Você também pode gostar
- Tabals Iso1940Documento3 páginasTabals Iso1940Anonymous PVXBGg9T100% (1)
- Atlas CopcoDocumento78 páginasAtlas CopcoAnonymous PVXBGg9T100% (4)
- Torque TornillosDocumento7 páginasTorque TornillosAnonymous PVXBGg9T100% (1)
- Torque TornillosDocumento7 páginasTorque TornillosAnonymous PVXBGg9T100% (1)
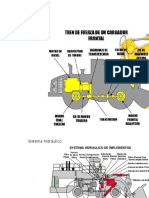
- Sistema HidráulicoDocumento5 páginasSistema HidráulicoSebastian Araya OrdenesAinda não há avaliações
- Curso Operacion Retroexcavadora 420e It CaterpillarDocumento69 páginasCurso Operacion Retroexcavadora 420e It CaterpillarDiego Alexander Arenas Arapa88% (16)
- Trabajo MotoniveladoraDocumento22 páginasTrabajo MotoniveladoraLuis Valencia Martinez100% (4)
- Test de Seguridad para Conductor de AutoelevadorDocumento5 páginasTest de Seguridad para Conductor de AutoelevadorDelfor Raul GilAinda não há avaliações
- Diapositiva Actual - Vigias Cuadradores SeñaleroDocumento50 páginasDiapositiva Actual - Vigias Cuadradores Señaleropicotacity100% (2)
- Los 6 Pasos PROACT - SpanishDocumento1 páginaLos 6 Pasos PROACT - SpanishArturo Pucutay100% (1)
- Excavadora Mutual PDFDocumento2 páginasExcavadora Mutual PDFnbachsmann01100% (1)
- Hitachi EX5500Documento47 páginasHitachi EX5500Scrlib ShareliteAinda não há avaliações
- WWB RodamientosDocumento306 páginasWWB Rodamientosdedos6404100% (13)
- Aceros EspecialesDocumento4 páginasAceros EspecialesAnonymous PVXBGg9TAinda não há avaliações
- Selección de AjusteDocumento8 páginasSelección de AjusteAnonymous PVXBGg9TAinda não há avaliações
- Walk-By Inspection SDocumento20 páginasWalk-By Inspection SAnonymous PVXBGg9TAinda não há avaliações
- Introducción A Sistemas Lineales y No LinealesDocumento8 páginasIntroducción A Sistemas Lineales y No LinealesAnonymous PVXBGg9TAinda não há avaliações
- Manual Instrucciones Agromak 5F-7Documento28 páginasManual Instrucciones Agromak 5F-7sunilbholAinda não há avaliações
- Definición de TractorDocumento7 páginasDefinición de Tractoredison montoya ccenteAinda não há avaliações
- CepilladoraDocumento3 páginasCepilladoraGastiBertoldiAinda não há avaliações
- Informe Maquinaria Ingenieria CivilDocumento19 páginasInforme Maquinaria Ingenieria CivilKristian Fernando Heras Salazar100% (1)
- Maquinaria para Sondeos y PerforacionesDocumento5 páginasMaquinaria para Sondeos y PerforacionesPEDRO JIMENEZ MANUELAinda não há avaliações
- Inspeccion Preuso Vehiculos EquiposDocumento1 páginaInspeccion Preuso Vehiculos EquiposOrdoñez MariluzAinda não há avaliações
- Andamios Dino48 Manual PDFDocumento32 páginasAndamios Dino48 Manual PDFlobo30Ainda não há avaliações
- Materiales Presa PotrerillosDocumento39 páginasMateriales Presa PotrerillosGustavo Adriel Rodríguez100% (1)
- Consulta - Klever Calvache - Unidades Giratorias en La Maquinaria PesadaDocumento6 páginasConsulta - Klever Calvache - Unidades Giratorias en La Maquinaria PesadaKlever CalvacheAinda não há avaliações
- Cat - Pala de Cuerda Eléctrica 7495 - CaterpillarDocumento7 páginasCat - Pala de Cuerda Eléctrica 7495 - CaterpillarAnthony Jaime Bedia ChipanaAinda não há avaliações
- Molino de Bolas-Planta de Acido FosforicoDocumento27 páginasMolino de Bolas-Planta de Acido FosforicoJuan Julian Jesus Huaroto SevillaAinda não há avaliações
- Ejercicios de TorsionDocumento8 páginasEjercicios de TorsionXtian Mendoza Chávez100% (2)
- Velario Coliseo RomanoDocumento14 páginasVelario Coliseo RomanoSERGIOAinda não há avaliações
- 310G - SGDocumento2 páginas310G - SGMarcelo LZ100% (1)
- Campaña Protección ManosDocumento3 páginasCampaña Protección ManosSharon FreemanAinda não há avaliações
- Homigón PRETENSADODocumento21 páginasHomigón PRETENSADOJavier MuñozAinda não há avaliações
- Afilado de Cuchillas y BrocasDocumento5 páginasAfilado de Cuchillas y BrocasJaime Cando0% (1)
- Maquinaria de Movimiento de TierrasDocumento16 páginasMaquinaria de Movimiento de TierrasJaismar Loelis QuinteroAinda não há avaliações
- Actividaders Estructura Hoja 1Documento5 páginasActividaders Estructura Hoja 1ramosmayte50% (2)
- Calculo de ESAL S Por Carril de TransitoDocumento12 páginasCalculo de ESAL S Por Carril de TransitoAleksxanderGovaAinda não há avaliações
- Catalogo Tremac Remolque Cama BajaDocumento2 páginasCatalogo Tremac Remolque Cama Bajathebilletefalso13100% (1)
- Representación de Elementos NormalizadosDocumento5 páginasRepresentación de Elementos NormalizadosAngel Eiltz Céspedes CayllahuaAinda não há avaliações
- PTT 12 Mantenimiento y Montaje de Caja de Transferencia St710 en Superficie e Interior MinaDocumento2 páginasPTT 12 Mantenimiento y Montaje de Caja de Transferencia St710 en Superficie e Interior Minaaxel_gutierrez_11Ainda não há avaliações