Você também pode gostar
- LatonDocumento9 páginasLatonDario MetalurgicaAinda não há avaliações
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSANo EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAinda não há avaliações
- Influencia Del % de Aluminio, Espesor y Temperatura de Colada Sobre La Dureza de LatonDocumento37 páginasInfluencia Del % de Aluminio, Espesor y Temperatura de Colada Sobre La Dureza de LatonPedro RodriguezAinda não há avaliações
- A2 86Documento8 páginasA2 86Jesus Antonio Zuniga MartinezAinda não há avaliações
- Monitoreo de Uniones Soldadas de Acero Estructural Utilizando Ruido Magnético de BarkhausenDocumento12 páginasMonitoreo de Uniones Soldadas de Acero Estructural Utilizando Ruido Magnético de BarkhausenVictor DavidAinda não há avaliações
- 8 Simoncini 11 11Documento25 páginas8 Simoncini 11 11Il Il Il IlAinda não há avaliações
- Influencia de Los Tratamientos Superficiales en La Vida Útil A ... - SAMDocumento4 páginasInfluencia de Los Tratamientos Superficiales en La Vida Útil A ... - SAMDiego AtehortuaAinda não há avaliações
- Metalografia de Un Acero 1020Documento8 páginasMetalografia de Un Acero 1020EDWIN ANDRES RAMOS NIÑOAinda não há avaliações
- Soldadura de Los Bronce - Aluminio Complejos: Samuel Rosario FranciaDocumento11 páginasSoldadura de Los Bronce - Aluminio Complejos: Samuel Rosario Franciajuan floresAinda não há avaliações
- INTRODUCCION RecubrimientoDocumento4 páginasINTRODUCCION RecubrimientolorenaAinda não há avaliações
- Heterogeneidades Superficiales en AluminiosDocumento14 páginasHeterogeneidades Superficiales en AluminiosJavier padronAinda não há avaliações
- Xdoc - MX Resistencia Al Desgaste e Impacto de Fundiciones EsferoidalesDocumento5 páginasXdoc - MX Resistencia Al Desgaste e Impacto de Fundiciones Esferoidalesgerfelc_7Ainda não há avaliações
- Seleccion de Acero para El Motor de FondoDocumento4 páginasSeleccion de Acero para El Motor de FondoRodrigo FloresAinda não há avaliações
- 004 - Corrosión Ambiente Marino Acero Galvanizado y Acero Galvanizado PintadoDocumento8 páginas004 - Corrosión Ambiente Marino Acero Galvanizado y Acero Galvanizado PintadoGary MartinAinda não há avaliações
- IM AN Practica 4 LopezRKDocumento5 páginasIM AN Practica 4 LopezRKMauricio RosasAinda não há avaliações
- 1-Texto Del Artículo-1-2-10-20200918Documento7 páginas1-Texto Del Artículo-1-2-10-20200918lorena14Ainda não há avaliações
- 1209 Fase Sigma Aços DuplexDocumento14 páginas1209 Fase Sigma Aços DuplexHollmesAinda não há avaliações
- El Magnesio y Sus AleacionesDocumento17 páginasEl Magnesio y Sus AleacionesZoralia GuillénAinda não há avaliações
- Dialnet EfectoDeLaComposicionQuimicaEnElComportamientoMeca 6053081 PDFDocumento10 páginasDialnet EfectoDeLaComposicionQuimicaEnElComportamientoMeca 6053081 PDFAnonymous SwqsnOtAinda não há avaliações
- 1243 1257 1 PB PDFDocumento13 páginas1243 1257 1 PB PDFJuan UrueñaAinda não há avaliações
- Agrietamiento Laminar en Componentes de CalderasDocumento6 páginasAgrietamiento Laminar en Componentes de CalderasryobanoloAinda não há avaliações
- 327999-Texto Del Art - Culo-127313-2-10-20210416Documento8 páginas327999-Texto Del Art - Culo-127313-2-10-20210416Knw CalidadAinda não há avaliações
- Corrosion A Altas Temperaturas 01Documento7 páginasCorrosion A Altas Temperaturas 01jose luisAinda não há avaliações
- Practica Aleaciones de AluminioDocumento16 páginasPractica Aleaciones de AluminioLuis Angel Moreno EscutiaAinda não há avaliações
- Corrosión - Diseño-TrifactorialDocumento38 páginasCorrosión - Diseño-TrifactorialCesia SilvaAinda não há avaliações
- Determinación de La Velocidad de Corrosión en Aceros AISI SAE 1010, 1020 y 1045 Implantados Con Iones de TitanioDocumento9 páginasDeterminación de La Velocidad de Corrosión en Aceros AISI SAE 1010, 1020 y 1045 Implantados Con Iones de TitanioFelipe SanabriaAinda não há avaliações
- Estudio Del Comportamiento A Fractura de Una Aleación de AluminioDocumento6 páginasEstudio Del Comportamiento A Fractura de Una Aleación de AluminioMaria Camila RestrepoAinda não há avaliações
- Mbarrera, 3 A Angulo BiselDocumento12 páginasMbarrera, 3 A Angulo Biseljhonmaster148Ainda não há avaliações
- Oxidación y Corrosion A Alta Temperatura de Un AceroDocumento5 páginasOxidación y Corrosion A Alta Temperatura de Un Acerochrisriv0202Ainda não há avaliações
- DesgasteDocumento8 páginasDesgastezen264Ainda não há avaliações
- 7 SimonciniDocumento12 páginas7 SimoncinicristiantellezAinda não há avaliações
- Efectos de La Aplicación de Tratamientos...Documento11 páginasEfectos de La Aplicación de Tratamientos...Jhan RangeAinda não há avaliações
- Efecto Del Contenido de Espinela Sobre La Resistencia Al Ataque de Escoria de Los Revestimientos Refractarios de Alta AlúminaDocumento14 páginasEfecto Del Contenido de Espinela Sobre La Resistencia Al Ataque de Escoria de Los Revestimientos Refractarios de Alta AlúminaDiego Fernando Pacheco SantosAinda não há avaliações
- Efectos de La EscoriaDocumento14 páginasEfectos de La EscoriaDavidAinda não há avaliações
- Tratamiento TermicoDocumento8 páginasTratamiento TermicoDario MetalurgicaAinda não há avaliações
- Estudio de La Influencia Del Tratamiento Termico Del AluminioDocumento6 páginasEstudio de La Influencia Del Tratamiento Termico Del AluminiopetshopboysAinda não há avaliações
- Aleacion Zinc y MagnesioDocumento10 páginasAleacion Zinc y MagnesioMaria HerasAinda não há avaliações
- Paper - Estudio Sobre La Disolucion de Fase Sigma en Un Acero Duplex S31803Documento8 páginasPaper - Estudio Sobre La Disolucion de Fase Sigma en Un Acero Duplex S31803Elmostro2Ainda não há avaliações
- Realidad ProblemáticaDocumento3 páginasRealidad ProblemáticaAntonySamirChuicaVegaAinda não há avaliações
- Informe Frio CalienteDocumento19 páginasInforme Frio CalienteJefferson PinanjotaAinda não há avaliações
- Efecto Del Azufre en Aceros PDFDocumento4 páginasEfecto Del Azufre en Aceros PDFBenjamin FigueroaAinda não há avaliações
- Api 5L X52 PDFDocumento12 páginasApi 5L X52 PDFOmar DiazAinda não há avaliações
- Efecto de Las Variables Del Procedimiento de Soldadura Sobre Las Propiedades Mecánicas y La Resistencia A La Corrosión en Depósitos de Soldadura de Aceros Inoxidables SupermartensíticosDocumento384 páginasEfecto de Las Variables Del Procedimiento de Soldadura Sobre Las Propiedades Mecánicas y La Resistencia A La Corrosión en Depósitos de Soldadura de Aceros Inoxidables SupermartensíticosPUGBA PUGAinda não há avaliações
- ARTICULO L GIL Et AlDocumento17 páginasARTICULO L GIL Et AlLinda GilAinda não há avaliações
- Informe de Aluminio MangesioDocumento12 páginasInforme de Aluminio MangesioJuan VillacisAinda não há avaliações
- Laboratorio Latón FINALDocumento17 páginasLaboratorio Latón FINALIan BermúdezAinda não há avaliações
- Metalografia de La SoldaduraDocumento19 páginasMetalografia de La SoldaduraOmar LlanosAinda não há avaliações
- Review EdsonDocumento6 páginasReview EdsonJOSE ANTONIO CHAMBI QUISPEAinda não há avaliações
- Inhibidores de Escaso Impacto Medioambiental. Sistemas Basados en Tierras RarasDocumento7 páginasInhibidores de Escaso Impacto Medioambiental. Sistemas Basados en Tierras RarasFabio Farje VilcarromeroAinda não há avaliações
- Informe MetalografiaDocumento18 páginasInforme MetalografiaCarlos Arias100% (2)
- Metalografia Mediante Replicas MetalográficasDocumento6 páginasMetalografia Mediante Replicas MetalográficasSmah Hams MAinda não há avaliações
- Soldadura Acero HadfieldDocumento28 páginasSoldadura Acero Hadfieldcuisrobertito100% (1)
- Documento de JesúsDocumento4 páginasDocumento de JesúsGamecity -El canal de GameplaysAinda não há avaliações
- Evaluación y Puesta A Punto de Superficies Obtenidas MedianteDocumento22 páginasEvaluación y Puesta A Punto de Superficies Obtenidas MedianteKarina OlmedoAinda não há avaliações
- CorrosionDocumento14 páginasCorrosionJesus Vingula BalvinAinda não há avaliações
- Aleaciones de MagnesioDocumento5 páginasAleaciones de MagnesioShuliAPAinda não há avaliações
- LSP P1 Jácome PillajoDocumento12 páginasLSP P1 Jácome PillajoDanilo PillajoAinda não há avaliações
- Efecto de La Temperatura de Austemperizado en La Velocidad de Crecimiento de Grietas en Hierros Nodulares Modificados Con Cobre, Niquel Y/o MolibdenoDocumento9 páginasEfecto de La Temperatura de Austemperizado en La Velocidad de Crecimiento de Grietas en Hierros Nodulares Modificados Con Cobre, Niquel Y/o MolibdenoDaVishur WthAinda não há avaliações
- Solicitud de PostulacionDocumento5 páginasSolicitud de PostulacionVanesaAinda não há avaliações
- Resumen Engranajes 1Documento29 páginasResumen Engranajes 1gustavo12Ainda não há avaliações
- Cálculo de La Huella Hídrica. Huella de Agua - Instituto Superior de Medio AmbienteDocumento1 páginaCálculo de La Huella Hídrica. Huella de Agua - Instituto Superior de Medio Ambientegustavo12Ainda não há avaliações
- LaGeo - Energía Geotermica en El Salvador, CentralesDocumento1 páginaLaGeo - Energía Geotermica en El Salvador, Centralesgustavo12Ainda não há avaliações
- Blog Ferroli - Calefacción, Climatización y Energías Renovables Informe Sobre La Eficiencia Energética en Los Hogares EspañolesDocumento2 páginasBlog Ferroli - Calefacción, Climatización y Energías Renovables Informe Sobre La Eficiencia Energética en Los Hogares Españolesgustavo12Ainda não há avaliações
- Eficiencia Energética en La Construcción - 4 Ejemplos - HipotecasDocumento5 páginasEficiencia Energética en La Construcción - 4 Ejemplos - Hipotecasgustavo12Ainda não há avaliações
- ¿Qué Potencia de Aire Acondicionado Necesito - Fórmula y Factores de CálculoDocumento4 páginas¿Qué Potencia de Aire Acondicionado Necesito - Fórmula y Factores de Cálculogustavo12Ainda não há avaliações
- Coeficientes de Rendimiento (COP) y Eficiencia Energética en El Ciclo de Refrigeración (EER) de La Bomba de CalorDocumento4 páginasCoeficientes de Rendimiento (COP) y Eficiencia Energética en El Ciclo de Refrigeración (EER) de La Bomba de Calorgustavo12Ainda não há avaliações
- La Gestión Del Agua y Eficiencia Hídrica - AnavamDocumento3 páginasLa Gestión Del Agua y Eficiencia Hídrica - Anavamgustavo12Ainda não há avaliações
- Guía de Prácticas de Laboratorio Quíorg Ii. Sep2019Documento38 páginasGuía de Prácticas de Laboratorio Quíorg Ii. Sep2019Tatiana GuashpaAinda não há avaliações
- 1058908@especificaciones de Puentes Tipo Boveda.Documento3 páginas1058908@especificaciones de Puentes Tipo Boveda.Denisse Alicia HerreraAinda não há avaliações
- Comercial Libro Pesos TeoricosDocumento25 páginasComercial Libro Pesos TeoricosSabdiel MoralesAinda não há avaliações
- 03.-Especificaciones Tecnicas ArquitecturaDocumento22 páginas03.-Especificaciones Tecnicas ArquitecturaHarold Lazo ValdiviaAinda não há avaliações
- Trabajo Fyq Elemento y CompuestoDocumento8 páginasTrabajo Fyq Elemento y Compuestoaalonsovalverde123Ainda não há avaliações
- Orgcnicaclase 2Documento5 páginasOrgcnicaclase 2maria fernanda carquin marcosAinda não há avaliações
- Memoria Descriptiva AguaDocumento5 páginasMemoria Descriptiva AguaYeison Oscar Luera QuilicheAinda não há avaliações
- Avaluo #1 Cerca Perimetral SiaresDocumento6 páginasAvaluo #1 Cerca Perimetral SiaresArlen Lisseth Ñurinda LanuzaAinda não há avaliações
- Martes3a5 - Grupo#2 - Práctica 1Documento2 páginasMartes3a5 - Grupo#2 - Práctica 1Emely Salgado100% (1)
- ITEMs Paso 6Documento30 páginasITEMs Paso 6Veronica SaenzAinda não há avaliações
- Planilla PaguraDocumento66 páginasPlanilla PagurapandulcesalAinda não há avaliações
- Tipos de BracketsDocumento37 páginasTipos de Bracketsnadia Tovar Garcia100% (3)
- 4.1 Patrimonio Cultural Arqueológico - AnexoDocumento22 páginas4.1 Patrimonio Cultural Arqueológico - Anexoscoral69Ainda não há avaliações
- Hojas para Protafolio Unidad 2Documento15 páginasHojas para Protafolio Unidad 2MOLINA MATA PEDRO YAHIRAinda não há avaliações
- Entalpía de FormaciónDocumento1 páginaEntalpía de Formaciónpedritolopez0% (1)
- Tai-869 MotorDocumento1 páginaTai-869 Motordeyner pizan corcueraAinda não há avaliações
- Programa de Lubricacion Equipos PlantasDocumento3 páginasPrograma de Lubricacion Equipos PlantasFrank Ayque C.Ainda não há avaliações
- Informe de Practica N°2 - Química OrganicaDocumento11 páginasInforme de Practica N°2 - Química OrganicaMilena del Cisne Santorum ChalacanAinda não há avaliações
- Aplicación en La ConstrucciónDocumento4 páginasAplicación en La ConstrucciónmayuAinda não há avaliações
- Programa Analítico Envases y EmbalajesDocumento6 páginasPrograma Analítico Envases y EmbalajesLiliana ChamorroAinda não há avaliações
- Primer Parcial (Fundamentos de Corrosión) - Revisión Del IntentoDocumento7 páginasPrimer Parcial (Fundamentos de Corrosión) - Revisión Del IntentoJOSE HERNAN BUITRAGO DIAZAinda não há avaliações
- Liquidacion de Obra Administracion DirectaDocumento24 páginasLiquidacion de Obra Administracion DirectafranklinAinda não há avaliações
- Crestapol Information Guide SpanishDocumento9 páginasCrestapol Information Guide SpanishcockeiserAinda não há avaliações
- Cementos de Ionomero de Vidrio (Catedra Biomateriales Ujap 2023)Documento49 páginasCementos de Ionomero de Vidrio (Catedra Biomateriales Ujap 2023)mcresposegoviaAinda não há avaliações
- 05.01.07 (08) (09) Concreto F'C 210 kg-cm2 en MuroDocumento5 páginas05.01.07 (08) (09) Concreto F'C 210 kg-cm2 en Muroopty3Ainda não há avaliações
- Portafolio DF-20Documento54 páginasPortafolio DF-20Diana Jaidith RodríguezAinda não há avaliações
- Uso de Hidroxido Cálcico en Mezclas de ConcretoDocumento107 páginasUso de Hidroxido Cálcico en Mezclas de ConcretoAlejandroCruzAinda não há avaliações
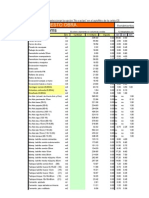
- Lista de Precio Por Mayor Actual 2023+Documento27 páginasLista de Precio Por Mayor Actual 2023+Yer GMlAinda não há avaliações
- NMX S 039 Scfi 2000 PDFDocumento41 páginasNMX S 039 Scfi 2000 PDFArturo AlvaAinda não há avaliações