Você também pode gostar
- Space layout and electrical details for floors B01 and B02Documento3 páginasSpace layout and electrical details for floors B01 and B02Youssry Elsayed MohamedAinda não há avaliações
- الرسم الفني للتبريد وتكييف الهواءDocumento353 páginasالرسم الفني للتبريد وتكييف الهواءYoussry Elsayed MohamedAinda não há avaliações
- Clean Room Presentation ISPEDocumento62 páginasClean Room Presentation ISPEBNPARIKH75% (4)
- 750-291 OM Profire-NTXL May09Documento68 páginas750-291 OM Profire-NTXL May09Youssry Elsayed MohamedAinda não há avaliações
- 750-281 Level MasterDocumento58 páginas750-281 Level MasterHector Daniel Urbano MendozaAinda não há avaliações
- From Lec.1 To Lec.26Documento114 páginasFrom Lec.1 To Lec.26Youssry Elsayed MohamedAinda não há avaliações
- M/Series Installation, Operation, Service, and Parts ManualDocumento80 páginasM/Series Installation, Operation, Service, and Parts ManualYoussry Elsayed MohamedAinda não há avaliações
- Boiler Book 2011Documento1.140 páginasBoiler Book 2011Youssry Elsayed MohamedAinda não há avaliações
- Boiler and Condenser Mechanic (2754)Documento13 páginasBoiler and Condenser Mechanic (2754)Youssry Elsayed MohamedAinda não há avaliações
- Engineering Manual - Industrial BoilersDocumento32 páginasEngineering Manual - Industrial BoilersYoussry Elsayed MohamedAinda não há avaliações
- 750-236 ADAC Operations and Maintenance ManualDocumento80 páginas750-236 ADAC Operations and Maintenance ManualYoussry Elsayed MohamedAinda não há avaliações
- ASR-3000 User Manual PDFDocumento43 páginasASR-3000 User Manual PDFYoussry Elsayed MohamedAinda não há avaliações
- Elco References IndustialDocumento20 páginasElco References IndustialYoussry Elsayed MohamedAinda não há avaliações
- BR SteamBoilers enDocumento24 páginasBR SteamBoilers enYoussry Elsayed MohamedAinda não há avaliações
- Steam SystemsDocumento32 páginasSteam SystemsYoussry Elsayed MohamedAinda não há avaliações
- 9448578-5 Burner03-2013 GBDocumento86 páginas9448578-5 Burner03-2013 GBYoussry Elsayed MohamedAinda não há avaliações
- Burner MaintanenceDocumento27 páginasBurner MaintanenceYoussry Elsayed MohamedAinda não há avaliações
- ASR-3000 Service ManualDocumento26 páginasASR-3000 Service ManualYoussry Elsayed MohamedAinda não há avaliações
- Alfa LavalRCPL 2008Documento259 páginasAlfa LavalRCPL 2008Youssry Elsayed MohamedAinda não há avaliações
- Anesthesia SystemDocumento6 páginasAnesthesia SystemYoussry Elsayed MohamedAinda não há avaliações
- A16 Jaimes KeiseDocumento31 páginasA16 Jaimes KeiseYoussry Elsayed MohamedAinda não há avaliações
- Air ConditionersDocumento16 páginasAir ConditionersYoussry Elsayed MohamedAinda não há avaliações
- ABB Liquid Level Monitors PDFDocumento12 páginasABB Liquid Level Monitors PDFYoussry Elsayed MohamedAinda não há avaliações
- PDFDocumento50 páginasPDFYoussry Elsayed MohamedAinda não há avaliações
- 2013 Low Pressure Boiler - FINAL - .24jan13 PDFDocumento1 página2013 Low Pressure Boiler - FINAL - .24jan13 PDFYoussry Elsayed MohamedAinda não há avaliações
- BoilersDocumento2 páginasBoilersYoussry Elsayed MohamedAinda não há avaliações
- BoilersDocumento2 páginasBoilersYoussry Elsayed MohamedAinda não há avaliações
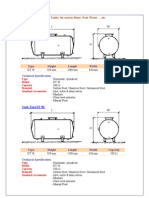
- Daily Fuel TankDocumento6 páginasDaily Fuel TankYoussry Elsayed MohamedAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Predict Pipe4 1 PINDocumento4 páginasPredict Pipe4 1 PINKalyankumar KrishnamoorthyAinda não há avaliações
- IntJHydrogenEnergy v41 P13308to13314Documento7 páginasIntJHydrogenEnergy v41 P13308to13314SapphireAinda não há avaliações
- Lockhart&Martinelli ImprovedDocumento12 páginasLockhart&Martinelli Improvedrui_filho_12Ainda não há avaliações
- CHEMISTRY 0620 Learner Guide 2023 - 25Documento50 páginasCHEMISTRY 0620 Learner Guide 2023 - 25Varun MangotraAinda não há avaliações
- EXP-PR-EQ080-R1-EN SeparatorsDocumento119 páginasEXP-PR-EQ080-R1-EN SeparatorshediAinda não há avaliações
- AntisurgeDocumento4 páginasAntisurgeparrastevens930Ainda não há avaliações
- Differential Relay Transformer ProtectionDocumento17 páginasDifferential Relay Transformer ProtectionchethanAinda não há avaliações
- Aluka 3e Ch5 PDFDocumento37 páginasAluka 3e Ch5 PDFTHARINDU SENDANAYAKAAinda não há avaliações
- 1.2 MptpappDocumento32 páginas1.2 MptpappsourajpatelAinda não há avaliações
- Micro 171 PDFDocumento8 páginasMicro 171 PDFTuyen NguyenAinda não há avaliações
- Pepper and Corvi 1995 IIIDocumento79 páginasPepper and Corvi 1995 IIIPicoloAinda não há avaliações
- University of Kerala Mechanical Engineering Scheme of Studies and Examination and Syllabus For B. Tech Degree Iii To Viii Semesters 2003 SchemeDocumento68 páginasUniversity of Kerala Mechanical Engineering Scheme of Studies and Examination and Syllabus For B. Tech Degree Iii To Viii Semesters 2003 SchemeSree JithAinda não há avaliações
- 5-E-Mass Transfer I PDFDocumento2 páginas5-E-Mass Transfer I PDFMani SinghAinda não há avaliações
- Mercury Emissions from Indian Coal Power PlantsDocumento6 páginasMercury Emissions from Indian Coal Power Plantspradhith kattaAinda não há avaliações
- AN INTRODUCTION TO PIPELINE PIGGING. by Robert Davidson Halliburton Pipeline and Process ServicesDocumento12 páginasAN INTRODUCTION TO PIPELINE PIGGING. by Robert Davidson Halliburton Pipeline and Process ServicesYuni Kustiar100% (1)
- C 10ef 2 0 Explain StemscopediaDocumento7 páginasC 10ef 2 0 Explain Stemscopediaapi-2368267470% (1)
- Operation of A Single Shaft Gas TurbineDocumento3 páginasOperation of A Single Shaft Gas TurbinerajanAinda não há avaliações
- Fluid Mechanics Lecture Notes I 1Documento80 páginasFluid Mechanics Lecture Notes I 1123ryuoneAinda não há avaliações
- Test Series - NEET - Schedule (XII & RM) For NEET-2022 - Phase-01 - Code-BDocumento2 páginasTest Series - NEET - Schedule (XII & RM) For NEET-2022 - Phase-01 - Code-BAman PanchalAinda não há avaliações
- Classroom Notes Module I Acoustics and ElectroacousticsDocumento56 páginasClassroom Notes Module I Acoustics and Electroacousticsgreatsparkle5Ainda não há avaliações
- Gas MoversDocumento36 páginasGas MoversSupriya bhattacharjeeAinda não há avaliações
- 20IND11 Publishable SummaryDocumento8 páginas20IND11 Publishable SummaryAnonymous y3tPCbVrAinda não há avaliações
- Endress+Hauser Proline Promass 84 Modbus RS485 - OperationDocumento134 páginasEndress+Hauser Proline Promass 84 Modbus RS485 - Operationbiotech666Ainda não há avaliações
- Calibration of Nonlinear Laminar Flow Elements 2009 WangDocumento10 páginasCalibration of Nonlinear Laminar Flow Elements 2009 WangccwangAinda não há avaliações
- R.KMRLIK'S NEWTON CLPSSES REVISION NOTES CLASS IX CBSE - SCIENCE CHAPTER 1Documento11 páginasR.KMRLIK'S NEWTON CLPSSES REVISION NOTES CLASS IX CBSE - SCIENCE CHAPTER 1crapjorust123Ainda não há avaliações
- Pitot Research PaperDocumento7 páginasPitot Research PaperBlue BlazeAinda não há avaliações
- Elementary Principles of Chemical Processes, 4th Edition (PDFDrive) - 15-17Documento3 páginasElementary Principles of Chemical Processes, 4th Edition (PDFDrive) - 15-17Lê Quỳnh0% (1)
- Wet Test Gas Flow Meter User ManualDocumento11 páginasWet Test Gas Flow Meter User ManualHiran ChathurangaAinda não há avaliações
- Industrial Preparation of AmmoniaDocumento13 páginasIndustrial Preparation of AmmonianeethulalminiAinda não há avaliações
- Feasibility of Hydrogen Bunkering Final 080419Documento84 páginasFeasibility of Hydrogen Bunkering Final 080419Stefano QuattriniAinda não há avaliações