Você também pode gostar
- Tubería de gas: Cálculo de espesorDocumento32 páginasTubería de gas: Cálculo de espesorDenise AGAinda não há avaliações
- P1-Manual de Pintura PDFDocumento184 páginasP1-Manual de Pintura PDFDenise AGAinda não há avaliações
- Monografia 3-Costo Fabricacion Harina PescadoDocumento28 páginasMonografia 3-Costo Fabricacion Harina PescadoJulio Garavito Rojas100% (1)
- Sistema de EnfriamientoDocumento35 páginasSistema de Enfriamientoaunarmci3646100% (6)
- Manual Curso - Avanzado Sistemas de Alivio y VenteoDocumento60 páginasManual Curso - Avanzado Sistemas de Alivio y VenteoDenise AG100% (2)
- API 579 Corrosion AssesementDocumento43 páginasAPI 579 Corrosion Assesementjmezap100% (10)
- Curso Completo Presentación-Avanzado de Sistemas de Alivio y VenteoDocumento71 páginasCurso Completo Presentación-Avanzado de Sistemas de Alivio y VenteoDenise AG75% (4)
- DrywallDocumento50 páginasDrywallHidekiAinda não há avaliações
- Analisis de Las Normas AGA 3, 7, 8 E 9 en EspañolDocumento70 páginasAnalisis de Las Normas AGA 3, 7, 8 E 9 en EspañolGustavo Espinosa Barreda100% (4)
- Analisis de Las Normas AGA 3, 7, 8 E 9 en EspañolDocumento70 páginasAnalisis de Las Normas AGA 3, 7, 8 E 9 en EspañolGustavo Espinosa Barreda100% (4)
- Curso Cañerias IndustrialesDocumento174 páginasCurso Cañerias Industrialescmmcmmcmm100% (7)
- Inspección de Lineas PDFDocumento43 páginasInspección de Lineas PDFDenise AGAinda não há avaliações
- Reporte Semanal 27Documento3 páginasReporte Semanal 27Denise AGAinda não há avaliações
- Manual Técnico de Simbología para Diagramas Uniflares y Planos. V1Documento12 páginasManual Técnico de Simbología para Diagramas Uniflares y Planos. V1Andres Felipe Muñoz AAinda não há avaliações
- Memoria de Calculo TK-10Documento26 páginasMemoria de Calculo TK-10Denise AGAinda não há avaliações
- 03 MC 21.15 140 011 0 PDFDocumento34 páginas03 MC 21.15 140 011 0 PDFDenise AGAinda não há avaliações
- Reglamento para El Diseño, Construcción, Operación y Abandono de Ductos en BoliviaDocumento23 páginasReglamento para El Diseño, Construcción, Operación y Abandono de Ductos en BoliviaRemmy Torres Vega100% (3)
- Informe de Inspección de TuberíasDocumento43 páginasInforme de Inspección de TuberíasDenise AGAinda não há avaliações
- Pintado de Tuberias, Prefabricados y Equipos PDFDocumento9 páginasPintado de Tuberias, Prefabricados y Equipos PDFDenise AGAinda não há avaliações
- TuberiaDiametrosMayores PDFDocumento7 páginasTuberiaDiametrosMayores PDFDenise AGAinda não há avaliações
- Disenio Tanques AlmacenamientoDocumento5 páginasDisenio Tanques AlmacenamientoSergio MonterrubioAinda não há avaliações
- Procedimiento para Calibracion de EquiposDocumento5 páginasProcedimiento para Calibracion de EquiposDenise AGAinda não há avaliações
- Estándar de DibujoDocumento24 páginasEstándar de DibujoDenise AGAinda não há avaliações
- 4HowI ConfigurecanHelpYouCreateExactlytheIssuesYouWant Spanish PDFDocumento53 páginas4HowI ConfigurecanHelpYouCreateExactlytheIssuesYouWant Spanish PDFmikimecAinda não há avaliações
- Caratula Capitulo14Documento1 páginaCaratula Capitulo14apiseyAinda não há avaliações
- Catalogo LaminasDocumento2 páginasCatalogo Laminasdilgo02Ainda não há avaliações
- Anexo VI Instalaciones Industriales de Gas NaturalDocumento79 páginasAnexo VI Instalaciones Industriales de Gas NaturalDenise AGAinda não há avaliações
- Control de Procedimientos en Pinturas Sobre Tanques de Almacenamiento de CombustibleDocumento15 páginasControl de Procedimientos en Pinturas Sobre Tanques de Almacenamiento de CombustibleEdgar GacielAinda não há avaliações
- 4HowI ConfigurecanHelpYouCreateExactlytheIssuesYouWant Spanish PDFDocumento53 páginas4HowI ConfigurecanHelpYouCreateExactlytheIssuesYouWant Spanish PDFmikimecAinda não há avaliações
- Seminario Brackets y AlambresDocumento4 páginasSeminario Brackets y AlambreseliasAinda não há avaliações
- E2 - Práctica de Mampostrería y Mortero de Unión-1Documento12 páginasE2 - Práctica de Mampostrería y Mortero de Unión-1Valeria DávilaAinda não há avaliações
- Peso Volumétrico Compacto y Suelto de Áridos y El CementoDocumento11 páginasPeso Volumétrico Compacto y Suelto de Áridos y El CementoDanna PáezAinda não há avaliações
- Especificaciones TecnicasDocumento2 páginasEspecificaciones TecnicasClémentine MoonchildAinda não há avaliações
- Cta3 U6 Sesion 02Documento9 páginasCta3 U6 Sesion 02Fernando Horna Palomino100% (1)
- Taller #06Documento12 páginasTaller #06Uriel MirandaAinda não há avaliações
- Nomenclatura InorganicaDocumento14 páginasNomenclatura InorganicaJuan Carlos Arias VegaAinda não há avaliações
- Informe Academico Pedro JoseDocumento9 páginasInforme Academico Pedro JosePedro Jose López RaygadaAinda não há avaliações
- Ficha Tecnica Prelude XLDocumento4 páginasFicha Tecnica Prelude XLBeto JPAinda não há avaliações
- Procesos FinalDocumento20 páginasProcesos FinalJussep Gonzales JnAinda não há avaliações
- Construccion I. 3.2 Obras de Concreto Reforzado - Zapatas.Documento46 páginasConstruccion I. 3.2 Obras de Concreto Reforzado - Zapatas.Bianca Huaringa MorenoAinda não há avaliações
- Estudio Economico de Una Planta de GNL PDFDocumento283 páginasEstudio Economico de Una Planta de GNL PDFNathalia gilAinda não há avaliações
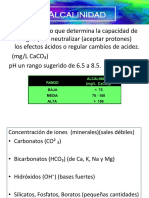
- AlcalinidadDocumento11 páginasAlcalinidadMarina Lisbeth Chaves RodriguezAinda não há avaliações
- Etapas JabonDocumento4 páginasEtapas JabonAnonymous odl3MB0% (1)
- Temario Curso Soldadura Secap PDFDocumento9 páginasTemario Curso Soldadura Secap PDFMiguelLalanguiAinda não há avaliações
- Presup Oficial LABORATORIOSDocumento14 páginasPresup Oficial LABORATORIOSespecialista0806Ainda não há avaliações
- Soldadura MAG: Proceso, características y aplicacionesDocumento15 páginasSoldadura MAG: Proceso, características y aplicacionesJOSHUA SEBASTIAN BENITEZ LANCHIMBAAinda não há avaliações
- Determinacion de Propiedades Fisicas de Los HidrocarburosDocumento7 páginasDeterminacion de Propiedades Fisicas de Los HidrocarburosSebastian BarriosAinda não há avaliações
- Evidencia 3for Mato para La Especificación Del Procedimiento de Soldadura (WPS)Documento9 páginasEvidencia 3for Mato para La Especificación Del Procedimiento de Soldadura (WPS)GABRIELA RODRIGUEZAinda não há avaliações
- Revestimiento piscinas CronolitaDocumento2 páginasRevestimiento piscinas Cronolitadiego gutierrez 3BAinda não há avaliações
- Estructuras Monofasicas - 2Documento20 páginasEstructuras Monofasicas - 2Gemedec La PazAinda não há avaliações
- Presupuesto Cuna y Albergue InfantilDocumento8 páginasPresupuesto Cuna y Albergue InfantilRichard Barrios GallegosAinda não há avaliações
- Emboquillado para Zanja de CoronaciónDocumento4 páginasEmboquillado para Zanja de Coronaciónpaulo cesar arteaga polancoAinda não há avaliações
- Titulo DDocumento37 páginasTitulo DDANA SHARIK ROMERO BUSTAMANTEAinda não há avaliações
- Petrea Pasta PiedraDocumento2 páginasPetrea Pasta PiedraLau RaAinda não há avaliações
- Obtención de acetileno por hidratación de carburo de calcioDocumento7 páginasObtención de acetileno por hidratación de carburo de calcioGénesis NarváezAinda não há avaliações
- Reducción Mta Al HG Nitrometano IlustradaDocumento13 páginasReducción Mta Al HG Nitrometano IlustradaJorge Alberto Estrada TorresAinda não há avaliações