Você também pode gostar
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987No EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonAinda não há avaliações
- SpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074Documento48 páginasSpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074ABRAHAM SILVA HERNANDEZAinda não há avaliações
- Influence of Heat Treatments On Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718Documento16 páginasInfluence of Heat Treatments On Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718agilan89Ainda não há avaliações
- Barekar2014P Overview of Twin Roll Casting of Al AlloysDocumento12 páginasBarekar2014P Overview of Twin Roll Casting of Al AlloyskishoreAinda não há avaliações
- Troubleshooting Induction Hardening Problems - Part 1Documento2 páginasTroubleshooting Induction Hardening Problems - Part 1Jader PitangueiraAinda não há avaliações
- 399 - File Gauge Block PDFDocumento24 páginas399 - File Gauge Block PDFdediprayogiAinda não há avaliações
- Boronizing AVIONDocumento37 páginasBoronizing AVIONManwi Khandelwal100% (1)
- Powerpoint Presentation On Magnesium SuperplasticityDocumento23 páginasPowerpoint Presentation On Magnesium SuperplasticityashvaniAinda não há avaliações
- Investment Casting For Turbine BladesDocumento4 páginasInvestment Casting For Turbine Bladeswiley_01Ainda não há avaliações
- Laser WeldingDocumento11 páginasLaser WeldingnkalaiAinda não há avaliações
- Thread Connector IdentificationDocumento11 páginasThread Connector IdentificationbearAinda não há avaliações
- Sand Casting Defects PosterDocumento1 páginaSand Casting Defects Posterleh antAinda não há avaliações
- Corrosion and Corrosion Test Methods of ZincDocumento9 páginasCorrosion and Corrosion Test Methods of ZincMrPalm LimAinda não há avaliações
- Report - AM in ProductionDocumento140 páginasReport - AM in ProductiontanAinda não há avaliações
- Mil STD 2175aDocumento34 páginasMil STD 2175ainorwoodAinda não há avaliações
- 521+technical Data Sheet V-6Documento2 páginas521+technical Data Sheet V-6TeenTeen GaMingAinda não há avaliações
- CI Properties TTT CompiledDocumento8 páginasCI Properties TTT CompiledRajesh N Priya GopinathanAinda não há avaliações
- Mixer Efficiency. Wenniger FormulaDocumento16 páginasMixer Efficiency. Wenniger FormulacqigAinda não há avaliações
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocumento7 páginasFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahAinda não há avaliações
- Aws WJ 202009Documento78 páginasAws WJ 202009Fernando Emmanuel BenitezAinda não há avaliações
- Bainitic SteelDocumento129 páginasBainitic SteelFethi BELOUISAinda não há avaliações
- Metal Repairs: Laser WeldingDocumento24 páginasMetal Repairs: Laser WeldingV DhinakaranAinda não há avaliações
- Two-Stage Ball Milling of Recycled Machining Chips To Create An Alternative Feedstock Powder For Metal Additive ManufacturingDocumento40 páginasTwo-Stage Ball Milling of Recycled Machining Chips To Create An Alternative Feedstock Powder For Metal Additive ManufacturingJazmínARAinda não há avaliações
- Aiag Cqi-9Documento78 páginasAiag Cqi-9Jorge FernandezAinda não há avaliações
- Govindaraju Resume AeroDocumento3 páginasGovindaraju Resume AeroGovindarajuMyAinda não há avaliações
- Astm E10 2001 PDFDocumento9 páginasAstm E10 2001 PDFSofiaJabadanEspulgarAinda não há avaliações
- Rheocasting of Semi-Solid A357 AluminumDocumento7 páginasRheocasting of Semi-Solid A357 AluminumikehrpAinda não há avaliações
- Analysis of Microcracks in Weld Line of ERW PipeDocumento7 páginasAnalysis of Microcracks in Weld Line of ERW PipeAyon RoyAinda não há avaliações
- Grain Size Measurement According To Astm StandardsDocumento12 páginasGrain Size Measurement According To Astm StandardsIPAinda não há avaliações
- Normalizing Temperature and Time Effect On Micro Structure and Change in Mechanical Properties of Forged Steel Billet For Axle ProductionDocumento3 páginasNormalizing Temperature and Time Effect On Micro Structure and Change in Mechanical Properties of Forged Steel Billet For Axle ProductionAnonymous izrFWiQAinda não há avaliações
- Nasa Rolling-Element Bearings - A Review of State of ArtDocumento87 páginasNasa Rolling-Element Bearings - A Review of State of Artchetan_thakur4278100% (1)
- Effect of Ni and SB Additions and Testing Conditions On The Mechanical Properties and Microstructures of Lead-Free Solder Joints PDFDocumento14 páginasEffect of Ni and SB Additions and Testing Conditions On The Mechanical Properties and Microstructures of Lead-Free Solder Joints PDFGolden ChanAinda não há avaliações
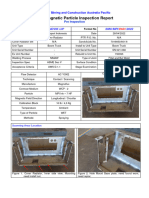
- 109.8181.MPI - Pre.Unit.730395.Cover RadiatorDocumento2 páginas109.8181.MPI - Pre.Unit.730395.Cover RadiatorHerr Ddiman100% (1)
- Iso Astm 52950 2021 PDFDocumento10 páginasIso Astm 52950 2021 PDFFantasticAinda não há avaliações
- DU Sliding Material SpecificationsDocumento55 páginasDU Sliding Material SpecificationsMichał AmborAinda não há avaliações
- Exam Replica Version 1Documento13 páginasExam Replica Version 1Owais MalikAinda não há avaliações
- Measuring and Characterizing Surface TopographyDocumento58 páginasMeasuring and Characterizing Surface TopographyPradeepa KAinda não há avaliações
- Raw vs. Part Heat Treatments - What Is The Difference.Documento4 páginasRaw vs. Part Heat Treatments - What Is The Difference.skluxAinda não há avaliações
- Bulk Deformation ProcessesDocumento41 páginasBulk Deformation ProcessesAbdullahAinda não há avaliações
- PREN Number Effect On AlloyDocumento6 páginasPREN Number Effect On AlloyVed JoshiAinda não há avaliações
- En GJS 600 3Documento2 páginasEn GJS 600 3abhiAinda não há avaliações
- Powder Metallurgy Stainless Steels - Processing Microstructures, and PropertiesDocumento227 páginasPowder Metallurgy Stainless Steels - Processing Microstructures, and PropertiesSamuel TesfayeAinda não há avaliações
- Technology of Machine ToolsDocumento60 páginasTechnology of Machine ToolsMayank SharmaAinda não há avaliações
- Bible of LD and Heat Treatment by AzharDocumento96 páginasBible of LD and Heat Treatment by Azharazher03100% (1)
- Additive Manufacturing With EBM - The Route To ProductionDocumento34 páginasAdditive Manufacturing With EBM - The Route To ProductionDumithJayathilakaAinda não há avaliações
- Mechanical Properties of Steel With A Widmanstatten StructureDocumento3 páginasMechanical Properties of Steel With A Widmanstatten StructureblahsomAinda não há avaliações
- AISI 430 Ferritic Stainless Steel MicrostuctureDocumento7 páginasAISI 430 Ferritic Stainless Steel MicrostuctureAid Farhan MaarofAinda não há avaliações
- Laser Beam Welding Under Vacuum of High Grade MaterialsDocumento11 páginasLaser Beam Welding Under Vacuum of High Grade MaterialsSudhakar LavuriAinda não há avaliações
- Outokumpu Corrosion Management News Acom 3 2014Documento11 páginasOutokumpu Corrosion Management News Acom 3 2014Joshua WalkerAinda não há avaliações
- Angle Gloss MeterDocumento4 páginasAngle Gloss Meterlisun008Ainda não há avaliações
- L Baugh Stage 1 PT 2 - ElectrolyticDocumento54 páginasL Baugh Stage 1 PT 2 - ElectrolyticjeremypearceAinda não há avaliações
- Limit Gauge PDFDocumento11 páginasLimit Gauge PDFParamasivam VeerappanAinda não há avaliações
- Astm E2862-23Documento14 páginasAstm E2862-23zuqin bianAinda não há avaliações
- The Current State of Worldwide Standards of Ductile IronDocumento8 páginasThe Current State of Worldwide Standards of Ductile IronN.PalaniappanAinda não há avaliações
- Measurement of Decarburization PDFDocumento6 páginasMeasurement of Decarburization PDFnayefamkAinda não há avaliações
- Material Selection For Designing The AirfoilDocumento1 páginaMaterial Selection For Designing The AirfoilJoséLuisPillajoAinda não há avaliações
- Acom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFDocumento16 páginasAcom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFpipedown456Ainda não há avaliações
- Nitromet Liquid Ferritic NitrocarburizingDocumento11 páginasNitromet Liquid Ferritic NitrocarburizingDoez AryanaAinda não há avaliações
- Metal matrix composites: Processing and InterfacesNo EverandMetal matrix composites: Processing and InterfacesR EverettAinda não há avaliações
- CitoPress 10 20 Brochure EnglishDocumento6 páginasCitoPress 10 20 Brochure EnglishIrina IrinushkaAinda não há avaliações
- Target SystemDocumento8 páginasTarget SystemIrina IrinushkaAinda não há avaliações
- Pure Lead (Diapro) : Method DetailsDocumento2 páginasPure Lead (Diapro) : Method DetailsIrina IrinushkaAinda não há avaliações
- Exotom 150 PDFDocumento6 páginasExotom 150 PDFIrina IrinushkaAinda não há avaliações
- Metallographic Etching of Aluminum and Its Alloys: George F. Vander VoortDocumento1 páginaMetallographic Etching of Aluminum and Its Alloys: George F. Vander VoortIrina IrinushkaAinda não há avaliações
- Capa 2Documento1 páginaCapa 2Irina IrinushkaAinda não há avaliações
- Metallographic Etching of Aluminum and Its Alloys: George F. Vander VoortDocumento1 páginaMetallographic Etching of Aluminum and Its Alloys: George F. Vander VoortIrina IrinushkaAinda não há avaliações
- Metallographic Etching of Aluminum and Its Alloys: George F. Vander VoortDocumento1 páginaMetallographic Etching of Aluminum and Its Alloys: George F. Vander VoortIrina IrinushkaAinda não há avaliações
- Metallographic Etching of Aluminum and Its Alloys: George F. Vander VoortDocumento1 páginaMetallographic Etching of Aluminum and Its Alloys: George F. Vander VoortIrina IrinushkaAinda não há avaliações
- T 1246784488 17108574 Street Lighting Control Based On LonWorks Power Line CommunicationDocumento3 páginasT 1246784488 17108574 Street Lighting Control Based On LonWorks Power Line CommunicationsryogaaAinda não há avaliações
- Uav Based Plant Disease Detection SystemDocumento14 páginasUav Based Plant Disease Detection SystemTakudzwa MatangiraAinda não há avaliações
- Unit 3 InfiltrationDocumento5 páginasUnit 3 InfiltrationHRIDYA MGAinda não há avaliações
- Strange Christmas TraditionsDocumento2 páginasStrange Christmas TraditionsZsofia ZsofiaAinda não há avaliações
- 6.003 Homework #12 Solutions: ProblemsDocumento9 páginas6.003 Homework #12 Solutions: ProblemsSamu PacurucuAinda não há avaliações
- Sandvik Saf 31803 Tube and Pipe, Seamless: DatasheetDocumento9 páginasSandvik Saf 31803 Tube and Pipe, Seamless: DatasheetPaul NeedhamAinda não há avaliações
- Diabetes in Pregnancy: Supervisor: DR Rathimalar By: DR Ashwini Arumugam & DR Laily MokhtarDocumento21 páginasDiabetes in Pregnancy: Supervisor: DR Rathimalar By: DR Ashwini Arumugam & DR Laily MokhtarHarleyquinn96 DrAinda não há avaliações
- Barium SulphateDocumento11 páginasBarium SulphateGovindanayagi PattabiramanAinda não há avaliações
- 4MA0 4H MSC 20140306Documento14 páginas4MA0 4H MSC 20140306HaiqaPervezAinda não há avaliações
- Introduction: Science and Environment: Brgy - Pampang, Angeles City, PhilippinesDocumento65 páginasIntroduction: Science and Environment: Brgy - Pampang, Angeles City, PhilippinesLance AustriaAinda não há avaliações
- O Solitude! If I Must With Thee Dwell by John Keats: SonnetDocumento6 páginasO Solitude! If I Must With Thee Dwell by John Keats: SonnetshettyAinda não há avaliações
- Technical Design of The Bukwimba Open Pit Final 12042017Documento31 páginasTechnical Design of The Bukwimba Open Pit Final 12042017Rozalia PengoAinda não há avaliações
- Legend Of Symbols: Chú Thích Các Ký HiệuDocumento9 páginasLegend Of Symbols: Chú Thích Các Ký HiệuKiet TruongAinda não há avaliações
- 02-09-18 SR - IZ Jee-Adv 2011-P1 PTA-03 Q PDFDocumento31 páginas02-09-18 SR - IZ Jee-Adv 2011-P1 PTA-03 Q PDFswarupAinda não há avaliações
- Introduction To The New 8-Bit PIC MCU Hardware Peripherals (CLC, Nco, Cog)Documento161 páginasIntroduction To The New 8-Bit PIC MCU Hardware Peripherals (CLC, Nco, Cog)Andres Bruno SaraviaAinda não há avaliações
- Burst Abdomen 3Documento12 páginasBurst Abdomen 3Satvik BansalAinda não há avaliações
- CFD Analysis of Flow Through Compressor CascadeDocumento10 páginasCFD Analysis of Flow Through Compressor CascadeKhalid KhalilAinda não há avaliações
- An Evaluation of The Strength of Slender Pillars G. S. Esterhuizen, NIOSH, Pittsburgh, PADocumento7 páginasAn Evaluation of The Strength of Slender Pillars G. S. Esterhuizen, NIOSH, Pittsburgh, PAvttrlcAinda não há avaliações
- 2019 - High Levels of Polypharmacy in RheumatoidDocumento7 páginas2019 - High Levels of Polypharmacy in RheumatoidGustavo ResendeAinda não há avaliações
- Need For Advanced Suspension SystemsDocumento10 páginasNeed For Advanced Suspension SystemsIQPC GmbHAinda não há avaliações
- Rezhna Hassan FarajDocumento2 páginasRezhna Hassan FarajchristoptAinda não há avaliações
- Air Force To 32-1-101 Army TM 9 243 Navy m6290 Aj Man 1010 Marine Corp TM 10209 101 Technical Manual Use and Care of Hand Tools and Measuring Tools 14Documento310 páginasAir Force To 32-1-101 Army TM 9 243 Navy m6290 Aj Man 1010 Marine Corp TM 10209 101 Technical Manual Use and Care of Hand Tools and Measuring Tools 14Michael SmallAinda não há avaliações
- Part 3-Chap 2 - Classification of Buildings Based On OccupanciesDocumento60 páginasPart 3-Chap 2 - Classification of Buildings Based On Occupanciesfaruque65Ainda não há avaliações
- Mid Lesson 1 Ethics & Moral PhiloDocumento13 páginasMid Lesson 1 Ethics & Moral PhiloKate EvangelistaAinda não há avaliações
- Assignment 1 - Statistics ProbabilityDocumento3 páginasAssignment 1 - Statistics ProbabilityAzel Fume100% (1)
- Head N Neck-MCQsDocumento57 páginasHead N Neck-MCQsbhargavi pasagadaAinda não há avaliações
- Motor Starting: Why Do The Calculation?Documento13 páginasMotor Starting: Why Do The Calculation?carlos_eqnAinda não há avaliações
- Outerstellar Self-Impose RulesDocumento1 páginaOuterstellar Self-Impose RulesIffu The war GodAinda não há avaliações
- Instructor: DR - Ashok Kaushal: Orthogonal ViewsDocumento49 páginasInstructor: DR - Ashok Kaushal: Orthogonal ViewsKristi GjokaAinda não há avaliações
- 3592 Operator GuideDocumento103 páginas3592 Operator GuideNaim GhattasAinda não há avaliações