Você também pode gostar
- lectut-MTN-513-pdf-Structure of Crystalline CeramicsDocumento53 páginaslectut-MTN-513-pdf-Structure of Crystalline CeramicsAkash AgarwalAinda não há avaliações
- 23 - Toughened Ceramics 1Documento28 páginas23 - Toughened Ceramics 1Md. Rafiqul IslamAinda não há avaliações
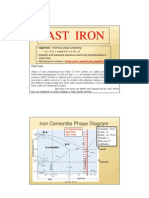
- Cast Iron: Iron Cementite Phase DiagramDocumento24 páginasCast Iron: Iron Cementite Phase DiagramAnonymous w6v7JWfr5Ainda não há avaliações
- Physical Metallurgy-18 Heat Treatment of SteelDocumento7 páginasPhysical Metallurgy-18 Heat Treatment of SteelDSGAinda não há avaliações
- Recovery of Niobium and Tantalum From Tin OresDocumento14 páginasRecovery of Niobium and Tantalum From Tin OresMichael Ngoie100% (1)
- WPSDocumento42 páginasWPSjoehodoh100% (1)
- Chapter2 Bonding and PropertiesDocumento71 páginasChapter2 Bonding and PropertiesShahd AlhamaydaAinda não há avaliações
- A109210306-Metallurgyandmaterialsscience - November 2010Documento6 páginasA109210306-Metallurgyandmaterialsscience - November 2010venkateshyadav2116Ainda não há avaliações
- Steady State Approximation: Supplementary Notes For The Course "Chemistry For Physicists"Documento5 páginasSteady State Approximation: Supplementary Notes For The Course "Chemistry For Physicists"Rishav DugarAinda não há avaliações
- JIS G3101 SS 400 Steel Plate StandardDocumento6 páginasJIS G3101 SS 400 Steel Plate StandardArun kumarAinda não há avaliações
- Foundations of Materials Science and Engineering 5th Edition Smith Solutions ManualDocumento79 páginasFoundations of Materials Science and Engineering 5th Edition Smith Solutions Manualdextrermachete4amgqgAinda não há avaliações
- Boric Acid Flotation PDFDocumento25 páginasBoric Acid Flotation PDFLevent ErgunAinda não há avaliações
- Engineering Materials and Mettlurgy QBDocumento12 páginasEngineering Materials and Mettlurgy QBSaravana KumarAinda não há avaliações
- Physical Metallurgy M1 PDFDocumento21 páginasPhysical Metallurgy M1 PDFAnca ElenaAinda não há avaliações
- Materials Science Lec 04 Phase & Iron-Carbon DiagramDocumento53 páginasMaterials Science Lec 04 Phase & Iron-Carbon DiagramKrishna SarkarAinda não há avaliações
- DME Assignment 1Documento2 páginasDME Assignment 1sumikannuAinda não há avaliações
- wk7 (3) - Fe-C SystemDocumento12 páginaswk7 (3) - Fe-C Systemsaeed khaledAinda não há avaliações
- Closed-Book Practice-Ch 10 (2017!08!08)Documento12 páginasClosed-Book Practice-Ch 10 (2017!08!08)Juan0% (1)
- Closed-Book Practice-Ch 10 (2017!08!08)Documento12 páginasClosed-Book Practice-Ch 10 (2017!08!08)Juan0% (1)
- Midterm Review SolutionsDocumento16 páginasMidterm Review SolutionsKate SongAinda não há avaliações
- Corrosion Resistance of Cerium-Doped Zinc Calcium Phosphate Chemical Conversion Coatings On AZ31 Magnesium AlloyDocumento15 páginasCorrosion Resistance of Cerium-Doped Zinc Calcium Phosphate Chemical Conversion Coatings On AZ31 Magnesium AlloyMichael Merino CrispinAinda não há avaliações
- Closed-Book Practice-Ch 16 (2017!06!01)Documento11 páginasClosed-Book Practice-Ch 16 (2017!06!01)Juan100% (6)
- Amorphous MetalDocumento5 páginasAmorphous MetalTeka KamAinda não há avaliações
- Jimma Institute of Technology: Diffusion and Electrical ConductivityDocumento27 páginasJimma Institute of Technology: Diffusion and Electrical ConductivityfayzaAinda não há avaliações
- Introduction To Materials: Prof. H. K. KhairaDocumento75 páginasIntroduction To Materials: Prof. H. K. KhairaDhanush NairAinda não há avaliações
- Closed-Book Practice-Ch 12 (2015!03!18)Documento7 páginasClosed-Book Practice-Ch 12 (2015!03!18)JuanAinda não há avaliações
- Closed-Book Practice-Ch 14 (2015!03!28)Documento9 páginasClosed-Book Practice-Ch 14 (2015!03!28)JuanAinda não há avaliações
- Engineering Alloys (Non Ferrous)Documento52 páginasEngineering Alloys (Non Ferrous)Sukhwinder Singh GillAinda não há avaliações
- Rr411801 Electro Metallurgy and CorrosionDocumento8 páginasRr411801 Electro Metallurgy and CorrosionSrinivasa Rao GAinda não há avaliações
- Previous Question Papers of Metallurgy and Material SciencesDocumento10 páginasPrevious Question Papers of Metallurgy and Material SciencesRajeev SaiAinda não há avaliações
- Closed-Book Practice-Ch 09 (2017!08!07)Documento9 páginasClosed-Book Practice-Ch 09 (2017!08!07)Juan100% (1)
- Classifying Materials by Structure, Properties & ApplicationsDocumento109 páginasClassifying Materials by Structure, Properties & ApplicationsM.41Mohd AnasAinda não há avaliações
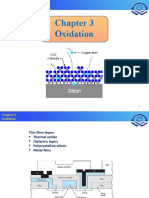
- Thermal Oxidation of Silicon for Dielectric FilmsDocumento49 páginasThermal Oxidation of Silicon for Dielectric FilmssunAinda não há avaliações
- Iron Carbon Phase DiagramDocumento4 páginasIron Carbon Phase DiagramMizanur RahmanAinda não há avaliações
- Rr411802 Steel MakingDocumento4 páginasRr411802 Steel MakingSrinivasa Rao GAinda não há avaliações
- Corrosion Measurement UNIT-5: CHE-545-172 DR Ime B.ObotDocumento48 páginasCorrosion Measurement UNIT-5: CHE-545-172 DR Ime B.ObotArielAinda não há avaliações
- Ass 1 Mech 6511 Mechanical Shaping of Metals and PlasticsDocumento2 páginasAss 1 Mech 6511 Mechanical Shaping of Metals and PlasticsVarinder ThandiAinda não há avaliações
- Copper & Its Alloys - Engineering Materials & Metallurgy Questions and Answers - SanfoundryDocumento4 páginasCopper & Its Alloys - Engineering Materials & Metallurgy Questions and Answers - SanfoundrySample UseAinda não há avaliações
- PMMA Stress-Strain AnalysisDocumento5 páginasPMMA Stress-Strain AnalysisAnam PirachaAinda não há avaliações
- Metallic Materials Sessional Microstructure StudyDocumento39 páginasMetallic Materials Sessional Microstructure StudyMuhammedNayeemAinda não há avaliações
- 27 - 1 - Engineering Ceramics For ApplicationsDocumento9 páginas27 - 1 - Engineering Ceramics For ApplicationsMd. Rafiqul IslamAinda não há avaliações
- Engineering Materials Questions and AnswersDocumento4 páginasEngineering Materials Questions and AnswersEmıły WınıfredAinda não há avaliações
- Phase Diagram Study of Alloys in Iron Carbon Chromium Mo-NiDocumento13 páginasPhase Diagram Study of Alloys in Iron Carbon Chromium Mo-NiRavichandran JayaprakashAinda não há avaliações
- Iron Carbon Phase DiagramDocumento3 páginasIron Carbon Phase DiagramrabikmAinda não há avaliações
- Material Science - Mechanical Engineering (MCQ) Questions and Answers 2Documento2 páginasMaterial Science - Mechanical Engineering (MCQ) Questions and Answers 2Prashant SinghAinda não há avaliações
- Thermal Processing of MetalsDocumento63 páginasThermal Processing of MetalsNagaVenkateshGAinda não há avaliações
- Cast Iron DampingDocumento5 páginasCast Iron Dampinggabs88Ainda não há avaliações
- Electrochemistry 2 PDFDocumento56 páginasElectrochemistry 2 PDFAniruddha Kawade100% (1)
- ENSC 20161 Course Assignment on Atoms and IonsDocumento2 páginasENSC 20161 Course Assignment on Atoms and IonsJohn Mark AustriaAinda não há avaliações
- Career Avenues Physical MetallurgyDocumento27 páginasCareer Avenues Physical MetallurgyAmit Saboo0% (1)
- Aluminium Alloys GuideDocumento74 páginasAluminium Alloys GuideAladdin AdelAinda não há avaliações
- MM435 - CDP-4 - Nernst Equation+Ref ElectrodesDocumento23 páginasMM435 - CDP-4 - Nernst Equation+Ref ElectrodesAbdul Ahad ShamsAinda não há avaliações
- Structure of CeramicsDocumento80 páginasStructure of CeramicsAmir Nazri KaibingAinda não há avaliações
- Chapter 3, CRYSTALLINE IMPERFECTIONSDocumento8 páginasChapter 3, CRYSTALLINE IMPERFECTIONSPAUL NDIRITUAinda não há avaliações
- Attachment Gas DynamisDocumento2 páginasAttachment Gas DynamisArif Abdul RahmanAinda não há avaliações
- Oxidation of Iron, Silicon and Manganese: Today's TopicsDocumento11 páginasOxidation of Iron, Silicon and Manganese: Today's TopicsMir RafsanAinda não há avaliações
- Closed-Book Practice-Ch 13 (2017!04!18)Documento9 páginasClosed-Book Practice-Ch 13 (2017!04!18)JuanAinda não há avaliações
- Lesson 3 Atomic StructureDocumento7 páginasLesson 3 Atomic Structuremichael-education KAinda não há avaliações
- Unit 2-Chapter 6 - Heat Treatment of MetalsDocumento55 páginasUnit 2-Chapter 6 - Heat Treatment of Metalssainath reddy kesam reddyAinda não há avaliações
- Literature ReviewDocumento23 páginasLiterature ReviewRISHAVAinda não há avaliações
- Shape Memory Alloy AnkitDocumento13 páginasShape Memory Alloy AnkitankitAinda não há avaliações
- Clays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaNo EverandClays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaS. W. BaileyAinda não há avaliações
- Material Science and Engineering Ch. 11 SolDocumento56 páginasMaterial Science and Engineering Ch. 11 SolPatrick Gibson100% (1)
- Heat Treatments for Aluminum AlloysDocumento9 páginasHeat Treatments for Aluminum AlloysMuhammad Idris100% (1)
- CH 11Documento55 páginasCH 11Anuj shuklaAinda não há avaliações
- Closed-Book Practice-Ch 11 (2015!03!16)Documento17 páginasClosed-Book Practice-Ch 11 (2015!03!16)Juan100% (1)
- Closed-Book Practice-Ch 13 (2017!04!18)Documento9 páginasClosed-Book Practice-Ch 13 (2017!04!18)JuanAinda não há avaliações
- Closed-Book Practice-Ch 15 (2015!03!28)Documento21 páginasClosed-Book Practice-Ch 15 (2015!03!28)JuanAinda não há avaliações
- Closed-Book Practice-Ch 07 (2016!12!24)Documento8 páginasClosed-Book Practice-Ch 07 (2016!12!24)JuanAinda não há avaliações
- Closed-Book Practice-Ch 09 (2017!08!07)Documento9 páginasClosed-Book Practice-Ch 09 (2017!08!07)Juan100% (1)
- Closed-Book Practice-Ch 03 (2016!12!10)Documento8 páginasClosed-Book Practice-Ch 03 (2016!12!10)JuanAinda não há avaliações
- Closed-Book Practice-Ch 08 (2017!02!26)Documento13 páginasClosed-Book Practice-Ch 08 (2017!02!26)JuanAinda não há avaliações
- Closed-Book Practice-Ch 13 (2017!04!18)Documento9 páginasClosed-Book Practice-Ch 13 (2017!04!18)JuanAinda não há avaliações
- Closed-Book Practice-Ch 07 (2016!12!24)Documento8 páginasClosed-Book Practice-Ch 07 (2016!12!24)JuanAinda não há avaliações
- Closed-Book Practice-Ch 09 (2017!08!07)Documento9 páginasClosed-Book Practice-Ch 09 (2017!08!07)Juan100% (1)
- Closed-Book Practice-Ch 15 (2015!03!28)Documento21 páginasClosed-Book Practice-Ch 15 (2015!03!28)JuanAinda não há avaliações
- Closed-Book Practice-Ch 03 (2016!12!10)Documento8 páginasClosed-Book Practice-Ch 03 (2016!12!10)JuanAinda não há avaliações
- Closed-Book Practice-Ch 06 (2016!07!31)Documento8 páginasClosed-Book Practice-Ch 06 (2016!07!31)JuanAinda não há avaliações
- Closed-Book Practice-Ch 04 (2017!09!13)Documento7 páginasClosed-Book Practice-Ch 04 (2017!09!13)JuanAinda não há avaliações
- Closed-Book Practice-Ch 02 (2017!06!19)Documento9 páginasClosed-Book Practice-Ch 02 (2017!06!19)JuanAinda não há avaliações
- Iso 12473 2017Documento13 páginasIso 12473 2017testing castcoAinda não há avaliações
- NHDT FoulingDocumento6 páginasNHDT FoulingJulio RamirezAinda não há avaliações
- PHARCHEM BlueDocumento33 páginasPHARCHEM BlueJoslin Roz GalileaAinda não há avaliações
- Igcse Past PaperDocumento12 páginasIgcse Past PaperSalwa A.haiAinda não há avaliações
- Usp31nf26s1 - m11430, USP Monographs - Calcium CarbonateDocumento1 páginaUsp31nf26s1 - m11430, USP Monographs - Calcium CarbonateEfsha KhanAinda não há avaliações
- TDS Phosphonate HEDP 60Documento2 páginasTDS Phosphonate HEDP 60KalpeshAinda não há avaliações
- Gen Chem Periodic Table ReviewerDocumento4 páginasGen Chem Periodic Table ReviewerIsmael Udrih MaglalangAinda não há avaliações
- HAZ Liquation Cracking in Austenitic and Duplex S.S. - J.C. Lippold PDFDocumento14 páginasHAZ Liquation Cracking in Austenitic and Duplex S.S. - J.C. Lippold PDFHagen_of_TronjeAinda não há avaliações
- Determination of Phosphorus in Nickel, Ferronickel, and Nickel Alloys by Phosphovanadomolybdate SpectrophotometryDocumento4 páginasDetermination of Phosphorus in Nickel, Ferronickel, and Nickel Alloys by Phosphovanadomolybdate SpectrophotometryEric GozzerAinda não há avaliações
- En 1982 Copper and Copper Alloy Ingots and Castings - Compositions, Uses and Typical Properties-Table10Documento1 páginaEn 1982 Copper and Copper Alloy Ingots and Castings - Compositions, Uses and Typical Properties-Table10yw_oulalaAinda não há avaliações
- Acids and Bases: MD - Safwat X Riesaf HossainDocumento9 páginasAcids and Bases: MD - Safwat X Riesaf HossainMd SafwatAinda não há avaliações
- KD II Meeting 4 (THP-TEP) EterDocumento17 páginasKD II Meeting 4 (THP-TEP) EterNur KhalifahAinda não há avaliações
- Determination of Organic Carbon Content in SoilDocumento3 páginasDetermination of Organic Carbon Content in SoilNanditha AAinda não há avaliações
- Atomic Particles Chart: + o - ST ND RD THDocumento2 páginasAtomic Particles Chart: + o - ST ND RD THZexdxrAinda não há avaliações
- Experiment 3 Basic ChemistryDocumento9 páginasExperiment 3 Basic ChemistryKazhvinieAinda não há avaliações
- Ions and Isotopes Practice: Complete The FollowingDocumento2 páginasIons and Isotopes Practice: Complete The FollowingIssa SherryAinda não há avaliações
- Answer Keys Genchem1 Q1Documento6 páginasAnswer Keys Genchem1 Q1Jomarie FurioAinda não há avaliações
- Test 2-P2Documento8 páginasTest 2-P2Salman Ul MoazzamAinda não há avaliações
- ALS Aqua Regia To 4 Acid Technical NoteDocumento2 páginasALS Aqua Regia To 4 Acid Technical NotecalebAinda não há avaliações
- Shrikant FeSO4 ReportDocumento20 páginasShrikant FeSO4 ReportPrashant KiraveAinda não há avaliações
- Ferric Chloride TestDocumento13 páginasFerric Chloride TestCarlou AbarsoloAinda não há avaliações
- I. Multiple Choice Questions (Type-I) : S F P FDocumento12 páginasI. Multiple Choice Questions (Type-I) : S F P FPratishtha KumariAinda não há avaliações
- CHM 222 Complexometric Titration PDFDocumento38 páginasCHM 222 Complexometric Titration PDFGlory Usoro100% (1)
- Uranium, Uranium Alloys, and Uranium CompoundsDocumento56 páginasUranium, Uranium Alloys, and Uranium CompoundsHoracio AportaAinda não há avaliações
- Indonesian Minerals Book 2019 2020 ContentsDocumento10 páginasIndonesian Minerals Book 2019 2020 ContentsPrima SatriaAinda não há avaliações