Você também pode gostar
- Clases Lab U2Documento71 páginasClases Lab U2Piero MendozaAinda não há avaliações
- Trabajo TerminadoDocumento36 páginasTrabajo TerminadoDeyvi AguilarAinda não há avaliações
- Laboratorio Materiales CementacionDocumento5 páginasLaboratorio Materiales CementacionDaniel RAinda não há avaliações
- Cementación de acero SAE 1010Documento19 páginasCementación de acero SAE 1010Tony SctAinda não há avaliações
- Tor No Automatic oDocumento31 páginasTor No Automatic oLUISSPERBERAinda não há avaliações
- HachaDocumento31 páginasHachaadrian chavAinda não há avaliações
- Tratamientos Termoquimicos-Unidad 6Documento15 páginasTratamientos Termoquimicos-Unidad 6Ramón Altamirano MontalvoAinda não há avaliações
- Tratamientos térmicos del acero: clasificación, recocido, temple y revenidoDocumento22 páginasTratamientos térmicos del acero: clasificación, recocido, temple y revenidoedilzon angelezAinda não há avaliações
- METALURGIADocumento12 páginasMETALURGIANataliaAinda não há avaliações
- Práctica 1-TempleDocumento8 páginasPráctica 1-TempleFernandoCeballos100% (1)
- Tratamientos Térmicos y TermoquímicosDocumento9 páginasTratamientos Térmicos y TermoquímicosARIEL MARTINEZ MEDINA100% (1)
- Temple y revenido AISI 1018Documento16 páginasTemple y revenido AISI 1018David TipanAinda não há avaliações
- 5LABOMATERIALESDocumento18 páginas5LABOMATERIALESAlvaro RamosAinda não há avaliações
- Procesos TermoquímicosDocumento17 páginasProcesos TermoquímicosFernando OrtizAinda não há avaliações
- Temple y RecocidoDocumento12 páginasTemple y RecocidoÁlvaroSebastiánAinda não há avaliações
- METCALF - Tratamintos Termicos VivianaDocumento13 páginasMETCALF - Tratamintos Termicos VivianaViviana Contreras CzAinda não há avaliações
- Informe NeyssyDocumento11 páginasInforme NeyssyAlex MirandaAinda não há avaliações
- LABORATORIO de Tramiento TermicoDocumento10 páginasLABORATORIO de Tramiento TermicoXimena C.Ainda não há avaliações
- Trabajo Final de Metafisica IIDocumento22 páginasTrabajo Final de Metafisica IIEdy Quispe QuentaAinda não há avaliações
- Difusión en AcerosDocumento10 páginasDifusión en AcerosAnonymous F9QAFtgOAinda não há avaliações
- Informe TempladoDocumento10 páginasInforme TempladoSergio S.Ainda não há avaliações
- Final Tratamientos Termicos PresentacionDocumento35 páginasFinal Tratamientos Termicos PresentacionAna Emily PrentissAinda não há avaliações
- Informe de Laboratorio N°5Documento14 páginasInforme de Laboratorio N°5Elvis DiazAinda não há avaliações
- Recocido de austenización completa en acero 1020Documento20 páginasRecocido de austenización completa en acero 1020Daniela Bustamante CasasAinda não há avaliações
- Proceso de Temple para Un Acero Al Bajo Carbono: Equipo No. 1 IntegrantesDocumento8 páginasProceso de Temple para Un Acero Al Bajo Carbono: Equipo No. 1 IntegrantesKevin Pecero GarciaAinda não há avaliações
- Caso de Estudio U2Documento12 páginasCaso de Estudio U2Oscar AngelesAinda não há avaliações
- Tratamientos Térmicos Superficiales J.R.Documento24 páginasTratamientos Térmicos Superficiales J.R.Richard SaquingaAinda não há avaliações
- Ingeniería Mecatrónica: Cementado en caja aumenta dureza superficialDocumento16 páginasIngeniería Mecatrónica: Cementado en caja aumenta dureza superficialMelanie EstefaniaAinda não há avaliações
- Cuestionario Tratamientos TermicosDocumento3 páginasCuestionario Tratamientos TermicosCAMILO ANDRES TORRES RODRIGUEZAinda não há avaliações
- Practica CementadoDocumento9 páginasPractica CementadoGermán Moncayo GalárragaAinda não há avaliações
- Ensayo de Tratamientos TérmicosDocumento6 páginasEnsayo de Tratamientos TérmicosRaul VsAinda não há avaliações
- Tratamiento térmico: Temple en diferentes mediosDocumento8 páginasTratamiento térmico: Temple en diferentes mediosLuis CañasAinda não há avaliações
- TareassssssssssssssDocumento6 páginasTareassssssssssssssAXEL SPROUSEAinda não há avaliações
- Tipos y Caracteristicas de AcerosDocumento15 páginasTipos y Caracteristicas de AcerosCANELO ANTON JHON ALFREDOAinda não há avaliações
- CEMENTATIONDocumento4 páginasCEMENTATIONJuan ZeballosAinda não há avaliações
- Acero 2316Documento8 páginasAcero 2316DanielJoseLancherosAinda não há avaliações
- Tratamiento TermicosDocumento12 páginasTratamiento TermicosShego LinaresAinda não há avaliações
- Lab5 Tratamientos TérmicosDocumento11 páginasLab5 Tratamientos TérmicosCésar SánchezAinda não há avaliações
- Características y Conclusion Del Cementado y SulfurizadoDocumento3 páginasCaracterísticas y Conclusion Del Cementado y SulfurizadoJesus GordilloAinda não há avaliações
- Unidad 2Documento7 páginasUnidad 2Jorge RamirezAinda não há avaliações
- Actividad 2 Tratamientos TermicosDocumento5 páginasActividad 2 Tratamientos TermicosValeria GarzaAinda não há avaliações
- Diseño de PiezasDocumento59 páginasDiseño de PiezasYoanela VargasAinda não há avaliações
- PDF Procesos Especiales de Manufactura - Convert - CompressDocumento15 páginasPDF Procesos Especiales de Manufactura - Convert - CompressAngel GaelAinda não há avaliações
- Un. N°5 16 Proced 2022Documento23 páginasUn. N°5 16 Proced 2022El Dispenser FiveAinda não há avaliações
- Cuestionarios para ExamenDocumento8 páginasCuestionarios para ExamenOswaldo Benitez100% (1)
- Tratamientos térmicos aceroDocumento28 páginasTratamientos térmicos acerotaniaAinda não há avaliações
- Informe 4 ProcesosDocumento39 páginasInforme 4 ProcesosAnonymous TFLtpxuWZAinda não há avaliações
- INFORMEDocumento36 páginasINFORMEEdwin Alejandro Perez MacedaAinda não há avaliações
- 03 PRODEMAT U4 BarbozaAlvaradoLuisDocumento17 páginas03 PRODEMAT U4 BarbozaAlvaradoLuisLuis Antonio BarbozaAinda não há avaliações
- CementaciónDocumento5 páginasCementaciónJhonny tAinda não há avaliações
- MaterialesDocumento6 páginasMaterialesAndres ChalapudAinda não há avaliações
- End ExposcionDocumento11 páginasEnd ExposcionViviana Contreras CzAinda não há avaliações
- Tratamientos TermoquimicosDocumento10 páginasTratamientos TermoquimicosLuis Condo AlvarezAinda não há avaliações
- Templado acero 1045Documento14 páginasTemplado acero 1045wilson100% (1)
- TempleDocumento5 páginasTempleJhuan Rubn Chevson Gutierrez Herbas100% (1)
- Manuel David Murillo Tamayo INFORME 6Documento9 páginasManuel David Murillo Tamayo INFORME 6David MurilloAinda não há avaliações
- CementacionDocumento12 páginasCementacionLUIS ANGEL MAX AGUILAR RAMIREZAinda não há avaliações
- TERMICOSDocumento27 páginasTERMICOSDave LopezAinda não há avaliações
- Cementacion - Procedimiento y Analisis de Los ResultadosDocumento10 páginasCementacion - Procedimiento y Analisis de Los ResultadosMario BermeoAinda não há avaliações
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosNo EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAinda não há avaliações
- Temporizadores: clasificación y funciones básicasDocumento23 páginasTemporizadores: clasificación y funciones básicasALEXIS LOPEZ MEDINAAinda não há avaliações
- 1 - Introduccion Reconocimiento de Equipos de LaboratorioDocumento33 páginas1 - Introduccion Reconocimiento de Equipos de LaboratorioJheymi PanosoAinda não há avaliações
- Problemas de Diseño de Circuitos de Potencia Docente: Msc. Ing. Walter Cossio Cabrera Control Y Automatizacion Ii-2020Documento3 páginasProblemas de Diseño de Circuitos de Potencia Docente: Msc. Ing. Walter Cossio Cabrera Control Y Automatizacion Ii-2020Alecita GabyAinda não há avaliações
- Acustica 2Documento12 páginasAcustica 2Ambar Mariel Paula DiazAinda não há avaliações
- Bombas HidraulicasDocumento36 páginasBombas HidraulicasamorypazAinda não há avaliações
- BOMBas de Dezplazamiento PositivoDocumento47 páginasBOMBas de Dezplazamiento PositivoAlecita GabyAinda não há avaliações
- Material Adicional 3Documento14 páginasMaterial Adicional 3Alecita GabyAinda não há avaliações
- Bombas HidraulicasDocumento36 páginasBombas HidraulicasamorypazAinda não há avaliações
- DescarDocumento21 páginasDescarAlecita GabyAinda não há avaliações
- 2da DosisDocumento1 página2da DosisAlecita GabyAinda não há avaliações
- Enfrentando La Espada de Doble FiloDocumento83 páginasEnfrentando La Espada de Doble FiloJEmberVillarroelAinda não há avaliações
- HandbookDocumento277 páginasHandbookAlecita GabyAinda não há avaliações
- Diversida en Las OrganizacionesDocumento17 páginasDiversida en Las OrganizacionesAlecita GabyAinda não há avaliações
- Bio InformaticaDocumento80 páginasBio InformaticavidaldovalAinda não há avaliações
- Practica 5 DocenteDocumento2 páginasPractica 5 DocenteAlecita GabyAinda não há avaliações
- 1 Diversidad-OrganizacionesDocumento2 páginas1 Diversidad-OrganizacionesAlecita GabyAinda não há avaliações
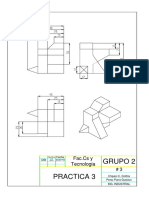
- Grupo 2 Practica 3: Fac - Cs y TecnologiaDocumento1 páginaGrupo 2 Practica 3: Fac - Cs y TecnologiaAlecita GabyAinda não há avaliações
- Diversida en Las OrganizacionesDocumento17 páginasDiversida en Las OrganizacionesAlecita GabyAinda não há avaliações
- HandbookDocumento277 páginasHandbookAlecita GabyAinda não há avaliações
- Catalogo BateriaDocumento2 páginasCatalogo BateriaAlecita GabyAinda não há avaliações
- Herramientas de Corte para TornoDocumento4 páginasHerramientas de Corte para TornoAlecita GabyAinda não há avaliações
- Ecuaciones diferenciales resueltasDocumento265 páginasEcuaciones diferenciales resueltasJ Deep AguirreAinda não há avaliações
- Herramientas de Corte para TornoDocumento4 páginasHerramientas de Corte para TornoAlecita GabyAinda não há avaliações
- Manual Afilado Cuchillas SENADocumento60 páginasManual Afilado Cuchillas SENArozureAinda não há avaliações
- Aplicaciones de Vigas para Ecuaciones DiferencialesDocumento52 páginasAplicaciones de Vigas para Ecuaciones DiferencialesDiana NegreirosAinda não há avaliações
- Dibujo TecnicoDocumento1 páginaDibujo TecnicoAlecita GabyAinda não há avaliações
- Cuchillas para TornoDocumento8 páginasCuchillas para TornoEdison Tigmasa50% (2)
- 4340 PDFDocumento5 páginas4340 PDFAlecita GabyAinda não há avaliações
- SIDERPERU: 60 AÑOS DE HISTORIADocumento23 páginasSIDERPERU: 60 AÑOS DE HISTORIAGeraldine Ninoshka Morillo CruzadoAinda não há avaliações
- El Acero de Alta Resistencia de Baja AleaciónDocumento3 páginasEl Acero de Alta Resistencia de Baja AleaciónKel-ler HerreraAinda não há avaliações
- Parcial II Seleccion de MaterialesDocumento12 páginasParcial II Seleccion de MaterialesJesus David Rhenals JulioAinda não há avaliações
- Defectos Cristalinos y DifusiónDocumento17 páginasDefectos Cristalinos y DifusiónCristofer EspinozaAinda não há avaliações
- Primer Parcial Procesos 2018-30Documento2 páginasPrimer Parcial Procesos 2018-30Sebastian OspinaAinda não há avaliações
- Formación de martensita y perfiles de dureza en aceros templadosDocumento10 páginasFormación de martensita y perfiles de dureza en aceros templados̶M̶a̶u̶r̶i̶c̶i̶o̶ B̶e̶c̶e̶r̶r̶a̶ P̶e̶ñ̶a̶l̶o̶z̶a̶Ainda não há avaliações
- Practica de Temple y Revenido 12Documento12 páginasPractica de Temple y Revenido 12Juvenal Tlv100% (1)
- El Aluminio Litio y Los Principales Fabricantes de Aviones ComercialesDocumento3 páginasEl Aluminio Litio y Los Principales Fabricantes de Aviones ComercialesGonzalo Enrique Armijos MarchanAinda não há avaliações
- Estudio Y Ensayo de Materiales: Ingeniería Civil Universidad Católica ArgentinaDocumento37 páginasEstudio Y Ensayo de Materiales: Ingeniería Civil Universidad Católica ArgentinaMarvin Campos GutierrezAinda não há avaliações
- Catalogo 2010 Aceros OteroDocumento60 páginasCatalogo 2010 Aceros OteroArturo RockAinda não há avaliações
- Proceso de fabricación de espadasDocumento20 páginasProceso de fabricación de espadasEzequiel RuelasAinda não há avaliações
- TECSUP - Metalurgia de La SoldaduraDocumento22 páginasTECSUP - Metalurgia de La SoldaduraAbel Valderrama Perez100% (1)
- Lab 6. RecocidoDocumento1 páginaLab 6. Recocidodem priceAinda não há avaliações
- Pared 4 D Doble PDFDocumento6 páginasPared 4 D Doble PDFChristian Arrieu EngelAinda não há avaliações
- Desarrollo de Una PatinetaDocumento29 páginasDesarrollo de Una PatinetaBarbarie1900Ainda não há avaliações
- Ciencia de Los MaterialesDocumento32 páginasCiencia de Los MaterialesValeria RamirezAinda não há avaliações
- Boletin #100Documento21 páginasBoletin #100Raphael LinoAinda não há avaliações
- Tema1 TratamientosAcerosDocumento58 páginasTema1 TratamientosAcerosManuel Peralta BeltranAinda não há avaliações
- Lab 3 Silva Gutiérrez Ronnie JoséDocumento17 páginasLab 3 Silva Gutiérrez Ronnie JoséRONNIE JOSE SILVA GUTIERREZAinda não há avaliações
- Tarea 1 - Carolina Fuentes ArguedasDocumento4 páginasTarea 1 - Carolina Fuentes ArguedasCarolina FuentesAinda não há avaliações
- Practica 3Documento5 páginasPractica 3Frank GuerreroAinda não há avaliações
- Prensa Hidráulica.: 3.4 Cálculo de La ColumnaDocumento8 páginasPrensa Hidráulica.: 3.4 Cálculo de La Columnacarlos villanueva romanAinda não há avaliações
- Reporte 2 LEM IDocumento12 páginasReporte 2 LEM IZaira RicoAinda não há avaliações
- Tratamientos TermicosDocumento1 páginaTratamientos TermicosMonica SaucedoAinda não há avaliações
- T6 Ejercicios 19-20Documento11 páginasT6 Ejercicios 19-20Efraín MagosAinda não há avaliações
- Guia 1 TRATAMIENTOS TERMICOS PDFDocumento4 páginasGuia 1 TRATAMIENTOS TERMICOS PDFlauraAinda não há avaliações
- Tarea 6 Física en Procesos IndustrialesDocumento7 páginasTarea 6 Física en Procesos IndustrialesSolange Inzunza Moscoso82% (11)
- Handbook of EspañolDocumento159 páginasHandbook of EspañolRandy RogelioAinda não há avaliações
- Practica N°17 Tratamiento Térmico Del Temple y RevenidoDocumento10 páginasPractica N°17 Tratamiento Térmico Del Temple y RevenidoGeovanny ImuesAinda não há avaliações
- Tratamientos Térmicos Del AceroDocumento2 páginasTratamientos Térmicos Del AceroKevin Casanova MartínezAinda não há avaliações