Você também pode gostar
- Lluvia de IdeasDocumento28 páginasLluvia de IdeasVanessa Belon DiazAinda não há avaliações
- Casos de Judd y CarolineDocumento5 páginasCasos de Judd y CarolineLorena Esquivel75% (4)
- Carta de Despido Por Necesidades de La EmpresaDocumento2 páginasCarta de Despido Por Necesidades de La EmpresaBENJAMIN IGNACIO ROMERO CASTANEDAAinda não há avaliações
- Ergonomía Automotriz 04 ING IIS PIT-EDocumento11 páginasErgonomía Automotriz 04 ING IIS PIT-EJose De La Flor TitoAinda não há avaliações
- Bpm-Plasticos TangDocumento9 páginasBpm-Plasticos TangCindy ValdiviezoAinda não há avaliações
- Análisis Del Ciclo de Vida Del Calzado y EcoetiquetadoDocumento8 páginasAnálisis Del Ciclo de Vida Del Calzado y EcoetiquetadoJavierJaimesAinda não há avaliações
- Oficio TolucaDocumento3 páginasOficio TolucaDiana Caroina L. N.Ainda não há avaliações
- Etapa 3 - Definir El Objetivo, Alcance Del ACV y Analisis Del InventarioDocumento5 páginasEtapa 3 - Definir El Objetivo, Alcance Del ACV y Analisis Del InventarioAndresAinda não há avaliações
- Proyecto CarbfixDocumento10 páginasProyecto CarbfixPaola Thalia Loayza MerinoAinda não há avaliações
- Comunicación Del Riesgo en La Ciudad de CórdobaDocumento14 páginasComunicación Del Riesgo en La Ciudad de CórdobaFranco KreikerAinda não há avaliações
- Tratamiento de Residuos SólidosDocumento108 páginasTratamiento de Residuos SólidosJoséFreireAinda não há avaliações
- Procesos Industriales SosteniblesDocumento34 páginasProcesos Industriales SosteniblesAlexisSmithSFAinda não há avaliações
- ECA Diagrama de Gantt Avances de Proyectos GralDocumento12 páginasECA Diagrama de Gantt Avances de Proyectos GralCarlox leonardo GutierrezAinda não há avaliações
- Como Elaborar Una Bolsa de PlasticoDocumento6 páginasComo Elaborar Una Bolsa de PlasticoErick Sayd ContrerasAinda não há avaliações
- Descripcion Del Proceso para La Elaboración de Plástico RecicladoDocumento2 páginasDescripcion Del Proceso para La Elaboración de Plástico RecicladoAna LauraAinda não há avaliações
- Método de Valoración Contingente PTAR Cusco PDFDocumento213 páginasMétodo de Valoración Contingente PTAR Cusco PDFJose Antonio Nuñez CorralesAinda não há avaliações
- Bio FillDocumento22 páginasBio FillJose VillanuevaAinda não há avaliações
- Papelera Recicladora de CartonDocumento12 páginasPapelera Recicladora de Cartondavid condori moraAinda não há avaliações
- Plan de Gestión Integral de Residuos Sólidos 1Documento27 páginasPlan de Gestión Integral de Residuos Sólidos 1Ariel CarreñoAinda não há avaliações
- Diagnostico para La Creacion de Una Empr PDFDocumento130 páginasDiagnostico para La Creacion de Una Empr PDFdelpilaricaAinda não há avaliações
- Proyecto Plasticos Biodegradables Final 1, 2, 3-1Documento57 páginasProyecto Plasticos Biodegradables Final 1, 2, 3-1JOSE ANTONIO VALDEZ UTURUNCO100% (1)
- Elaboración de Bioplástico ComestibleDocumento2 páginasElaboración de Bioplástico ComestibleVanesa González FernándezAinda não há avaliações
- Diapositivas Sistemas de Gestion Ambiental Produccion de Tecnologias LimpiasDocumento16 páginasDiapositivas Sistemas de Gestion Ambiental Produccion de Tecnologias LimpiasDianaly Risco GarcíaAinda não há avaliações
- Especificaciones Tecnicas de Equipos Camal-2006Documento4 páginasEspecificaciones Tecnicas de Equipos Camal-2006Edwinsiñho CruzAinda não há avaliações
- PLASTICO Proyecto FinalDocumento20 páginasPLASTICO Proyecto Finaljhosue cevallosAinda não há avaliações
- EcoeficienciaDocumento15 páginasEcoeficienciaYajaiira TOrres Angeles0% (1)
- El Proceso de Reciclaje de PlásticoDocumento8 páginasEl Proceso de Reciclaje de PlásticoDARWIN DAVID ROJANO BLANCOAinda não há avaliações
- Operaciones y Procesos Unitarios en La Tecnologia IndustrialDocumento6 páginasOperaciones y Procesos Unitarios en La Tecnologia IndustrialRosario LOPEZ TORDECILLOAinda não há avaliações
- Informacion de PapelDocumento7 páginasInformacion de PapelRicardodbAinda não há avaliações
- Black & DeckerDocumento2 páginasBlack & DeckerJohan Rosas Taipe0% (2)
- Tipos de Envases BiodegradablesDocumento6 páginasTipos de Envases BiodegradablesRonnyDuran50% (2)
- Identificacion de Aspectos e Impactos Ambient AlesDocumento16 páginasIdentificacion de Aspectos e Impactos Ambient AlesJuan Carlos LiconaAinda não há avaliações
- Plapasa Auditoria Ambiental de CumplimientoDocumento87 páginasPlapasa Auditoria Ambiental de CumplimientoJoel Nieto CórdovaAinda não há avaliações
- Clase Costo ObjetivoDocumento6 páginasClase Costo Objetivoseven_peruAinda não há avaliações
- Envases PlasticosDocumento195 páginasEnvases Plasticosdiegosaro23100% (1)
- Modelo de Programa Higiene y Seguridad en Contextos Reales de Trabajo IIIDocumento3 páginasModelo de Programa Higiene y Seguridad en Contextos Reales de Trabajo IIIAnonymous 5rJ3AiAinda não há avaliações
- Soluciónario - Seguridad IndustrialDocumento6 páginasSoluciónario - Seguridad IndustrialLeticia T MontesinosAinda não há avaliações
- Colombia en El Ambiente GlobalDocumento20 páginasColombia en El Ambiente GlobaljsebastianpmoyaAinda não há avaliações
- Proyecto PMLDocumento47 páginasProyecto PMLLeonardo JimenezAinda não há avaliações
- TRABAJO PRÁCTICO AsdasdasDocumento8 páginasTRABAJO PRÁCTICO AsdasdasClaudio FloresAinda não há avaliações
- Los Plasticos FinalDocumento44 páginasLos Plasticos FinalBrecia Cabrera HuamanñahuiAinda não há avaliações
- S9 IshikawaDocumento8 páginasS9 IshikawaKarenAinda não há avaliações
- Infografia Industria Del PlasticoDocumento1 páginaInfografia Industria Del PlasticoGisella PINILLA VILLALOBOSAinda não há avaliações
- Envase de PlasticoDocumento8 páginasEnvase de PlasticoAnonymous aKl2vBvYqAinda não há avaliações
- Perfil de Pasantia+++ PDFDocumento10 páginasPerfil de Pasantia+++ PDFLizeth Leon ChavezAinda não há avaliações
- Residuos Sólidos CONSTRUCCION-2Documento24 páginasResiduos Sólidos CONSTRUCCION-2Gloria Ruiz CeliAinda não há avaliações
- Cuestionario de Medio Ambiente Examen FinalDocumento51 páginasCuestionario de Medio Ambiente Examen FinalCristhian Ronaldo Flores SainzAinda não há avaliações
- PLAN DE GESTIÓN INTEGRAL DE RESIDUOS GENERADOS Barberia Real MenDocumento29 páginasPLAN DE GESTIÓN INTEGRAL DE RESIDUOS GENERADOS Barberia Real MenDavid ArcosAinda não há avaliações
- Metodo de Costos Evit o Inducidos (Exposicion)Documento4 páginasMetodo de Costos Evit o Inducidos (Exposicion)MiskiDextreAinda não há avaliações
- Factor MaterialDocumento10 páginasFactor MaterialJose Carlos MaceaAinda não há avaliações
- Reciclaje de Plásticos en La Ciudad de AmbatoDocumento12 páginasReciclaje de Plásticos en La Ciudad de AmbatoMona ConstanteAinda não há avaliações
- Calidad Del Proceso Productivo EmalcoDocumento36 páginasCalidad Del Proceso Productivo Emalcoffcardenas100% (2)
- Sistema Trazabilidad AgroIndustrial TAIDocumento7 páginasSistema Trazabilidad AgroIndustrial TAIJorge Santiago MontielAinda não há avaliações
- Informe Final de Auditoria Ambiental Interna - Empresa PlapasaDocumento18 páginasInforme Final de Auditoria Ambiental Interna - Empresa PlapasaKatherine Jurado Toledo100% (1)
- 02 - La Economia Ambiental y La EconomiaDocumento12 páginas02 - La Economia Ambiental y La EconomiaAriel FernandezAinda não há avaliações
- Predicción y Evaluación de Impactos en El SueloDocumento61 páginasPredicción y Evaluación de Impactos en El SueloJoséLeivaAinda não há avaliações
- Utilización de RSU Como Materiales de ConstrucciónDocumento11 páginasUtilización de RSU Como Materiales de ConstrucciónValeria Málaga VargasAinda não há avaliações
- Analisis de LA PERILLADocumento13 páginasAnalisis de LA PERILLALuis Fuentes NuñezAinda não há avaliações
- 29 Colchones KomfortDocumento22 páginas29 Colchones KomfortSolo Por TiAinda não há avaliações
- Diagrama IshikawaDocumento5 páginasDiagrama IshikawaJewelin ZuriqueAinda não há avaliações
- Resumen Ejecutivo PDFDocumento13 páginasResumen Ejecutivo PDFCesar AndradeAinda não há avaliações
- Aporte Individual MicroeconomiaDocumento10 páginasAporte Individual MicroeconomiaHeidy BadilloAinda não há avaliações
- Practica #2 2018Documento15 páginasPractica #2 2018RubenAinda não há avaliações
- PDF PringlesDocumento12 páginasPDF PringlesShirley DueñasAinda não há avaliações
- Mejora Del Envase Del Yogurt.Documento3 páginasMejora Del Envase Del Yogurt.Anonymous dtgDb5o3HgAinda não há avaliações
- Situaciones para Estudiar FraccionesDocumento7 páginasSituaciones para Estudiar FraccionesVictoria MontenegroAinda não há avaliações
- Actividad ParcialDocumento4 páginasActividad Parciallamb of god lamb of god100% (1)
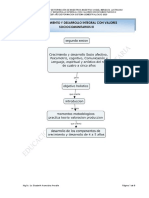
- U.F Crecimiento Y Desarrollo Integral Con Valores Sociocomunitarios IiiDocumento8 páginasU.F Crecimiento Y Desarrollo Integral Con Valores Sociocomunitarios IiiPriscila PardoAinda não há avaliações
- Banco de Preguntas PDFDocumento33 páginasBanco de Preguntas PDFOvidio MiniAinda não há avaliações
- Guía 1 PEIDocumento10 páginasGuía 1 PEIJessica HernándezAinda não há avaliações
- Pedagogia Del SillpanchoDocumento2 páginasPedagogia Del SillpanchoEdwin Gustavo Layme MareñoAinda não há avaliações
- El Paraguas de WittgensteinDocumento3 páginasEl Paraguas de WittgensteinEl-Egan Lamors100% (1)
- Edit Libro 02 03 tcm30-100321Documento22 páginasEdit Libro 02 03 tcm30-100321ggasfasAinda não há avaliações
- Terapia PsicológicaDocumento13 páginasTerapia PsicológicaAndrea MiñoAinda não há avaliações
- Love of LesbianDocumento4 páginasLove of Lesbianfrancis aldraxAinda não há avaliações
- 8 Augusto Carranza PDFDocumento35 páginas8 Augusto Carranza PDFJuvenal Quispe PumaAinda não há avaliações
- Las Relaciones Entre España Y China, Una Larga HistoriaDocumento13 páginasLas Relaciones Entre España Y China, Una Larga HistoriaLaura AbrilAinda não há avaliações
- Libro1 Ficha SiamDocumento1 páginaLibro1 Ficha SiamFernando BenitesAinda não há avaliações
- La Última HojaDocumento8 páginasLa Última HojaKemberli gualdronAinda não há avaliações
- Cuaestionario y Guia de AromaticosDocumento4 páginasCuaestionario y Guia de AromaticosMajose ValerianoAinda não há avaliações
- Boletín 003Documento6 páginasBoletín 003Sandry Ortega SuarezAinda não há avaliações
- Anatomia Del Globo OcularDocumento5 páginasAnatomia Del Globo OcularPerla Perez RodriguezAinda não há avaliações
- Capitulo 15 BioquimicaDocumento8 páginasCapitulo 15 BioquimicaElianeAinda não há avaliações
- TERMODINÁMICADocumento30 páginasTERMODINÁMICAEvaAinda não há avaliações
- Taxonomías Listas YasminDocumento52 páginasTaxonomías Listas YasminJamil BironAinda não há avaliações
- Tolva de 15 M3Documento10 páginasTolva de 15 M3Marisue FerrerAinda não há avaliações
- Tesis Web PDFDocumento21 páginasTesis Web PDFRead ReadAinda não há avaliações
- PLAN DE CONTINGENCIA TRANSLAGO 2022 CisternasDocumento26 páginasPLAN DE CONTINGENCIA TRANSLAGO 2022 CisternasGuillermo AcostaAinda não há avaliações
- Reconocimiento Judicial de Embarazo - SilviaDocumento3 páginasReconocimiento Judicial de Embarazo - SilviaCarmen Melgar O̲̲̅̅f̲̲̅̅ı̲̲̅̅c̲̲̅̅ı̲̲̅̅a̲̲̅̅l̲FbAinda não há avaliações
- Economía II. Bloque II. Actividades 6, 7, 8 y 9.Documento6 páginasEconomía II. Bloque II. Actividades 6, 7, 8 y 9.Gustavo MartínezAinda não há avaliações