Você também pode gostar
- Children Literature Evaluation Form Picture BookDocumento5 páginasChildren Literature Evaluation Form Picture Bookapi-526567474Ainda não há avaliações
- Astm D1003 PDFDocumento6 páginasAstm D1003 PDFjesrcontreras1976100% (1)
- ASTM D523-08 Standard Test Method For Specular GlossDocumento5 páginasASTM D523-08 Standard Test Method For Specular GlossCemalOlgunÇağlayan67% (6)
- Art Into Everyday Life - Department Stores As Purveyors of Culture in Modern JapanDocumento377 páginasArt Into Everyday Life - Department Stores As Purveyors of Culture in Modern JapansamAinda não há avaliações
- Astm 2457Documento6 páginasAstm 2457LAB TUẤNAinda não há avaliações
- Astm D523Documento5 páginasAstm D523CeliaAinda não há avaliações
- D542-14 Standard Test Method For Index of Refraction of Transparent Organic PlasticsDocumento4 páginasD542-14 Standard Test Method For Index of Refraction of Transparent Organic Plasticsmercab15Ainda não há avaliações
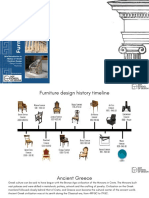
- Ancient Greek Furniture - Class 2Documento21 páginasAncient Greek Furniture - Class 2Fashmina MohamedAinda não há avaliações
- Suprematism Manifesto Unovis PDFDocumento2 páginasSuprematism Manifesto Unovis PDFclownmunidade100% (2)
- Literary Text Analysis SchemeDocumento3 páginasLiterary Text Analysis SchemeYuliia Vynohradova100% (1)
- Intro To Fine Art BW Photography PDFDocumento165 páginasIntro To Fine Art BW Photography PDFNovandi BariqAinda não há avaliações
- Astm D 2805Documento6 páginasAstm D 2805shgsuhermanAinda não há avaliações
- Astm - D2805.16103Documento6 páginasAstm - D2805.16103Bryan de Barros100% (2)
- Astm D6762-02Documento3 páginasAstm D6762-02Camilo GuardadoAinda não há avaliações
- Wet-to-Dry Hiding Change: Standard Test Method ForDocumento5 páginasWet-to-Dry Hiding Change: Standard Test Method ForShaker QaidiAinda não há avaliações
- Color and Strength of Chromatic Pigments With A Mechanical MullerDocumento5 páginasColor and Strength of Chromatic Pigments With A Mechanical MullerDeepak D MishraAinda não há avaliações
- ASTMDocumento10 páginasASTMtenAinda não há avaliações
- D344 Standard Test Method For Relative Hiding Power of Paints by The Visual Evaluation of BrushoutsDocumento4 páginasD344 Standard Test Method For Relative Hiding Power of Paints by The Visual Evaluation of BrushoutsGiovanni Osorio100% (1)
- Relative Tinting Strength of Paste-Type Printing Ink DispersionsDocumento7 páginasRelative Tinting Strength of Paste-Type Printing Ink DispersionsShaker QaidiAinda não há avaliações
- Color and Strength of Chromatic Pigments With A Mechanical MullerDocumento5 páginasColor and Strength of Chromatic Pigments With A Mechanical MullerAlvaro Iparraguirre NavarroAinda não há avaliações
- Specular Gloss: Standard Test Method ForDocumento5 páginasSpecular Gloss: Standard Test Method ForNizarHamrouniAinda não há avaliações
- D 1003 00Documento6 páginasD 1003 00Ivan AlanizAinda não há avaliações
- ASTM Color y Poder TintoreoDocumento5 páginasASTM Color y Poder TintoreoLuis Felipe BenavidesAinda não há avaliações
- Astm D 1148Documento4 páginasAstm D 1148arthymanicAinda não há avaliações
- E1815-08 (2013) E1 Standard Test Method For Classification of Film Systems For Industrial RadiographyDocumento7 páginasE1815-08 (2013) E1 Standard Test Method For Classification of Film Systems For Industrial RadiographythoavitAinda não há avaliações
- D 1223 - 93 R98 - RdeymjmDocumento6 páginasD 1223 - 93 R98 - Rdeymjmoliveira1305Ainda não há avaliações
- Astm D2967.20571 PDFDocumento3 páginasAstm D2967.20571 PDFMariano Emir Garcia OdriozolaAinda não há avaliações
- ASTM D2457 Plastic FilmsDocumento2 páginasASTM D2457 Plastic Filmsvelascojhoannamarie12Ainda não há avaliações
- D4587 UV ResistanceDocumento6 páginasD4587 UV ResistancearthymanicAinda não há avaliações
- Filtered Open-Flame Carbon-Arc Exposures of Paint and Related CoatingsDocumento6 páginasFiltered Open-Flame Carbon-Arc Exposures of Paint and Related Coatingsrobert gridleyAinda não há avaliações
- Selection of Geometric Conditions For Measurement of Reflection and Transmission Properties of MaterialsDocumento8 páginasSelection of Geometric Conditions For Measurement of Reflection and Transmission Properties of Materialsruben carcamoAinda não há avaliações
- D1474D1474M 13Documento5 páginasD1474D1474M 13Oteirp Odadnoc AridayAinda não há avaliações
- Specular Gloss: Standard Test Method ForDocumento5 páginasSpecular Gloss: Standard Test Method ForSoundara PandianAinda não há avaliações
- E1815-01 Film System Classification PDFDocumento6 páginasE1815-01 Film System Classification PDFalisyalalaAinda não há avaliações
- ASTM D-542-00 (Index of Refraction of Transparent Organic Plastics)Documento4 páginasASTM D-542-00 (Index of Refraction of Transparent Organic Plastics)T AaaAinda não há avaliações
- Astm D542-00 PDFDocumento4 páginasAstm D542-00 PDFSouvik ChowdhuryAinda não há avaliações
- E 430 - 97 RTQZMC05NWDocumento7 páginasE 430 - 97 RTQZMC05NWHafiz TanveerAinda não há avaliações
- ASTM D1746-15 透明度Documento3 páginasASTM D1746-15 透明度q7drfz992cAinda não há avaliações
- Specular Gloss: Standard Test Method ForDocumento5 páginasSpecular Gloss: Standard Test Method ForSgjsevenpAinda não há avaliações
- ASTM D-1003 Standard Test Method For Haze and Luminous Transmittance of Transparent PlasticsDocumento7 páginasASTM D-1003 Standard Test Method For Haze and Luminous Transmittance of Transparent PlasticsarumaAinda não há avaliações
- D 4280 Â " 02 RDQYODATMDIDocumento9 páginasD 4280 Â " 02 RDQYODATMDIPatricio González0% (1)
- ASTM D-1003-07 (Haze of Transparent Plastics)Documento7 páginasASTM D-1003-07 (Haze of Transparent Plastics)T AaaAinda não há avaliações
- Hiding Power of Architectural Paints Applied by Roller: Standard Test Method ForDocumento4 páginasHiding Power of Architectural Paints Applied by Roller: Standard Test Method ForProvocateur SamaraAinda não há avaliações
- Opacity of Paper (15° Diffuse Illuminant A, 89 % Reflectance Backing and Paper Backing)Documento5 páginasOpacity of Paper (15° Diffuse Illuminant A, 89 % Reflectance Backing and Paper Backing)MaxAinda não há avaliações
- Specular Gloss: Standard Test Method ForDocumento5 páginasSpecular Gloss: Standard Test Method ForKASHIKA THAPAAinda não há avaliações
- Astm D1003-00 PDFDocumento6 páginasAstm D1003-00 PDFXuân Giang Nguyễn100% (2)
- Astm D 1148 For Uv Resistance RubberDocumento5 páginasAstm D 1148 For Uv Resistance Rubberajay nigamAinda não há avaliações
- Ultraviolet Absorbance and Absorptivity of Petroleum ProductsDocumento8 páginasUltraviolet Absorbance and Absorptivity of Petroleum ProductsDennise ChicaizaAinda não há avaliações
- D 925 - 88 R00 - RdkynqDocumento5 páginasD 925 - 88 R00 - RdkynqNARAYANA INASILVERAinda não há avaliações
- Estandar de Referencia Radigráfica para Las Apariencias de Imágenes RadiográficasDocumento3 páginasEstandar de Referencia Radigráfica para Las Apariencias de Imágenes RadiográficasDagoberto AguilarAinda não há avaliações
- D5162 15 PDFDocumento5 páginasD5162 15 PDFSuperCow FelizAinda não há avaliações
- Astm D 523 BrilloDocumento5 páginasAstm D 523 BrillodesarrolloAinda não há avaliações
- Refractive Index and Refractive Dispersion of Hydrocarbon LiquidsDocumento7 páginasRefractive Index and Refractive Dispersion of Hydrocarbon LiquidsAhmedAinda não há avaliações
- Nondestructive Measurement of Dry Film Thickness of Nonconductive Coatings Applied To A Nonferrous Metal BaseDocumento3 páginasNondestructive Measurement of Dry Film Thickness of Nonconductive Coatings Applied To A Nonferrous Metal BaseNASIR SYEDAinda não há avaliações
- D 985 - 97 RDK4NS05NW - PDFDocumento6 páginasD 985 - 97 RDK4NS05NW - PDFomar alvaradoAinda não há avaliações
- Astm E242-01Documento3 páginasAstm E242-01Carlos Raul Caballero LeonAinda não há avaliações
- Astm D 1746 97 TH 2002 PDFDocumento5 páginasAstm D 1746 97 TH 2002 PDFJed BrionesAinda não há avaliações
- D 2621 - 87 r95 - Rdi2mjetoddsotvfmqDocumento26 páginasD 2621 - 87 r95 - Rdi2mjetoddsotvfmqjorge armandoAinda não há avaliações
- ASTM D4039-093 - Standard Test Method For Reflection of High Gloss SurfacesDocumento2 páginasASTM D4039-093 - Standard Test Method For Reflection of High Gloss SurfacesHansfuchsAinda não há avaliações
- Specific Gravity of Coating Powders: Standard Test Methods ForDocumento4 páginasSpecific Gravity of Coating Powders: Standard Test Methods Formohammed karasnehAinda não há avaliações
- Astm D4060-01Documento3 páginasAstm D4060-01Joel Josué Vargas BarturénAinda não há avaliações
- ASTM D 1709-08 STM For Impact Resistance of Plastic Film by The Free-Fal...Documento9 páginasASTM D 1709-08 STM For Impact Resistance of Plastic Film by The Free-Fal...amitAinda não há avaliações
- Colour and the Optical Properties of Materials: An Exploration of the Relationship Between Light, the Optical Properties of Materials and ColourNo EverandColour and the Optical Properties of Materials: An Exploration of the Relationship Between Light, the Optical Properties of Materials and ColourAinda não há avaliações
- Spectrometric TechniquesNo EverandSpectrometric TechniquesGeorge VanasseAinda não há avaliações
- Ultrasonic Measurements for Process Control: Theory, Techniques, ApplicationsNo EverandUltrasonic Measurements for Process Control: Theory, Techniques, ApplicationsAinda não há avaliações
- Acoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsNo EverandAcoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsAinda não há avaliações
- The City That Dripped BloodDocumento21 páginasThe City That Dripped BloodSA413100% (1)
- Handover Checklist For BLK 2000 MaduraDocumento17 páginasHandover Checklist For BLK 2000 MaduraYudi Ibo Nlf100% (1)
- Cyclopediaofpain01chamuoft PDFDocumento546 páginasCyclopediaofpain01chamuoft PDFIgnacio Rodes MederoAinda não há avaliações
- Reflection 1aevansDocumento1 páginaReflection 1aevansapi-242735410Ainda não há avaliações
- Building A HerdstoneDocumento4 páginasBuilding A HerdstoneUser7222Ainda não há avaliações
- English GrammarDocumento121 páginasEnglish GrammarelfmartaAinda não há avaliações
- Estocure: High Efficiency Concrete Curing CompoundDocumento2 páginasEstocure: High Efficiency Concrete Curing Compoundmyke_0101Ainda não há avaliações
- Art Market & Nahmad FamilyDocumento29 páginasArt Market & Nahmad FamilyIsaac S HassanAinda não há avaliações
- Consumer Guide Plywood PDFDocumento2 páginasConsumer Guide Plywood PDFLuis S Alvarez JrAinda não há avaliações
- Pop ArtDocumento2 páginasPop ArtDessy ReeAinda não há avaliações
- Andy Glynn Portfolio 2016Documento14 páginasAndy Glynn Portfolio 2016Andrew GlynnAinda não há avaliações
- AB Selected - Works ENGDocumento82 páginasAB Selected - Works ENGMartín Estrada MárquezAinda não há avaliações
- Story MapDocumento3 páginasStory MapChelleAinda não há avaliações
- Springsbury FarmDocumento106 páginasSpringsbury FarmGarden Club of VirginiaAinda não há avaliações
- Iron Oxide Pigments For Producing Coloured Concrete PDSDocumento2 páginasIron Oxide Pigments For Producing Coloured Concrete PDSLily ShubinaAinda não há avaliações
- The HumanitiesDocumento13 páginasThe HumanitiesLaziness OverloadAinda não há avaliações
- Free - CVC Missing Vowel CardsDocumento19 páginasFree - CVC Missing Vowel CardsKarmen MaAinda não há avaliações
- Building MaterialsDocumento16 páginasBuilding MaterialsCleo Buendicho100% (1)
- Modern WorldDocumento186 páginasModern WorldLindsey Martin100% (1)
- Section 3 Ele. RevisedDocumento40 páginasSection 3 Ele. RevisedfiraolAinda não há avaliações
- Final Research Proposal - Delara - Desamparado - MontevirgenDocumento14 páginasFinal Research Proposal - Delara - Desamparado - MontevirgenSamantha DelaraAinda não há avaliações
- The Uncanny Experiments in Cyborg Culture Chapter 1 Bruce GrenvilleDocumento46 páginasThe Uncanny Experiments in Cyborg Culture Chapter 1 Bruce GrenvilleTaylor ElliottAinda não há avaliações
- Introduction Design Brief Flood Relief CentreDocumento6 páginasIntroduction Design Brief Flood Relief CentreNurKhaledaAtirahKamarudinAinda não há avaliações
- John Singer Sargent's Painting TechniquesDocumento7 páginasJohn Singer Sargent's Painting TechniquesBorch100% (2)