Você também pode gostar
- Steriliser Type 2Documento17 páginasSteriliser Type 2Amin Buhari Md Zain100% (1)
- Chapter 3 Technical FeasibilityDocumento88 páginasChapter 3 Technical FeasibilityAnissa Munira100% (2)
- Oil Palm Mill System and ProcessDocumento18 páginasOil Palm Mill System and Processsjr141071100% (4)
- EH - Topic 1 Reception - Final Draft 300413Documento5 páginasEH - Topic 1 Reception - Final Draft 300413Amin Buhari Md Zain100% (1)
- Mechanical Maintenance Palm Mill OilDocumento38 páginasMechanical Maintenance Palm Mill Oilvicky alviolandAinda não há avaliações
- Milling Pocketbook (Draft 3.3) Edited - 19 Apr 2018Documento48 páginasMilling Pocketbook (Draft 3.3) Edited - 19 Apr 2018Ricardo Wan AgueroAinda não há avaliações
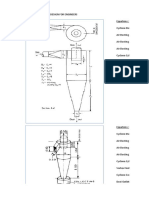
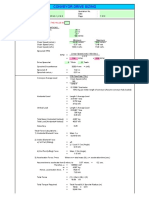
- Cyclones Standard For ReferenceDocumento6 páginasCyclones Standard For ReferenceAmin Buhari Md ZainAinda não há avaliações
- SYNOPSIS by WambeckDocumento671 páginasSYNOPSIS by WambeckTeong Pei LiangAinda não há avaliações
- Poeb130 YosriDocumento9 páginasPoeb130 YosriNa'imusyahmi Ghazali100% (1)
- Palm Oil Effluent Treatment SchemeDocumento11 páginasPalm Oil Effluent Treatment SchemebathalapalliAinda não há avaliações
- Palm Oil Mill - FFB Conveyor Sizing BDocumento4 páginasPalm Oil Mill - FFB Conveyor Sizing BAmin Buhari Md Zain100% (5)
- Waste MGMT & Env ControlDocumento45 páginasWaste MGMT & Env ControlMasrawana Mohd Masran100% (1)
- Processing Station - Part 1 (Mpob HQ 21711)Documento56 páginasProcessing Station - Part 1 (Mpob HQ 21711)Ameen Zenn100% (2)
- Novaflow POM Industry Brochure PDFDocumento36 páginasNovaflow POM Industry Brochure PDFJulhamEfendiAinda não há avaliações
- Report LiDocumento68 páginasReport Lipitt8780% (5)
- MPOB Sterilizer Process ControlDocumento9 páginasMPOB Sterilizer Process ControlgerrykhangAinda não há avaliações
- 2.0 SDPA - Palm Oil Mill ProjectDocumento19 páginas2.0 SDPA - Palm Oil Mill ProjectAmeen Zenn100% (1)
- Sterilizer TiltingDocumento23 páginasSterilizer Tiltingofchis50% (2)
- Palm Oil Mill - Clarification StationDocumento1 páginaPalm Oil Mill - Clarification StationkiraikAinda não há avaliações
- Depericarping & Kernel Recovery StationDocumento6 páginasDepericarping & Kernel Recovery Stationmyrichmat100% (1)
- Palm Oil Mill Design Procedure Ch1Documento2 páginasPalm Oil Mill Design Procedure Ch1Amin Buhari Md Zain100% (3)
- Material Balance Palm Oil MillDocumento9 páginasMaterial Balance Palm Oil Millmalikldu100% (2)
- Synopsis PDFDocumento670 páginasSynopsis PDFZulfan Al Hajj Harahap100% (2)
- Palm Oil Mill Hand BookDocumento257 páginasPalm Oil Mill Hand BookBambang Sutikno De SanctisAinda não há avaliações
- Palm Oil MillDocumento11 páginasPalm Oil MillEitrah Tasnim Mohamat Kasim100% (1)
- Palm OilDocumento8 páginasPalm OilHadiBiesAinda não há avaliações
- FFB Crop ForecastDocumento6 páginasFFB Crop ForecastAmeen ZennAinda não há avaliações
- Palm Oil Process - The Principle & Operational TechniquesDocumento269 páginasPalm Oil Process - The Principle & Operational TechniquesLiew Kiat Shing88% (26)
- Dry Separation TechnologyDocumento15 páginasDry Separation Technologyamirul amirAinda não há avaliações
- Crude Palm Oil Mill Process IntroductionDocumento2 páginasCrude Palm Oil Mill Process IntroductionMarcel MrcAinda não há avaliações
- Elevator Calculations Bechtel PDFDocumento2 páginasElevator Calculations Bechtel PDFMarlonAinda não há avaliações
- Feasibility Study On Palm Oil Processing Wastes TowardsDocumento6 páginasFeasibility Study On Palm Oil Processing Wastes TowardsighowilfredAinda não há avaliações
- Thermodynamics Palm Oil MillDocumento9 páginasThermodynamics Palm Oil MillWilliam MansoAinda não há avaliações
- Calcul Conveioare SurubDocumento2 páginasCalcul Conveioare SurubgvisanAinda não há avaliações
- J A S E M .: Palm Oil, Its Nutritional and Health Implications (Review) Imoisi, Ob Ilori, Ge Agho, I. Ekhator, JoDocumento7 páginasJ A S E M .: Palm Oil, Its Nutritional and Health Implications (Review) Imoisi, Ob Ilori, Ge Agho, I. Ekhator, JomirnaAinda não há avaliações
- CB MODIPALM - Screw PressDocumento2 páginasCB MODIPALM - Screw PressawigaAinda não há avaliações
- 4.0 Palm OilDocumento87 páginas4.0 Palm OillynAinda não há avaliações
- First Resources Limited Delivering Growth and ReturnsDocumento35 páginasFirst Resources Limited Delivering Growth and ReturnsrizkydjonhansemitAinda não há avaliações
- Palm Oil Mill EffluentDocumento6 páginasPalm Oil Mill Effluentankitsaxena123100% (2)
- Solutions: Complete LabDocumento36 páginasSolutions: Complete LabMaksa CuanAinda não há avaliações
- Palm Oil Quotation RabDocumento49 páginasPalm Oil Quotation RabEmel Mangkuraja WanitaAinda não há avaliações
- Westfalia in Palm Oil MillDocumento24 páginasWestfalia in Palm Oil MillSupatmono NAIAinda não há avaliações
- PMT YO EFB Press - 1Documento20 páginasPMT YO EFB Press - 1eko cienkAinda não há avaliações
- Palm Oil Mill ProcessDocumento20 páginasPalm Oil Mill Processmuhdjusri50% (2)
- PIPOC 2011 Congress on Palm Oil Fortification and EnergizationDocumento42 páginasPIPOC 2011 Congress on Palm Oil Fortification and EnergizationBung HarunAinda não há avaliações
- Poeb118 PDFDocumento56 páginasPoeb118 PDFDeny Handoko100% (1)
- Technology of Production of Edible Flours and Protein Products From Soybeans. Chapter 3Documento19 páginasTechnology of Production of Edible Flours and Protein Products From Soybeans. Chapter 3Hamid Vahedi LarijaniAinda não há avaliações
- Palm OilDocumento5 páginasPalm OilKian Seng TanAinda não há avaliações
- Project Title: Project Proposal: EMD/EPD 452 Final Year Project Project Proposal Semester I, 2014-15Documento13 páginasProject Title: Project Proposal: EMD/EPD 452 Final Year Project Project Proposal Semester I, 2014-15Imran Kai100% (1)
- HAUS DDI and IBA Series for Maximum Palm Oil YieldDocumento12 páginasHAUS DDI and IBA Series for Maximum Palm Oil YieldSupatmono NAIAinda não há avaliações
- Development of A Segmented - Screw Type ExpellerDocumento6 páginasDevelopment of A Segmented - Screw Type Expellersyahirah abubakarAinda não há avaliações
- Hil Co Master CatalogDocumento88 páginasHil Co Master CatalogcolimecAinda não há avaliações
- Hil Co Master CatalogDocumento88 páginasHil Co Master CatalogMohamed Bin IerousAinda não há avaliações
- Design of Kitchen ExhaustDocumento16 páginasDesign of Kitchen ExhaustOzzie Xue100% (2)
- Andritz Se-Decanter-Palm-Oil-En-DataDocumento8 páginasAndritz Se-Decanter-Palm-Oil-En-DataaniAinda não há avaliações
- Kitchen Exhaust Systems Design 1Documento14 páginasKitchen Exhaust Systems Design 1csharpplusAinda não há avaliações
- 2013 Issue 1 IPPTA Articel 15Documento8 páginas2013 Issue 1 IPPTA Articel 15SIL PROJECTSAinda não há avaliações
- Coalescence ClarificationDocumento0 páginaCoalescence ClarificationCarlos CordeiroAinda não há avaliações
- 401-Article Text-2543-2-10-20220104Documento8 páginas401-Article Text-2543-2-10-20220104randy hidayatAinda não há avaliações
- Palm Oil Mill - FFB Conveyor Sizing BDocumento4 páginasPalm Oil Mill - FFB Conveyor Sizing BAmin Buhari Md Zain100% (5)
- EH - Topic 12 Schedule Maintenance Program - Primary Calendar - 300413Documento7 páginasEH - Topic 12 Schedule Maintenance Program - Primary Calendar - 300413Amin Buhari Md ZainAinda não há avaliações
- Cyclones Standard For ReferenceDocumento6 páginasCyclones Standard For ReferenceAmin Buhari Md ZainAinda não há avaliações
- EMCM5103 Seminar 01Documento63 páginasEMCM5103 Seminar 01Amin Buhari Md ZainAinda não há avaliações
- Palm Oil Mill Design Procedure Ch1Documento2 páginasPalm Oil Mill Design Procedure Ch1Amin Buhari Md Zain100% (3)
- Type of Elastomeric CouplingDocumento5 páginasType of Elastomeric CouplingAmin Buhari Md ZainAinda não há avaliações
- VIRGINIA CONCRETE CONFERENCE PRESENTATION ON CREEP & SHRINKAGEDocumento38 páginasVIRGINIA CONCRETE CONFERENCE PRESENTATION ON CREEP & SHRINKAGEsiva_civil4051100% (1)
- Density Chart for Common Metals and AlloysDocumento6 páginasDensity Chart for Common Metals and AlloysbveAinda não há avaliações
- Ese652 - Process Control Ii Chapter 5.2 - Distillation ColumnDocumento5 páginasEse652 - Process Control Ii Chapter 5.2 - Distillation ColumnJennifer HughesAinda não há avaliações
- Epoxy Grout for ConstructionDocumento3 páginasEpoxy Grout for Constructionarunjacobn100% (2)
- Asme CCase N-432Documento4 páginasAsme CCase N-432julianmorantesAinda não há avaliações
- Section: Data OoDocumento46 páginasSection: Data OoScaricatore92Ainda não há avaliações
- Chem HezardDocumento21 páginasChem HezardUseless MeAinda não há avaliações
- Sub Title IodoformDocumento3 páginasSub Title IodoformReni whynAinda não há avaliações
- GTR 196 Us PDFDocumento4 páginasGTR 196 Us PDFSanjay RajawatAinda não há avaliações
- Bend Stretch Forming AluminumDocumento8 páginasBend Stretch Forming AluminumMomoAinda não há avaliações
- CE F426-Geosynthetics and Reinforced Soil Structure-AnasuaDocumento3 páginasCE F426-Geosynthetics and Reinforced Soil Structure-AnasuaAbhijeet RoyAinda não há avaliações
- 2021 Jun CSEC TCF P1Documento11 páginas2021 Jun CSEC TCF P1Bisham SiewAinda não há avaliações
- QweqDocumento2 páginasQweqPraYush RajbhandariAinda não há avaliações
- 01 Heating PL 2017 Rs v03 Svu 5.4 FinalDocumento77 páginas01 Heating PL 2017 Rs v03 Svu 5.4 FinalKajak Klub DrinaAinda não há avaliações
- Estimating The Approximate Residual Circumferential Stress in Straight Thin-Walled TubingDocumento3 páginasEstimating The Approximate Residual Circumferential Stress in Straight Thin-Walled TubingNilton Santillan100% (1)
- Inductive Proximity Sensors PDFDocumento231 páginasInductive Proximity Sensors PDFHassan AliAinda não há avaliações
- Renewal Parts - YK Mod F and Later HA-HB-HE-HG - G, H & J Series CompressorsDocumento112 páginasRenewal Parts - YK Mod F and Later HA-HB-HE-HG - G, H & J Series CompressorsKannan KrishnamoorthyAinda não há avaliações
- Warriorfeed 404Documento70 páginasWarriorfeed 404JUANAinda não há avaliações
- Avn800xc Avn2000ac PJ DB GB 14-06-30 HK2052 01Documento2 páginasAvn800xc Avn2000ac PJ DB GB 14-06-30 HK2052 01MinaSaeedAinda não há avaliações
- Gravimetry Sample ProbDocumento1 páginaGravimetry Sample ProbRizza Mae RaferAinda não há avaliações
- Gdi Mussel Presentation 11Documento37 páginasGdi Mussel Presentation 11yesim53Ainda não há avaliações
- Reinforcing steel procurement guidelinesDocumento3 páginasReinforcing steel procurement guidelinesSasanka SekharAinda não há avaliações
- Application of NanotubesDocumento28 páginasApplication of Nanotubesarian2arian2Ainda não há avaliações
- Magnetic Effects of Electric Current ( (Term I)Documento15 páginasMagnetic Effects of Electric Current ( (Term I)Tapas BanerjeeAinda não há avaliações
- 2014 Elbi N-C Asme Base Pricelist - OdsDocumento68 páginas2014 Elbi N-C Asme Base Pricelist - OdsJoseph BrooksAinda não há avaliações
- As 3585-2008 End Fittings For Synthetic Flat-Webbing and Round SlingsDocumento7 páginasAs 3585-2008 End Fittings For Synthetic Flat-Webbing and Round SlingsSAI Global - APAC0% (1)
- The Key To Metal Bumping (Panel Beating, Auto Body Repair Bible)Documento69 páginasThe Key To Metal Bumping (Panel Beating, Auto Body Repair Bible)wulfgang2498100% (11)
- Eye C GasDocumento3 páginasEye C GasLuis ReyesAinda não há avaliações
- Eltra EncoderDocumento2 páginasEltra EncoderVăn QuyềnAinda não há avaliações
- Programación EIAISODocumento684 páginasProgramación EIAISOManuel Alejandro SerranoAinda não há avaliações