 PDFDocumento11 páginas10 1 1 168 59 PDFanshuman432Ainda não há avaliações
- Rashtriya Chemicals and Fertilizers Limited Mini Ratna CompanyDocumento20 páginasRashtriya Chemicals and Fertilizers Limited Mini Ratna CompanyRana KeyurAinda não há avaliações
- Literature Review On Cement Industry WHRDocumento24 páginasLiterature Review On Cement Industry WHRnihal attarAinda não há avaliações
- Energy Efficiency Improvement in CO2 Removal SystemDocumento6 páginasEnergy Efficiency Improvement in CO2 Removal Systemvaratharajan g rAinda não há avaliações
- Ammonia Synthesis OptimizationDocumento21 páginasAmmonia Synthesis OptimizationEmerson Oliveira100% (1)
- Ongc Project ReportDocumento29 páginasOngc Project ReportAkhilesh KumarAinda não há avaliações
- Hydrogen Production by Steam Reforming of HC by TopsoeDocumento2 páginasHydrogen Production by Steam Reforming of HC by TopsoeMainak Sarkar100% (1)
- Design and Operating Features of New 27.6 Mva Furnace at Nava Bharat Ventures Limited, PalonchaDocumento4 páginasDesign and Operating Features of New 27.6 Mva Furnace at Nava Bharat Ventures Limited, PalonchaKvvPrasadAinda não há avaliações
- Urea Fertilizer Factory Process OverviewDocumento92 páginasUrea Fertilizer Factory Process OverviewMd. Abu NayeemAinda não há avaliações
- M G Power, Nalgonda Dist. EXE SUM ENGDocumento10 páginasM G Power, Nalgonda Dist. EXE SUM ENGlevelhead28Ainda não há avaliações
- Praxair CO2EmissionsReductionCapture WhitepaperDocumento10 páginasPraxair CO2EmissionsReductionCapture WhitepaperBryan SaliAinda não há avaliações
- Trainning Report Iocl MathuraDocumento19 páginasTrainning Report Iocl MathuraDheeraj ShuklaAinda não há avaliações
- Operating Experience With Steam Generator S: InconelDocumento26 páginasOperating Experience With Steam Generator S: InconelDonatas BertasiusAinda não há avaliações
- Coal Gasification Process For Us IndustryDocumento19 páginasCoal Gasification Process For Us Industrymourinho2Ainda não há avaliações
- Biomass Clean Up SystemDocumento6 páginasBiomass Clean Up SystemAndre SyahputraAinda não há avaliações
- Catalysts: Platinum in OxidationDocumento5 páginasCatalysts: Platinum in Oxidationdshree5811Ainda não há avaliações
- Description of Various Urea Manufacturing ProcessDocumento5 páginasDescription of Various Urea Manufacturing ProcessSameer Pandey100% (1)
- Solar-generated steam injection using enclosed trough systemsDocumento4 páginasSolar-generated steam injection using enclosed trough systemsmohmed abd el magiedAinda não há avaliações
- 1,620 MTPD Kellogg Ammonia Plant ProcessDocumento32 páginas1,620 MTPD Kellogg Ammonia Plant ProcessAhmed KadimAinda não há avaliações
- Thermal Power Plant Plomin 2 CroatiaDocumento20 páginasThermal Power Plant Plomin 2 CroatiapapathsheilaAinda não há avaliações
- Heat Recovery From Tail Gas IncinerationDocumento14 páginasHeat Recovery From Tail Gas IncinerationcanscotAinda não há avaliações
- Lurgi's MPG Gasification Plus RectisolDocumento12 páginasLurgi's MPG Gasification Plus Rectisolmourinho2Ainda não há avaliações
- Ammonia Synthesis Reactor Project OptimizationDocumento12 páginasAmmonia Synthesis Reactor Project OptimizationAbed BelaliaAinda não há avaliações
- Ammonia The Next StepDocumento11 páginasAmmonia The Next StepmuralleroAinda não há avaliações
- Energy Saving Schemes at IFFCO - Kalol UnitDocumento5 páginasEnergy Saving Schemes at IFFCO - Kalol Unitlokeshmishra123Ainda não há avaliações
- Agroni KokbidoniDocumento14 páginasAgroni KokbidoniVisi GjAinda não há avaliações
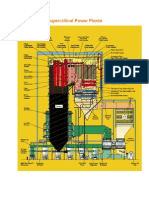
- Highly Efficient Supercritical Power Plants ExplainedDocumento57 páginasHighly Efficient Supercritical Power Plants Explainedmkchy12100% (4)
- Mercury Removal From Flare Gas Pharaonic Petroleum Company (PHPCO) Case StudyDocumento49 páginasMercury Removal From Flare Gas Pharaonic Petroleum Company (PHPCO) Case StudyEslam ShiblAinda não há avaliações
- Yg Mau DitranslateDocumento13 páginasYg Mau DitranslateTeknik Kimia PLS1 Kelas B 2018Ainda não há avaliações
- Abhishek's TrainingDocumento26 páginasAbhishek's TrainingVishalSharmaAinda não há avaliações
- Coal P PDocumento9 páginasCoal P Papi-19667371Ainda não há avaliações
- International Process Plants: 1,100 Metric Tons/Day U PLT Urea PlantDocumento17 páginasInternational Process Plants: 1,100 Metric Tons/Day U PLT Urea PlantRawagAinda não há avaliações
- EIA Kamachi EngDocumento12 páginasEIA Kamachi Engsureshkumar908Ainda não há avaliações
- 2fa68 PDFDocumento6 páginas2fa68 PDFChairani ShafiraAinda não há avaliações
- Preface: Plant, S.G.P, Nitric Acid Plant. It Also Contains An Overview of The NFL. The InformationDocumento20 páginasPreface: Plant, S.G.P, Nitric Acid Plant. It Also Contains An Overview of The NFL. The InformationBhavesh BansalAinda não há avaliações
- Power Generation from Pressure Reduction in Natural Gas Supply ChainDocumento7 páginasPower Generation from Pressure Reduction in Natural Gas Supply Chainkresimir.mikoc9765100% (1)
- Maximization of Natural Gas Liquids Production FroDocumento9 páginasMaximization of Natural Gas Liquids Production Froerwin_carryAinda não há avaliações
- Report on Industrial Visit to JSW Steel Plant in SalavDocumento12 páginasReport on Industrial Visit to JSW Steel Plant in SalavAdityaAinda não há avaliações
- IFFCODocumento12 páginasIFFCOshank100Ainda não há avaliações
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementAinda não há avaliações
- Basics of Reforming, Shapes and Carbon WSVDocumento28 páginasBasics of Reforming, Shapes and Carbon WSVMuhammad NaeemAinda não há avaliações
- 1083ch7 0015 PDFDocumento18 páginas1083ch7 0015 PDFMuhammad NaeemAinda não há avaliações
- HYSYS For Ammonia Plants Using Johnson Matthey Catalysts TechnologyDocumento1 páginaHYSYS For Ammonia Plants Using Johnson Matthey Catalysts TechnologyAhmed Ali0% (2)
- 10-022 Final ReportDocumento83 páginas10-022 Final ReportMuhammad NaeemAinda não há avaliações
- Jaffar Nazir LogoDocumento1 páginaJaffar Nazir LogoMuhammad NaeemAinda não há avaliações
- 2013 Aiche Ammonia Safety Symposium Qa PDFDocumento27 páginas2013 Aiche Ammonia Safety Symposium Qa PDFMuhammad NaeemAinda não há avaliações
- Boiler Energy Audit ManualDocumento29 páginasBoiler Energy Audit ManualAnubhav100% (11)
- Sizing of Pressure Relief ValveDocumento9 páginasSizing of Pressure Relief Valvekenoly123100% (3)
- Kenzi Tamaru Auth J R Jennings Eds Cata BookZZ OrgDocumento12 páginasKenzi Tamaru Auth J R Jennings Eds Cata BookZZ OrgMuhammad NaeemAinda não há avaliações
- Ammonia Plant Catalysts Flow WebDocumento1 páginaAmmonia Plant Catalysts Flow WebMuhammad NaeemAinda não há avaliações
- Mac33 Dangerous West02 PostDocumento1 páginaMac33 Dangerous West02 PostMuhammad NaeemAinda não há avaliações
- 11-6098 Ensure Safe Operations Webinar QA - FINALDocumento10 páginas11-6098 Ensure Safe Operations Webinar QA - FINALDucVikingAinda não há avaliações
- Cats 0e92 42f2 Bcba 43455143d4a1 OriginalDocumento1 páginaCats 0e92 42f2 Bcba 43455143d4a1 OriginalMuhammad NaeemAinda não há avaliações
- LargeDocumento1 páginaLargeMuhammad NaeemAinda não há avaliações
- Items Description Total Items No. Average Electricity Usage (Watts)Documento2 páginasItems Description Total Items No. Average Electricity Usage (Watts)Muhammad NaeemAinda não há avaliações
- Head Vs Capacity Characteristics of Centrifugal Pumps PDFDocumento3 páginasHead Vs Capacity Characteristics of Centrifugal Pumps PDFMuhammad NaeemAinda não há avaliações
- Saudi Arabia Expats FeesDocumento1 páginaSaudi Arabia Expats FeesMuhammad NaeemAinda não há avaliações
- Saudi Arabia Expats FeesDocumento5 páginasSaudi Arabia Expats FeesMuhammad NaeemAinda não há avaliações
- Muhammad Dawood CVDocumento28 páginasMuhammad Dawood CVMuhammad NaeemAinda não há avaliações
- Saudi Arabia Expats FeesDocumento5 páginasSaudi Arabia Expats FeesMuhammad NaeemAinda não há avaliações
- Boiler Energy Audit ManualDocumento29 páginasBoiler Energy Audit ManualAnubhav100% (11)
- Dear MR ShahanDocumento1 páginaDear MR ShahanMuhammad NaeemAinda não há avaliações
- Saudi Arabia Expats FeesDocumento5 páginasSaudi Arabia Expats FeesMuhammad NaeemAinda não há avaliações
- Saudi Arabia Expats FeesDocumento5 páginasSaudi Arabia Expats FeesMuhammad NaeemAinda não há avaliações
- Saudi Arabia Expats FeesDocumento1 páginaSaudi Arabia Expats FeesMuhammad NaeemAinda não há avaliações
- ERE and Levy Monthly Totals 2017-2018Documento1 páginaERE and Levy Monthly Totals 2017-2018Muhammad NaeemAinda não há avaliações
- Jaffar Nazir LogoDocumento1 páginaJaffar Nazir LogoMuhammad NaeemAinda não há avaliações
- Draft Methodology For Calculating Furnace Fan Efficiency PDFDocumento6 páginasDraft Methodology For Calculating Furnace Fan Efficiency PDFMuhammad NaeemAinda não há avaliações
- DHA Application FormDocumento2 páginasDHA Application FormkamilbismaAinda não há avaliações
- Using Semi Circular Bending Test To Evaluate Low Temperature Fracture Resistance For Asphalt ConcreteDocumento10 páginasUsing Semi Circular Bending Test To Evaluate Low Temperature Fracture Resistance For Asphalt Concreteappu140688Ainda não há avaliações
- Dwarkadas J Sanghvi College of Engineering Provisional Merit ListDocumento4 páginasDwarkadas J Sanghvi College of Engineering Provisional Merit ListSharth NairAinda não há avaliações
- 350q-5 Operation ManualDocumento97 páginas350q-5 Operation ManualCesar Mora100% (2)
- Boiler MaintenanceDocumento144 páginasBoiler Maintenanceaziz100% (2)
- DseDocumento20 páginasDsebrawijaya100% (1)
- International Log Building StandardsDocumento19 páginasInternational Log Building Standardsursind100% (1)
- Ma-Mscmt-10 J16Documento5 páginasMa-Mscmt-10 J16Dilip BhatiAinda não há avaliações
- Construction Companies in IndiaDocumento11 páginasConstruction Companies in Indiashobhit.goel33% (3)
- Figure 6-1. Frame Accessories Battery Figure 6-1. Frame Accessories BatteryDocumento31 páginasFigure 6-1. Frame Accessories Battery Figure 6-1. Frame Accessories BatteryalopezvillavicencioAinda não há avaliações
- Genesis of Spalling in Tandem Mill Work-RollsDocumento9 páginasGenesis of Spalling in Tandem Mill Work-Rolls54321qazAinda não há avaliações
- FTS ScaleoEUserManualEN 10 1082177Documento2.044 páginasFTS ScaleoEUserManualEN 10 1082177JAinda não há avaliações
- Gas Sensors: Jiturvi Chokshi ENPM-808BDocumento27 páginasGas Sensors: Jiturvi Chokshi ENPM-808Banon_44955929Ainda não há avaliações
- Hoarding Guide 2020Documento46 páginasHoarding Guide 2020Mohammed HafizAinda não há avaliações
- Mechanical Testing of MaterialsDocumento38 páginasMechanical Testing of MaterialsAanand Rishabh DagaAinda não há avaliações
- STP of Ethifen SyrupDocumento5 páginasSTP of Ethifen SyrupBejoy KarimAinda não há avaliações
- Ricoh 301 PARTS CATALOGDocumento68 páginasRicoh 301 PARTS CATALOGbefremdenAinda não há avaliações
- Sauer-Danfoss Loop Flushing ValveDocumento8 páginasSauer-Danfoss Loop Flushing Valvedmt wayAinda não há avaliações
- Concrete Pipe Installation Guide-CPMDocumento17 páginasConcrete Pipe Installation Guide-CPMSankar CdmAinda não há avaliações
- Emp2 Box Pressure TransmitterDocumento8 páginasEmp2 Box Pressure TransmitterAsif HameedAinda não há avaliações
- Manage Payment Process Profiles - 1Documento1 páginaManage Payment Process Profiles - 1I'm RangaAinda não há avaliações
- FADesignManual v2 14 SP PDFDocumento88 páginasFADesignManual v2 14 SP PDFpandu lambangAinda não há avaliações
- Tractor 2017 Catalogue WebDocumento36 páginasTractor 2017 Catalogue WebAnonymous 1XBCMXAinda não há avaliações
- Calibration of A Pressure GaugeDocumento6 páginasCalibration of A Pressure GaugeThapelo100% (2)
- Shiela S. Portillo Ang Specification 09112021Documento9 páginasShiela S. Portillo Ang Specification 09112021JR De LeonAinda não há avaliações
- Schedule of Floor Finishes: Code Description Area (SQM) FF101 FF102Documento5 páginasSchedule of Floor Finishes: Code Description Area (SQM) FF101 FF102Camille ArielAinda não há avaliações
- Data Collector 2.03.00Documento20 páginasData Collector 2.03.00vyaskingAinda não há avaliações
- Linthwaite: Conservatio N AreaDocumento26 páginasLinthwaite: Conservatio N Areabill baileyAinda não há avaliações
- Properties of LPGDocumento33 páginasProperties of LPGmukund madhav100% (2)
- Narayana 10 01 24 SR Star Co Scmodel A, B&C Jee Main GTM 12n Key&sDocumento10 páginasNarayana 10 01 24 SR Star Co Scmodel A, B&C Jee Main GTM 12n Key&sReddyAinda não há avaliações
- Presentation FileDocumento10 páginasPresentation FileInnoVentureCommunityAinda não há avaliações